PLC脉冲输出指令的设计与应用
2013-12-17王旭东
王旭东
(天津开发区职业技术学院电子信息学院,天津 300457)
在生产机械的自动控制领域,PLC(Programmable Logic Controller)控制系统的应用非常广泛。其功能已远超出了逻辑控制、顺序控制的范围,它与计算机有效结合,可以进行模拟量控制,具有远程通信等功能,是现代工业控制的三大支柱(PLC、机器人、CAD/CAM)之一。目前可编程序控制器简称PLC已广泛应用于冶金、矿业、机械,轻工等领域,为工业自动化提供了有力的工具[1]。本文以自动针布机控制系统为例实现脉冲输出指令设计。
本文摒弃了传统设计形式,利用可编程控制器PLC系统来进行控制,匹配抗干扰光电隔离输入/输出接口,取代了工业上传统的继电器逻辑控制系统,使设计更加简洁,操作更加方便、可靠[2]。另一特点就是系统构造简单,抗干扰能力强,大幅提高了精度要求。
1 PLC的基本结构
PLC采用典型的计算机结构,主要包括 CPU、RAM、ROM和输入/输出接口电路等。如果把PLC看作是一个系统,该系统由输入变量-PLC-输出变量组成,外部的各种开关信号、模拟信号、传感器检测信号均作为PLC的输入变量,它们经PLC外部端子输入到内部寄存器中,经PLC内部逻辑运算或其他各种运算、处理后送到输出端子,它们是PLC的输出变量,由这些输出变量对外围设备进行各种控制[3]。
可编程控制器的工作过程采用周期循环扫描。用户程序通过编程器或其他输入设备输入存放在PLC的用户存储器中。当PLC开始运行时,CPU根据系统监控程序的规定顺序,通过扫描完成各输入点的状态采集或输入数据采集、用户程序的执行、各输出点状态的更新、编程器键入响应和显示更新以及CPU自检等功能[4]。
2 控制方法及研究
2.1 CPM2A的特殊功能简介
日本OMRON(立石)公司的CPMA系列小型机目前有CPM1A、CPM2A两种机型。它的机箱小巧,但集成了丰富的控制功能,主要包括同步脉冲控制、中断输入、脉冲输出、模拟量设定和时钟定时控制等功能。CPMA型小型机的CPU单元又是一个独立的控制单元,能处理大范围的控制信息,所以还可以用作设备内安装的控制单元。由于自动针布机控制系统的性能要求,选用CPM2A型PLC作为核心控制部件。
CPM2A型PLC体积小、价格低、功能先进,具有良好的性能价格比。CPM2A型具有其他PLC所具有的功能:逻辑运算、定时器功能、位移、加减运算、条件判别、分支、跳转、暂存、译码、编码、BCD数转换等功能,另外还增加了其他低档PLC所不具备的功能[5]。
2.1.1 脉冲输出
CPM2A型PLC10通道的00输出点和01输出点专门用于产生脉冲信号的输出端口,脉冲频率可通过软件编程进行调节,其输出频率范围为20 Hz2 kHz,可以对频率高达2 kHz的输入脉冲进行计数。脉冲输出可以设置成连续模式或独立模式。在连续模式下,由指令控制脉冲输出的停止;在独立模式下,当输出的脉冲数达到指定数目(1~16 777 215)时,脉冲输出停止[5]。
CPM2A型PLC内设计了同步脉冲输出,这种设计可使外围设备与检测装置实现同步运行。通过PLC的控制,使得脉冲编码器检测到的速度信号能直接驱动电动机,实现基本的位置控制。正是利用这一特点,PLC与步进电动机驱动器相连,来控制步进电动机的转向以及转数。
2.1.2 中断功能
不仅如此,CPM2A还增加了中断功能、间隔计时器中断功能,可进行分散控制和模拟量控制。它有两种中断类型:一种是外部中断,另一种是内部中断。
2.1.3 输入延时滤波
CPM2A的输入端采用输入延时滤波,可防止因开关机械抖动带来的不可靠性,其延时时间可根据要求进行调节。
2.2 控制步进电机的硬件设计
在控制系统中,步进电动机主要用于控制工作台前进和后退的移动量,所以选用结构比较简单的两相混合式步进电动机,其步距角为1.8°。可编程控制器PLC与步进电动机驱动器及电动机的连接如图1所示[6]。
图1中,M为开关量,控制电机的运行方向;M=1为顺序分配即正转;M=0为逆序分配即反转;CP为矩形波,控制电机的启、停、运行速度和长度,脉冲宽度>10μs。OPTO端为3路信号的公共正端[7]。
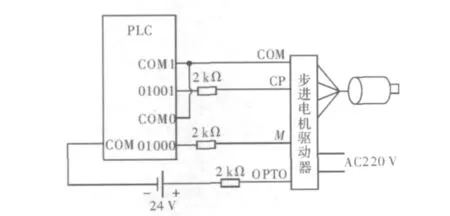
图1 PLC与步进电动机及其驱动器的连接示意图
由图1可以看出,将PLC脉冲输出端的公共端COM0和输出点的公共端COM1皆与步进电动机驱动器COM公共端相连。驱动器的脉冲信号输入端CP外接2 kΩ限流电阻接至PLC的脉冲输出触点01000。PLC的01001触点用于控制步进电机的旋转方向,外接2 kΩ的限流电阻连接至方向电平输入端M。驱动器的公共阳端OPTO外加2 kΩ限流电阻接至+24 V直流电源上。
2.3 控制步进电机的软件设计
在控制系统中,步进电机的转数、方向及时间等参数是变量,需要根据针布上钢钉的分布情况和钢钉的长短来进行设定。这些参数只需要在更换生产针布品种之前设定一次参数,不需要每次操作都设置。根据针布机的操作要求,确定各个动作的顺序和相互之间的关系,画出程序流程图,再由PLC输入输出的逻辑关系编写出梯形图[8-9]。脉冲输出指令为PULS(65)和SPED(64)[10]。将输出点01001置1,控制步进电动机正转,设置相应脉冲数,启动脉冲输出指令MOV(21),PULS(65),SPED(64)[11],触点 01000 输出脉冲数为520,驱动步进电机正转。步进电机停转后,01000常开触点闭合,CNT010计一次数;常开触点TIM003接通,重复进行以上动作,直到CNT010计满3次数时,CNT010常开触点接通,触发下一控制动作运行。当定时器TIM007定时结束后,TIM007常闭触点断开,01001触点断开,使步进电动机反转,行输出960个脉冲。计数器CNT011计数两次,计数结束后,进行输出1 200个脉冲。当定时器TIM009定时结束,常开触点TIM009闭合,触点00002接通,进行下一次循环。控制梯形图如图2所示。

图2 控制梯形图
3 结束语
采用PLC来控制电磁阀和步进电机后,使控制电路的复杂连线和时间继电器等元件在其内部进行软连接,可大幅提高设备的可靠性,减少故障率。本系统设计性能可靠稳定,可满足各项工艺要求,生产效率和产品质量均有所提高。实践证明,以PLC为核心的自动控制系统,是一种简单有效、成本低廉的解决方案。
系统安装和维修都很方便。只需把提供输入信号的按钮、限位开关、光电开关和无触点开关等元件与PLC的输入接口相连;把功率输出元件电磁阀、电磁铁和接触器等与PLC的输出接口相连,即安装完毕;修理检查方便快捷[12]。
[1]朱力.PLC控制步进电机方法的研究[J].山西机械,2003(1):23-25.
[2]廖常初.PLC应用技术问答[M].北京:机械工业出版社,2006.
[3]杨公源.可编程控制器(PLC)原理与应用[M].北京:电子工业出版社,2000.
[4]何堃山.可编程序设计范例大全[M].上海:同济大学出版社,1989.
[5]常斗南,李全利.可编程控制器原理及工程应用[M].北京:电子工业出版社,2006.
[6]WANG Fei,KONG Qingzhong.Application of PLC in stepping motor control driver[J].Mechanical Engneering & Automation,2006(2):56 -59.
[7]YAO Zhien.Design of control circuit of step - motor based on PLC[J].China Science and Technology Information,2005(19):105-110.
[8]金雯丽,喻莉莉,宋健.PLC的脉冲输出控制步进电机的实用方法[J].机电工程技术,2006,35(8):54 -56.
[9]YAO Zhien.Design of control circuit of step - motor based on PLC[J].China Science And Technology Information,2005(19):105-110.
[10]陈永利,赵霞,陈利军.PLC在机床电气传动系统中的应用[J].微计算机信息,1999,35(8):44 -45.
[11]欧姆龙(中国)有限公司.SYSMAC CPM2A操作手册[M].北京:欧姆龙(中国)有限公司,2006.
[12]王立权,王宗义,王淑钧,等.可编程控制器原理与应用[M].哈尔滨:哈尔滨工程大学出版社,2005.
