渗流铸造法制备的开孔泡沫铝的声学性能
2013-12-14周向阳蒋良兴赖延清
王 辉,周向阳,龙 波,文 康,李 劼,蒋良兴,赖延清
(中南大学 冶金科学与工程学院,长沙 410083)
泡沫铝是一种新型超轻多孔功能结构材料,它结合了多孔结构的特性和金属的性能。由于泡沫铝的轻质结构及吸能等特性,使其在结构材料和功能材料方面有着广泛的应用前景[1-4]。特别是开孔泡沫铝,由于其独特的孔连通结构,使得其成为由无数个减振吸声单元构成的整体材料,当声波由连通孔隙向主孔传播时,出现了声波传播途径的突然变化,从而导致了声能的衰减;当声波由主孔向两个主孔之间连通位置传播时,面积突然的变窄,会使在连通位置的摩擦加剧,声能就转化成摩擦热能散失掉而使其具有良好的声音吸收能力。另外,开孔泡沫铝不可燃、不腐蚀、在高温下能保持形状稳定,所以在吸声领域有着巨大的潜在应用[5-7]。
渗流法是制备开孔泡沫铝的主要方法之一,但目前传统真空渗流法存在“渗流不足”和“渗流过度”等缺陷,这些大大阻碍了多孔铝材的应用发展。因此,研究新的渗流方法以及开孔泡沫铝的声学性能意义重大。为克服传统渗流方法的缺陷,在前期工作中,本课题组研究了一种新颖的反重力渗流铸造方法,该方法已经申报了国家发明专利[8]。本文作者采用反重力渗流铸造法制备开孔泡沫铝材料,重点对比研究反重力渗流铸造和传统真空渗流法制备开孔泡沫铝的吸声性能差异,并分析造成这些差异的原因。
1 实验
1.1 开孔泡沫铝材料制备
采用反重力渗流铸造法与传统真空渗流技术制备开孔泡沫铝材料,填料粒子均选用可溶性 MOD,基体金属为ZL102铝合金。反重力渗流铸造法制备开孔泡沫铝材料的步骤包括:1) 将填充好填料粒子的渗流模具预热到预设温度;2) 将铝合金熔体通过加压装置从下往上进入渗流模具中,通过增压和保压使铝合金熔体充分渗入填料粒子中;3) 凝固冷却后取出样品,并将其置于超声波水浴中除去填料粒子,便得到开孔泡沫铝样品。图1所示为采用不同孔径造孔粒子通过反重力渗流铸造法所制备样品的横截面照片,很显然,反重力渗流铸造法所制备不同孔径样品的横截面上看不到明显的铸造缺陷。传统真空渗流法制备开孔泡沫铝的工艺流程详见文献[9]。
1.2 样品性能表征
1.2.1 表面形貌与孔特征表征
1) 采用高像素数码相机(SONY, DSC-P10)观测开孔泡沫铝的截面宏观形貌。
2) 孔隙的表征。开孔泡沫铝包含有两种孔隙,第一种是造孔粒子溶出留下的孔隙,第二种是由于工艺控制不当等原因导致渗流不足所造成。泡沫铝中孔隙有两种表征方法:一种是孔隙率(θ),它指的是材料中所有孔隙体积与试样总体积之比;另一种是空隙度(VC),它表征的是第二种孔隙[10]。其计算公式分别表示如下:

式中:rρ为多孔材料的实际测量密度;bρ为基体材料ZL102铝合金的密度;cρ为多孔材料的理论计算密度(理论计算密度为单位体积的堆积粒子空隙内渗入的铝液质量)。
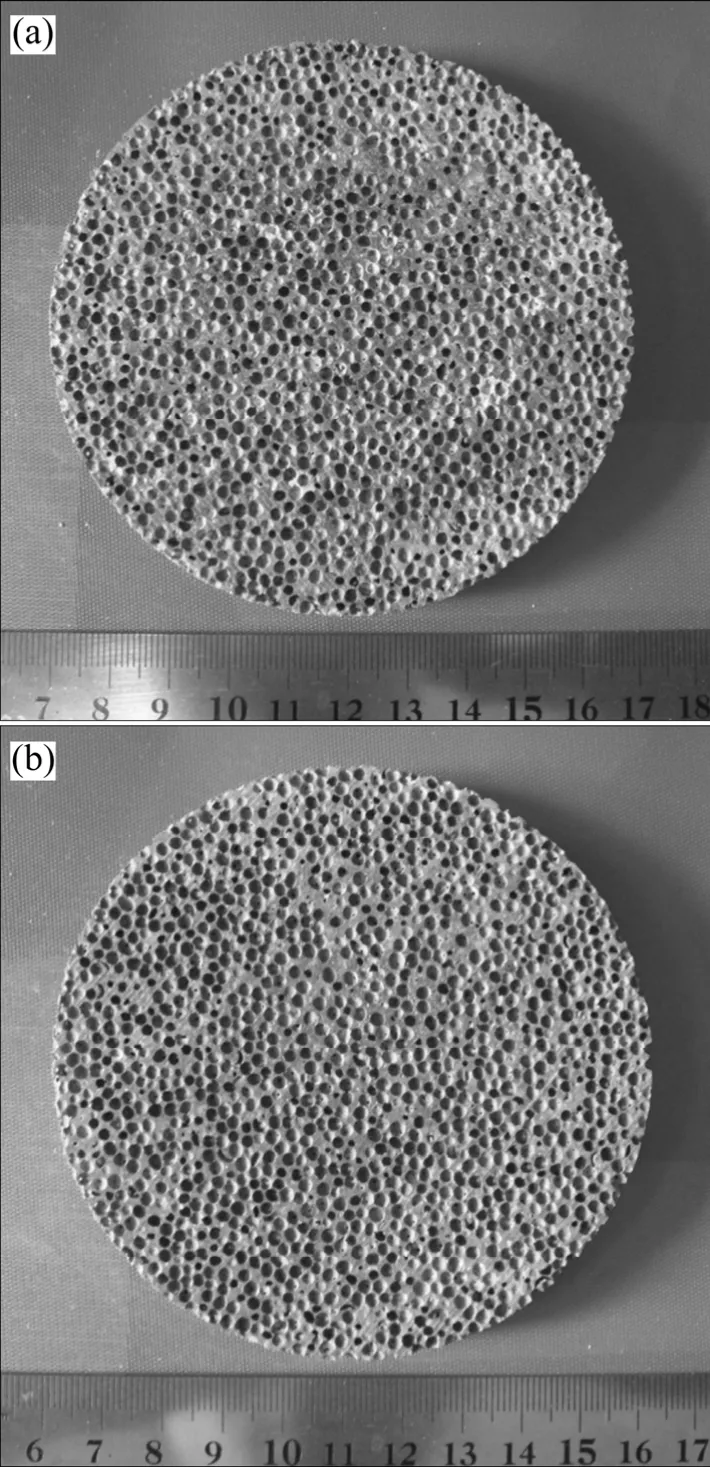
图1 反重力渗流铸造制备泡沫铝的横截面照片Fig.1 Section diagram of aluminum foam samples prepared by counter-gravity infiltration casting: (a) Particle size of 1.60-1.25 mm; (b) Particle size of 2.00-1.60 mm
1.2.2 多孔铝的吸声性能表征
材料的吸声性能通常以吸声系数来表示[11]。声波入射到材料表面时的入射声能(Ei)中的一部分被反射(即反射能Er),另一部分被材料吸收,被材料吸收部分能量占入射声能(Ei)的比率,即为吸声系数,表示为[12]

声波入射能被完全反射的情况出现在Ei=Er时,此时α=0;当Er=0,α=1,表示材料是全吸收的。吸声系数的变化范围在0~1之间,吸声系数越大材料的吸声效果越好。
声波的入射角度对吸声系数的影响很大,因此,吸声系数的测量有垂直入射吸声系数、无规入射吸声系数或斜入射吸声系数之分。垂直入射吸声系数通常通过驻波管法测试,对多孔铝声学性能的研究也通常采用该法[13]。
本研究所用吸声系数测量系统购自北京声振联合高新技术研究所,设备型号为SZZB,结构原理如图2所示。该测试仪主要由驻波管、声源系统与接受系统等部分组成。驻波管的截面为圆形,内表面平滑无缝。声源系统由声频信号发生器、功率放大器与扬声器等组成;扬声器必须以纯音信号激发,激发信号一般由声频信号发生器发声,经功率放大后再反馈到扬声器。接受系统由探测器和输出指示装置构成;探测器的主体为一个可移动的传声器;指示装置由信号放大器、衰减器、滤波器和指示器组成。
本研究的测试试样用电火花线切割从制备的多孔铝铸件上切取,试样尺寸为d93 mm×20 mm。

图2 驻波管吸声测试仪结构示意图Fig.2 Schematic diagram of standing-wave-tube sound absorption tester
2 结果与讨论
2.1 不同频率段吸声系数对比
表1所列为传统真空渗流法与反重力渗流铸造所制备的开孔泡沫铝样品的结构参数,其厚度均为 20 mm,其中T1~T4样品采用传统真空渗流铸造,A1~A4样品采用反重力渗流铸造。从表1中可以看出,两种方法所制备样品的孔隙率和空隙度均随着造孔粒子粒径的增大而减小;相同粒径范围内,反重力渗流铸造制备样品的孔隙率和空隙度明显低于传统真空渗流铸造制备的样品。
图3给出表2中样品在不同频率段的吸声系数变化。由图3可知,两种方法所制备开孔泡沫铝样品均具有良好的吸声性能,所有样品在不同频率段的吸声系数变化趋势基本一致;所有样品在高频段的吸声系数均高于低频段的,不同频段的吸声系数波动较大。

表1 用于声学性能测试样品的结构参数Table1 Structure parameters of aluminum foam samples prepared for sound absorption test

图3 传统真空渗流法和反重力渗流法制备的样品在不同频率段的吸声系数Fig.3 Sound absorption coefficients of samples prepared by traditional vacuum infiltration casting(a) and counter-gravity infiltration casting(b) in different frequency regions
图4中显示了同一孔径造孔粒子、不同方法所制备开孔泡沫铝样品在不同频率段的吸声系数之间的差异,图中“A1-T1”、“A2-T2”、“A3-T3”与“A4-T4”分别指的是造孔粒子粒径为1.60~2.00 mm、1.25~1.60 mm、1.02~1.25 mm和0.80~1.00 mm、通过反重力渗流铸造与传统真空渗流法所制备样品在不同频率段的吸声系数差。很显然,在低频段,两种铸造方法所获得样品的吸声系数差别不大;但在高频段,反重力渗流铸造所得样品的吸声系数明显优于传统真空渗流法所制备样品,造成这个差别的根本原因是相邻孔洞的连通性不同。

图4 不同渗流法制备的样品在不同频率段的吸声系数差Fig.4 Differences of sound absorption coefficients of samples prepared by different infiltration casting in different frequency regions
2.2 造成两种渗流铸造方法制备泡沫铝孔洞连通性差异的原因分析
图5所示为两个相邻球形造孔粒子沿球心剖开的截面示意图。假设造孔粒子的直径均相同,那么粒子溶出后相邻孔洞的连通性(Ⅰ)可用下式表达:


图5 两个相邻球形造孔粒子沿球心剖开的截面示意图Fig.5 Section diagram of two adjacent spherical particles
式中:d为两个相邻造孔粒子溶出后所得两个孔洞交接处的孔的直径,也就是图5中B点到F点的距离;D为填料粒子的直径。
图5中的O点为两个相同半径圆心O1O2的中点,与两圆相切,即OO1=OO2=D/2,B是球形粒子之间熔融合金表面ABA′的底部。在渗流过程中,残留的空气在以x轴为轴旋转ABA′-EFE′所围的空间里;这个空间即造孔粒子溶出后相连通的位置,其大小以及ABA′表面与EFE′表面的形状取决于熔体表面的张力γ、熔体和粒子的润湿角θ以及通过ABA′表面或EFE′表面的压降ΔP。在熔体温度与渗流温度都相同的情况下,熔体表面的张力γ以及熔体-粒子的润湿角θ都是确定的,那么只有ΔP是真正影响造孔粒子溶出后相连空间的主要因素。对传统真空渗流铸造而言,因为没有反重力铸造的保压过程,即传统铸造工艺的ΔP值小于反重力铸造工艺的,从而使得传统铸造方法所得样品的连通空间较反重力铸造法所得样品的大,也就出现了表1所示样品空隙度的明显差异。较小的连通通道对吸收高频信号是有益的[14],因此,出现了反重力渗流铸造所制备样品的高频吸收性能优于传统真空渗流铸造所制备样品的测试结果。
2.3 不同结构参数下反重力渗流铸造制备样品的平均吸声系数分析
渗流铸造法制备泡沫铝材料用造孔粒子的粒径、样品的孔隙率以及厚度均对其吸声性能有重大影响,平均吸声系数是由125、250、500、1 000、2 000和4 000 Hz这6个频率处的吸声系数求得。表2中列出了采用不同粒径造孔粒子、通过反重力渗流法所制备样品的平均吸声系数,很明显,随着粒子粒径的增大,其平均吸声系数降低,说明小孔径样品的吸声性能明显优于大孔径样品的。图6所示为孔隙率、厚度与平均吸声系数的关系曲线,样品制备过程中选用粒径范围为0.80~1.00 mm的造孔粒子。从图6中可以看出,孔隙率大的样品明显比孔隙率小的样品具有更高的吸声系数;样品厚度的增大有利于提高泡沫铝的吸声系数。这些研究结果表明,反重力渗流铸造法与传统真空渗流铸造法所制备样品,在造孔粒子粒径、孔隙率以及样品厚度对吸声性能的影响趋势具有一致性[15]。

表2 不同造孔粒子粒径所对应的平均吸声系数Table2 Average sound absorption coefficient of samples prepared with different particle size

图6 孔隙率和样品厚度与平均吸声系数的关系Fig.6 Relationships between average sound absorption coefficient and porosity(a) and thickness(b) of samples
3 结论
1) 两种渗流铸造法所制备的开孔泡沫铝材料均具有良好的吸声性能,所有样品在不同频率段的吸声系数变化趋势基本一致,高频段的吸声系数均高于低频段的,不同频段的吸声系数波动较大。
2) 两种渗流铸造法所制备的开孔泡沫铝材料在低频段的吸声系数差别不大;但在高频段,反重力渗流铸造所得材料的吸声系数明显优于传统真空渗流法所制备材料的吸声系数,这是因为反重力渗流法使泡沫铝中相邻孔洞的连通空间减小。
3)在反重力渗流铸造制备的开孔泡沫铝材料中,孔径越小,吸声性能更好,大孔隙率样品的吸声性能优于小孔隙率样品的,增大泡沫铝厚度有利于提高其吸声性能。
[1]ZHANG C J, FENG Y, ZHANG X B.Mechanical properties and absorption of aluminum foam-filled square tubes[J].Transactions of Nonferrous Metals Society of China, 2010, 20(8):1380-1386.
[2]BANHART J.Manufacture, characterisation and application of cellar metals and metal foams[J].Progress in Materials Science,2001, 46: 559-632.
[3]BANHART J.Metal foam: Production and stability[J].Advanced Engineering Materials, 2006, 8(9): 781-794.
[4]MORI K I, NISHIKAWA H.Cold repeated forming of compact for aluminium foam[J].Journal of Materials Processing Technology, 2010, 210(12): 1580-1586.
[5]AMSTERDAM E, GOODALL R, MORTENSEN A, ONCK P R,HOSSON J T.Fracture behavior of low-density replicated aluminum alloy foams[J].Materials Science and Engineering A,2008, 496(1/2): 376-382.
[6]秦福德, 童明波, 何思渊, 张勇明, 何德坪.航空航天返回过程的轻质能量吸收器[J].东南大学学报: 自然科学版, 2009,39(4): 790-794.QIN Fu-de, TONG Ming-bo, HE Si-yuan, ZHANG Yong-ming,HE De-ping.Light energy absorber in aeronautic and astronautic recovery[J].Journal of Southeast University: Natural Science Edition, 2009, 39(4): 790-794.
[7]RADFORD D D, MCSHANE G J, DESHPANDE V S, FLECK N A.The response of clamped sandwich plates with metallic foam cores to simulated blast loading[J].International Journal of Solids and Structures, 2006, 43(7/8): 2243-2259.
[8]周向阳, 李 劼, 刘宏专, 丁凤其, 衷水平, 尚保卫.一种渗流铸造法制备泡沫金属的渗流装置: 中国,200710034420.1[P].2007-02-12.ZHOU Xiang-yang, LI Jie, LIU Hong-zhuan, DING Feng-qi,ZHONG Shui-ping, SHANG Bao-wei.A device for preparation of foam Metal by infiltration casting: CN ZL200710034420.1[P].2007-02-12.
[9]尚保卫.通孔泡沫铝的新工艺制备及其力学声学性能研究[D].长沙: 中南大学, 2008: 13-22.SHANG Bao-wei.Study on new technology preparation of open-cells aluminum foam and its mechanical and sound absorption property[D].Changsha: Central South University,2008: 13-22.
[10]ROHATGI P K, KIM J K, GUPTA N, SIMON A, DAOUD A.Compressive characteristic of A356/fly ash cenosphere composites synthesized by pressure infiltration technique[J].Composites Part A: Applied Science and Manufacturing, 2006,37(3): 430-437.
[11]钱军民, 李旭祥.聚氯乙烯树脂基泡沫吸声材料的制备[J].工程塑料应用, 2000, 28(6): 10-12.QIAN Jun-min, LI Xu-xiang.Preparation of acoustic PVC matrix microporosity composite[J].Engineering Plastics Application, 2000, 28(6): 10-12.
[12]马大猷.噪声与振动控制工程手册[M].北京: 机械工业出版社, 2002, 399.MA Da-you.Noise and vibration control engineering manuals[M].Beijing: China Machine Press, 2002: 399.
[13]余 欢, 方立高, 严青松.多孔铝合金的制备及其吸声系数测定[J].南昌大学学报, 2000, 22(4): 10-13.YU Huan, FANG Li-gao, YAN Qing-song.The fabrication of porous aluminum alloys and the testing of the sound absorbent property[J].Journal of Nanchang University: Engineering &Technology, 2000, 22(4): 10-13.
[14]BERCHEM K, MOHR U, BLECK W.Controlling the degree of pore opening of metal sponges, prepared by the infiltration preparation method[J].Materials Science and Engineering A,2002, 323(1/2): 52-57.
[15]王 月, 付自来.真空渗流法制备的通孔泡沫铝的吸声性能[J].材料开发与应用, 2000, 15(3): 12-15.WANG Yue, FU Zi-lai.The sound absorbing property of open-pore foamed aluminum made by vacuum infiltration[J].Development and Application of Materials, 2000, 15(3): 12-15.
