弯脖长轴的数控夹具设计
2013-12-13冯宪冬毛京伟何凡锋孙佳欣张晓玲
冯宪冬,毛京伟,何凡锋,孙佳欣,赵 斌,张晓玲
(首都航天机械公司,北京 100076)
0 引 言
随着社会生产和科学技术的不断进步,各类工业新产品层出不穷。机械制造产业作为国民工业的基础,其产品更是日趋精密复杂,特别是在宇航、航海、军事等领域所需的机械零件,精度要求更高和形状更为复杂。普通数控机床难以胜任,即便是高精度的数控机床也得配上相应的数控夹具方能满足加工要求。本次设计以FANUC 数控系统对数控加工中心进行夹具设计及应用。
1 零件结构分析

图1 弯脖长轴图
零件材料为锻件,保证零件有足够的强度、硬度和风度,在外力的作用下,不致于发生意外事故。
综上所述,此零件在在加工时,先检查零件是否有折皱、发纹、裂文、分层等缺陷,然后采用粗、精分开,基准统一、基准重合的原则,确保工艺基准与设计基准重合。
2 夹具的工作原理
三爪夹具由螺盖、定位扳、定位块、定位轴、卡爪,紧固用孔组成夹具体,定位基准则用工件上的8 mm×8 mm 的侧面和13 mm 的轴面为定位基准。三爪夹具是把定位螺盖和定位板利用三个螺孔和一个10H7/n6 的销孔用三内六角螺钉联结在一起,利用定位块上的2-(50+0.012)mm 孔和2 个精制螺钉装在定位板上,8 mm 孔里放一个1×6×19 的压簧,把定位轴与定位块和定位扳安装在一起,把圆柱销装在定位块上的小槽中,此安装后通过压簧使定位轴起到前后定位滑动作用,最后把卡爪安装在花盘上[1]。
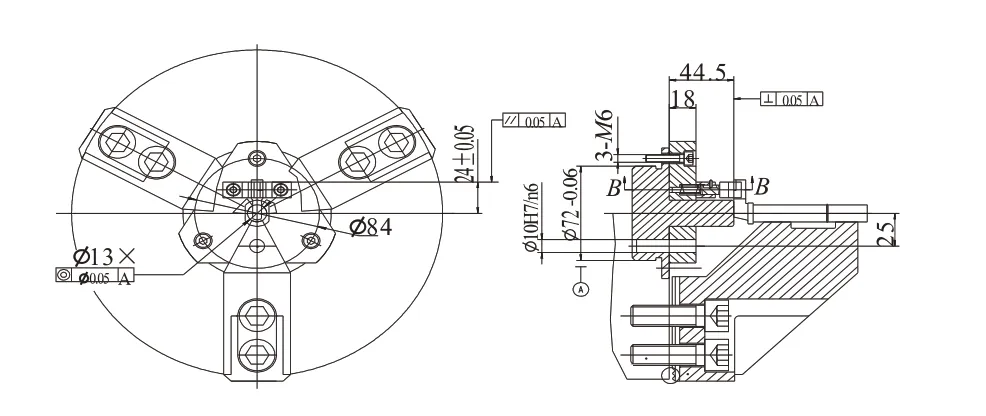
图2 三爪夹具体图
夹具装在数控加工中心四轴上,与四轴一起旋转,利用刀具起到切削作用,工件以左端侧面(8mm×8 mm方)靠在定位轴一端60°V型方向上并与定位螺盖20端面靠紧,用卡盘扳手紧卡爪把工件另一端13 mm长轴进行定心夹紧,这样工件与主轴同心,且同轴度也好保证,然后用铣刀进行上平面和右端面的加工,使它们相互垂直,见[附件]程序清单。
加工完一件零件之后,用卡盘扳手松开卡爪,再装另一工件,定位轴60°V 型方向利用压簧通过圆柱销起到定向作用,这样才能保证8 mm×8 mm方上表面与13 mm长轴端面垂直。
3 夹紧力计算
零件在切削加工过程中,由于受到切削力的作用,自身垂力有时还有自身垂力的离心力的作用,所以工件在定位后要保持工件在夹具中占有正确位置就要对其进行夹紧,有了正确定位就要有正确夹紧才算完成夹紧的任务。
计算夹紧力,查《金属切削机床夹具设计手册》[2]

即工件所受压紧力:F=2Q=2×1 238=2 476 N.
4 夹具精度分析
在同夹具装夹工件进行加工时,其工艺系统汇总影响工件加工精度的因素有许多,与夹具有关的定位误差对刀误差,在机床上的安装误差和调整误差等。
工序要保证左上平面与 13 mm 轴端面垂直,有了这套夹具,就能保证它们的精度要求。
5 数控加工程序
O0000
(TOOL-1 DIA.OFF.-1 LEN.-1 DIA.-12.) 12合金刀
N5T1M6 选刀
N7G0G90G54X-4.Y-12.A0.S2000M3 确定转速及进给建立工件原点
N9G43H1Z50. 刀具长度补偿
N11Z29.5 快速到安全平面
N13G1Z25.7F1000. 粗铣上平面
N15Y-4.F200.
N17Y4.
N19Y12.
N21G0Z50.
N23Y-12.
N25Z27.7
N27G1Z25.5F1000. 精铣上平面
N29Y-4.F200.
N31Y4.
N33Y12.
N35G0Z50.
N37X-96.2Y-14.5
N39Z8.5
N41G1Z-8.F1000.
N43G41D1Y-6.5F200. 粗铣 13端面
N45Y6.5
N47G40Y14.5
N49G0Z50.
N51X-96.Y-14.5
N53Z8.5
N55G1Z-8.F1000.
N57G41D1Y-6.5F200 精铣 13端面
N59Y6.5
N61G40Y14.5 取消刀具半径补偿
N63G0Z50. 快速退刀
N65M5 主轴停转
N67G91G28Z0. Z轴回参考点
N69G28X0.Y0.A0. X、Y轴回参考点
N71M30 程序结束
6 结束语
用本三爪夹具工作时,能较容易稳定地保证工件的加工精度,工作不需划线,找正,装夹方便快捷,减少辅助时间,提高了生产率,在保证精度及生产率的前提下,其结构简单,容易制造和维修,操作简单、安全、方便、省力。
[1] 蒲林祥.金属切削机床夹具设计手册[M].北京:机械工业出版社,1995.
[2] 李天无.机床夹具工程师手册[M].昆明:云南科技出版社,1999.
