内孔凹槽小尺寸测量试验研究
2013-12-13陈金存安立辉曹宇梅刘大亮
陈金存,安立辉,樊 莉,曹宇梅,刘大亮,张 瑞
(1.中国运载火箭技术研究院;2.首都航天机械公司,北京 100076)
0 引 言
某型号箭体部分阀门中的内孔凹槽几何尺寸,见图1,为关重指标,因凹槽尺寸较小(宽度仅为1 mm),传统测量器具探头无法接触到被测表面,而只能采取剖切后,再利用光学影像法进行测量。通过制作特殊形状的测针,利用数显测高仪实现该类产品在不剖切状态下的测量。
1 测量原理
1.1 数显测高仪
数显测高仪具有环境适应性强、操作简单、成本低等特点,在生产现场得到广泛应用。文中通过在数显测高仪上分别使用盘型测针和T 型测针,将测针放置于产品凹槽部位处,在最大直径位置上、下两处分别采集测量点,利用系统的评估软件计算得到凹槽部位的直径值。这里的盘型测针和T 型测针分别利用标准件进行标定。
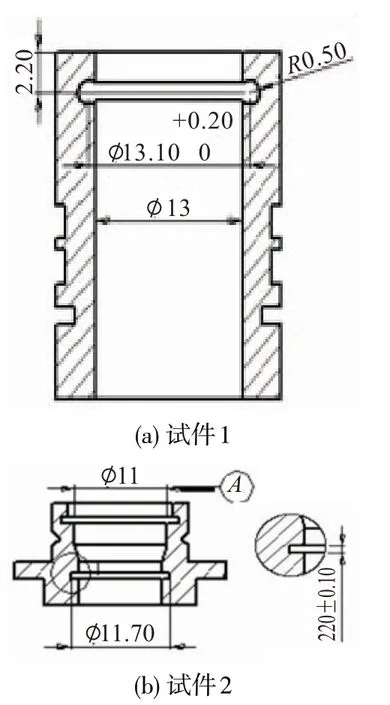
图1 阀门凹槽示意图
1.2 制作试件

图2 数显测高仪用测针三维图
1.3 试验流程
试验流程,如图3所示。

图3 内孔凹槽部位几何尺寸测量试验流程
1)在数显测高仪上安装T型测针,利用已精确标定的样块标定测针直径并记录;2)在试件内孔凹槽部位最大直径的上、下两处进行测量;3)将测量值与测针直径值相加,得出试件内孔凹槽部位直径值;4)安装盘型测针,按照T型测针测量流程,进行试件内孔凹槽部位直径尺寸的测量;5)将试件剖切后在万能工具显微镜上采用传统的影像法进行测量,以影像法测量数据为参考值。
根据图3的试验流程进行试验,测量结果,如表1所示。

表1 两种试件测量数据表
由表1 的数据结果表明,在数显测高仪上采用盘型测针和T 型测针均可满足该产品的测量要求,其中盘型测针误差均值较小,且更易于操作。
2 测量结果的不确定度评定
根据JJF 1059—1999《测量不确定度评定与表示》,试验测量结果的测量不确定度主要来源于测量重复性和数显测高仪的示值误差[2]。
2.1 测量重复性引入的标准不确定度u(A1)
采用A类评定方法计算单次实验标准差为:

2.2 数显测高仪示值误差引入的相对标准不确定度u(A2)
数显测高仪示值精度为E1=2+L/600 μm,按照均匀分布,其B类不确定度:

2.3 合成标准不确定度评定uc

2.4 扩展不确定度评定
取置信概率:p=95%,k=2,则:

3 结 论
提出一种在数显测高仪上安装盘型测针或T型测针的方法实现内孔凹槽尺寸在不剖切条件下的测量。试验结果表明,在数显测高仪上采用盘型测针和T 型测针均可满足该产品的测量要求,其中盘型测针误差均值较小,且更易于操作。
[1] 上海市计量测试技术研究院.常用测量不确定度评定方法及应用实例[M].北京:中国计量出版社,2000:1-11.
[2] 李愤安.TJF 1059—1999《测量不定度与表示》讨论后之三——测量不确定度在测量结果保证中的应用问题[J].工业计量,2009(4):37-38.
