啤酒固定化连续后发酵中两种载体性能的研究
2013-12-08陈光斌蒋玉梅邵威平康开萍
陈光斌,蒋玉梅,*,李 红,肖 侠,邵威平,康开萍
(1.甘肃农业大学食品科学与工程学院,甘肃兰州730070;2.中国食品发酵工业研究院,北京100027)
固定化酵母技术应用于啤酒连续后发酵可以大大减少啤酒后发酵的时间,从而降低了生产成本。但同时也存在诸多问题,例如如何对不同载体的性能进行有效的评价;载体材料成本较高,以至难以在发酵工业中推广等[1]。近年来国内外均有学者使用不同载体对固定化连续发酵进行了研究:程江峰以陶瓷,杨秋明以海藻酸钠,石小霞等人及李涛等人以海藻酸钠-聚乙烯醇,陈功等以聚乙烯醇(PVA)与阴离子交换树脂(苯乙烯型)混合制成的生物膜,Linko等、Kronlof等以山毛榉木片,Tomas Branyik等以玉米芯作为载体,分别对固定化技术以及固定化连续发酵进行了研究[2-11]。本文使用价格低廉的山毛榉木片和多孔陶瓷作为固定酵母载体,对这两种载体在固定化连续后发酵中的固定化效果,以及生产的啤酒的各指标进行比较研究,从而对固定化载体的性能进行有效的评价,并为选出较优载体提供了理论基础。
1 材料与方法
1.1 材料与仪器
菌株Saccharomyces cerevisiae由中国食品发酵工业研究院菌种保藏中心提供;山毛榉木片 其主要参数约为:长×宽×高(0.8cm×0.5cm×0.12cm);多孔陶瓷 其主要参数约为:长×宽×高(1.0cm×0.8cm×0.6cm);嫩啤酒 10°P麦汁经大罐主酵后的发酵液,要求可发酵浸出物含量不高于5%,中国食品发酵工业研究院提供。
固定床反应罐 反应罐带有夹套,用水制冷,反应罐容积为,径高比为1∶4,自制;UV-2401PC紫外分光光度计 日本岛津公司;高效液相色谱 日本岛津公司;Auto system XL气相色谱仪 美国PerkinElmer公司;HY-5型回旋式振荡器 上海京工实业有限公司;pHS-3C精密pH计 上海自动化仪表公司;HX-105恒温水浴箱 上海柯维仪器有限公司;HL-ZS恒流泵 保定兰格恒流泵有限公司。
1.2 分析方法
酵母数测定采用血球计数法;挥发性物质的测定采用气相色谱自动顶空进样;双乙酰含量测定采用蒸馏比色法[12];酒精含量测定采用蒸馏-比重法;氨基酸测定采用液相色谱法。
1.3 实验方法
1.3.1 测定两种载体的固定酵母量 两种载体经沸水蒸煮4h,取出木片然后浸入10%乙醇中2h,取出载体再在沸水中蒸煮 1h[13]。
取20g经上述处理后的湿山毛榉木片(多孔陶瓷)加入250mL三角瓶中,向三角瓶中加入200mL酵母液,酵母液浓度为5×106个/mL,用封口膜封口,固定吸附条件如下温度为20℃,摇床转速为80r/min,固定时间为12h。
在600nm下测定吸光度[14],通过酵母-吸光度的标准曲线换算出三角瓶液体中的酵母浓度,从而可知载体上酵母数量。
1.3.2 测定两种载体固定化酵母的速率 固定化酵母达到饱和时的速率即为载体的固定化酵母的速率,测定酵母饱和的时间及饱和时载体上的酵母数,测定酵母数方法同1.3.1。
1.3.3 测定两种载体固定化酵母的牢固程度 倾去三角瓶中剩余的酵母液;用50mL无菌蒸馏水冲洗载体,载体浸入液面以下持续10s后,小心倾去液体。重复操作4次(共冲洗5次);于上述三角瓶中加入100mL无菌蒸馏水,于摇床中200r/min回旋振荡,分别测定振荡0.5、1、2、3、4min 时溶液的吸光度。
1.3.4 固定化连续发酵操作 进行循环固定化操作。固定化条件如下:时间为12h,温度为20℃,设定线速度为1.7×10-2cm/s。
取主发酵第5d发酵液,经3000r/min离心10min后,再经80℃水浴加热10min,迅速冷却至室温,进行固定化发酵,发酵在自制反应器中进行,发酵条件如下:发酵温度10℃,滞留时间3.1h。
1.3.5 测定山毛榉木片和多孔陶瓷作为载体生产的啤酒的各项指标 连续后发酵完毕后,测定酒液的重要风味物质与氨基酸等理化指标。
1.3.5.1 样品预处理 发酵液以5000r/min的速度离心10min,取5mL上清液于20mL顶空瓶中,盖上胶塞,用铝制瓶塞密封,自动进样。
1.3.5.2 色谱条件 色谱柱:DM-WAXETR色谱柱(30m ×0.53mm ×1μm);载气:氮气(8mL/min);进样口参数:温度:200℃,分流比5∶1;检测器参数:温度:250℃,氢气45mL/min;空气:450mL/min;升温程序:35℃保温3min,以10℃/min的速度升温至60℃保温0min,20℃/min的速度升至120℃,再以40℃/min的速度升至200℃保温0min。
2 结果与分析
2.1 酵母-吸光度标准曲线的绘制
酵母-吸光度标准曲线见图1。
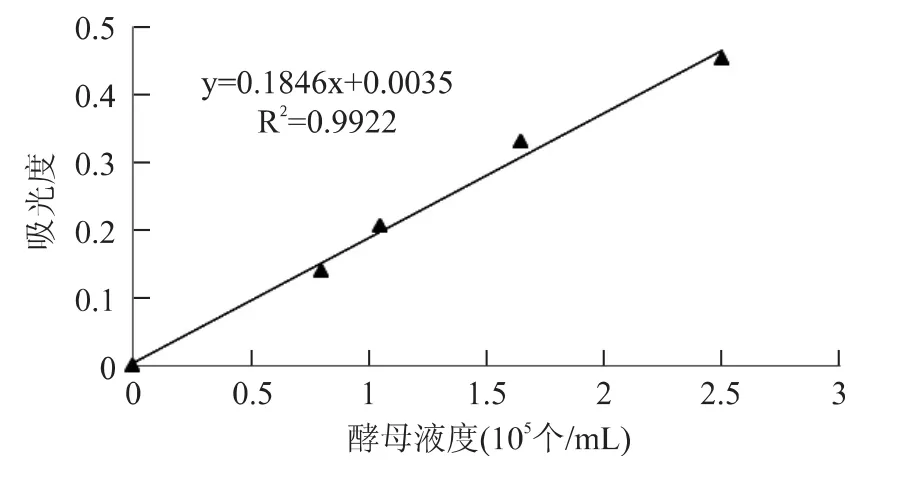
图1 酵母-吸光度标准曲线Fig.1 Yeast-absorbance standard curve
2.2 两种载体的固定酵母量的比较
由图2中可知,两种载体固定酵母能力差异显著(p<0.05),山毛榉木片固定化酵母的量比多孔陶瓷固定量高出31.2%。
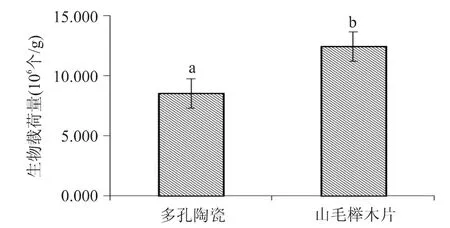
图2 两种载体的固定酵母量Fig.2 The amount of the immobilized yeast by the two carriers
2.3 两种载体的固定化酵母速率的比较
由图3中可知,两种载体固定化酵母速率差异显著(p<0.05),山毛榉木片固定化酵母达到饱和时速率比多孔陶瓷固定化酵母达到饱和时速率高45.4%。
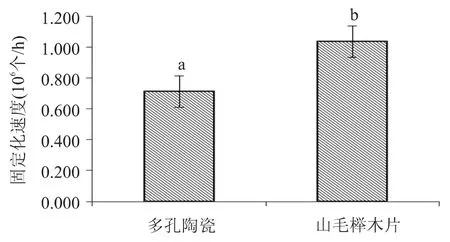
图3 两种载体在达到饱和时固定化酵母的速率Fig.3 The rate of the immobilized yeast by the two carriers when they saturated
2.4 两种载体固定化酵母的牢固程度的比较
分析图4可知,初始时山毛榉木片上固定酵母的量高于多孔陶瓷上固定酵母的量,随着时间的变化,山毛榉木片与多孔陶瓷上振荡下来的酵母量逐渐增多,0~0.5min期间,山毛榉木片振荡下来的酵母量低于多孔陶瓷上振荡下来的酵母量;0.5~2min期间,两种载体上振荡下来的酵母量基本持平;而2~4m in期间山毛榉木片上振荡下来的酵母量高于多孔陶瓷上振荡下来的酵母量,这是由于多孔陶瓷上的酵母在0~2m in时大部分均已被振荡下来,而2m in时山毛榉木片上仍固定着一部分酵母。4m in时两载体上固定的酵母完全被振荡下来。因此,可知山毛榉木片固定化酵母的牢固程度优于多孔陶瓷。
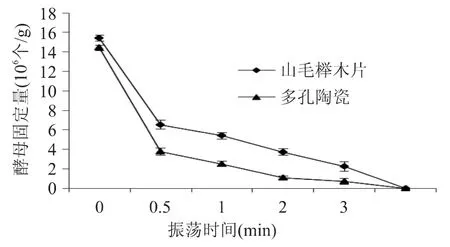
图4 山毛榉木片与多孔陶瓷固定化的酵母的牢固程度Fig.4 The stability of the immobilized yeast by the two carriers
2.5 两种载体固定化连续后发酵生产的酒的各项理化指标的比较
由表1可知,分别以山毛榉木片与多孔陶瓷作为载体后发酵生产的啤酒中双乙酰含量差异显著(p<0.05),其余指标差异不显著(p>0.05)。而且以木片为载体生产的啤酒中双乙酰含量低于以多孔陶瓷为载体生产的啤酒中的含量,这可能是由于载体木片上酵母量多于多孔陶瓷上的酵母量,从而使其生产的啤酒中更多的双乙酰被还原。
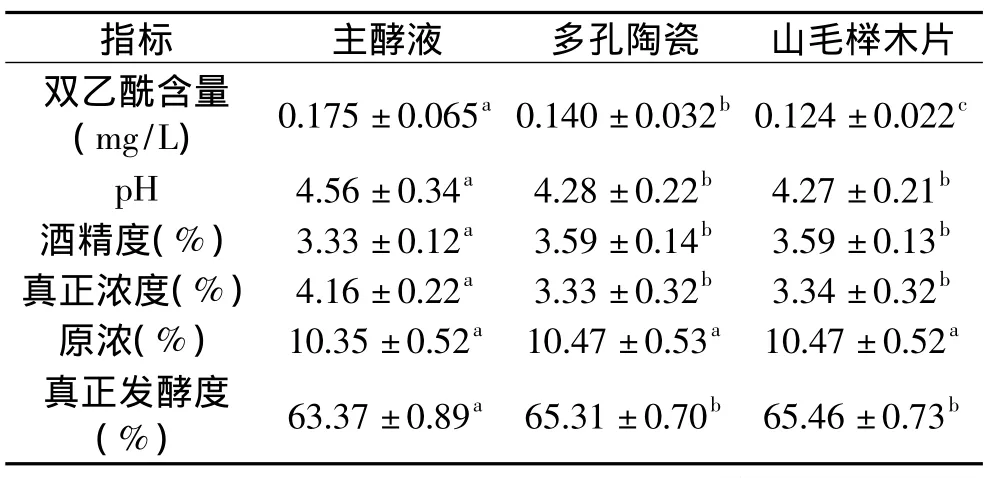
表1 两种载体固定化连续后发酵生产的酒的指标Table 1 The indexes of the fermented beer by the two carriers
由表2可知,分别以山毛榉木片与多孔陶瓷作为载体后发酵生产的啤酒中,其乙醛、甲酸乙酯、乙酸乙酯、正丙醇、异丁醇、乙酸异戊酯、异戊醇的差异性显著(p<0.05),其余风味物质的差异不显著(p>0.05)。而且以山毛榉木片为载体生产的啤酒中乙醛含量低于以多孔陶瓷为载体生产的啤酒中的含量。
由表3可知,分别以山毛榉木片与多孔陶瓷作为载体后发酵生产的啤酒中,酪氨酸、亮氨酸含量差异不显著(p>0.05),其余氨基酸含量差异性显著(p<0.05)。
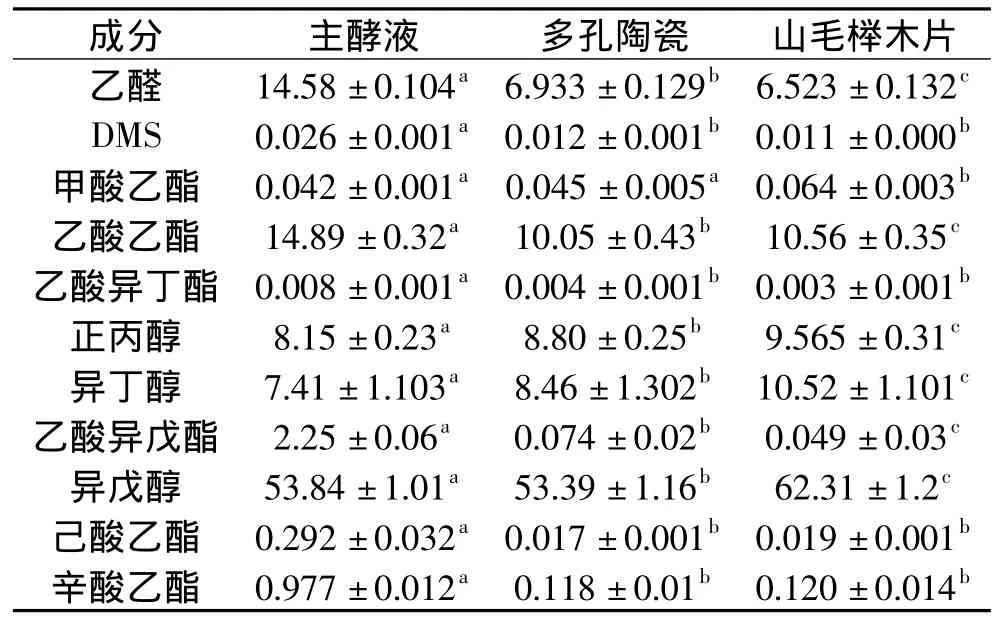
表2 两种载体固定化连续后发酵啤酒的风味物质含量(mg/L)Table 2 Flavor substances of the fermented beer by the two carriers(mg/L)
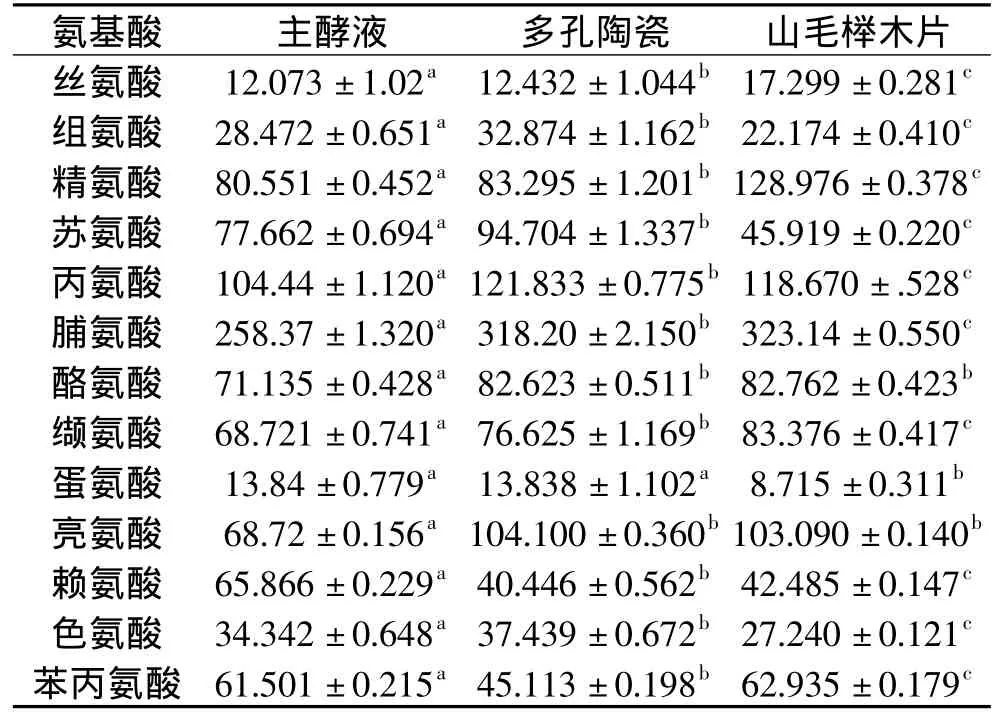
表3 两种载体固定化连续后发酵啤酒的氨基酸含量(mg/L)Table 3 The content of amino acids of the fermented beer by the two carriers(mg/L)
3 结论
对山毛榉木片和多孔陶瓷两种载体在固定化连续后发酵中固定化酵母的效果以及生产的啤酒的各项理化指标进行比较和研究。结果表明:山毛榉木片的固定化酵母的能力、固定化酵母达到饱和时的速率、固定化酵母的牢固程度均优于多孔陶瓷。
分别以山毛榉木片与多孔陶瓷作为载体后发酵生产的啤酒中双乙酰含量差异显著(p<0.05),其余指标差异不显著(p>0.05);而且以山毛榉木片为载体生产的啤酒中双乙酰含量低于以多孔陶瓷为载体生产的啤酒中的含量。风味物质中,乙醛、甲酸乙酯、乙酸乙酯、正丙醇、异丁醇、乙酸异戊酯、异戊醇的差异显著(p<0.05),其余风味物质的差异不显著(p>0.05);而且以山毛榉木片为载体生产的啤酒中乙醛含量低于以多孔陶瓷为载体生产的啤酒中的含量。氨基酸含量中,酪氨酸、亮氨酸含量差异不显著(p>0.05),其余氨基酸含量差异性显著(p<0.05)。
综合结果表明,山毛榉木片固定化酵母能力及其生产的啤酒的品质均优于多孔陶瓷。
[1]张超,王立,固定化细胞应用进展[J].微生物学杂志,2006,26(4):82-84.
[2]程江峰,何国庆.蜂窝陶瓷固定化酵母细胞啤酒连续主发酵工艺[J].过程工程学报,2003,3(5):419-422.
[3]程江峰,何国庆.固定化酵母细胞啤酒连续后发酵工艺条件的优化[J].中国食品学报,2004,4(2):31-34.
[4]杨秋明,郭彩华,蔡慧农,等.耐盐酵母固定化方法的初步研究[J].食品与发酵工业,2010,36(6):85-88.
[5]石小霞,褚可成,陈志梅.固定化细胞技术及其应用[J].食品工业科技,2010,31(12):380-382.
[6]李涛,陆健,蔡国林.利用固定化酵母进行啤酒连续主发酵的初步研究[J].中国酿造,2010,221(8):14-17.
[7]陈功,王联结.PVA膜固定化酵母发酵酒精的研究[J].食品科学,2007,28(8):244-246.
[8]叶生梅,旷瑞,耿陈龙,等.固定化酵母发酵啤酒实验研究[J].食品科技,2011,36(8):123-126.
[9]Linko M,Virkajarvi I,et al.Main fermentation with immobilized yeast—a break-through.Proceedings of the 26th Congress of European Brewers’Convention[C].Maastricht IRL Oxford,1997:385-394.
[10]Kronlof J,Virkajarvi I.Primary fermentation with immobilised yeast.In Proceedings of the Congress of the European Brewery Convention[C].Cannes,1999:761-770.
[11]Tomas B,Daniel P,Silva,et al.Continuous immobilized yeast reactor system for complete beer fermentation using spent grains and corncobs as carrier materials[J].Journal of Industrial Microbiology and Biotechnology,2006,33(12):1010-1018
[12]管敦仪 .啤酒工业手册[M].北京:中国轻工业出版社,1998.
[13]Razmovski R,Pwjin D.Immobilization ofsaccharomyces diastaticuson wood chips for ethanol production[J].FolIa Microbiol,1996,41(2):201-207.
[14]Catarina A,Tomas B.Continous production of pectinase by immobilized yeast cells on spent grains[J].Journal of Bioscience and Bioengineering,2003,96(6):513-518.
