氧化锆微小孔注射成形研究
2013-12-06王翠凤简佑泽
王翠凤,简佑泽
(1.福建信息职业技术学院机电工程系,福州350003;2.高雄应用科技大学模具工程系,台湾 高雄80706)
0 引言
带微孔的光纤连接器陶瓷套筒、水刀喷嘴及LCD点胶喷嘴等陶瓷零件尺寸小、精度高,不适合用传统粉末冶金工艺制作,而陶瓷注射成形可近净成形各种复杂形状及微结构尺寸达到微米等级的陶瓷零部件[1-2],机械化和自动化程度高,成形出的陶瓷产品具有极高的密度和表面光洁度等优点,成为当今发展最快、应用最广的陶瓷零部件精密制造技术[3]。
氧化锆陶瓷具有高强度、高硬度、耐高温、耐磨损、化学稳定性和生物相容性好等优异性能,近年来,在能源、航天、机械、化工、电子、半导体、医学等领域的应用得到迅速发展[4-5]。通讯行业用的光纤连接器套筒、生医领域应用的陶瓷牙桩、模具行业应用的陶瓷凸模等均为添加部分氧化钇(Y2O3)作为稳定剂的四方多晶氧化锆(Y-TZP)典型产品。
实验采用包铜丝注射成形工艺,制备带有微孔的Y-TZP陶瓷零件,以脱铜烧结后试样的硬度、孔隙率、脱铜率等为目标值,研究铜丝直径、脱铜温度等最佳参数。通过带微孔Y-TZP陶瓷零件成形工艺参数的研究,制备出高质量的微孔陶瓷产品,以替代进口光纤连接器套筒等微孔陶瓷产品。
1 实验
1.1 实验过程
选用含有5.2wt%氧化钇(Y2O3)的四方相多晶体氧化锆粉末(Y-TZP),粉末粒径为0.6μm左右。由于粒径较小,颗粒间的范德瓦尔力增加,颗粒容易团聚。添加硬脂酸(SA)作为分散剂[6],在1 mol Y-TZP粉末中添加0.025mol硬脂酸分散剂[7],再加入丙酮球磨72h、80℃干燥24h、捣碎、过筛,完成分散剂包覆氧化锆粉末的制作。由于陶瓷材料本身无黏性及流动性,在Y-TZP粉末(装载量为50%)中添加5.60wt%石蜡(PW)、2.77 wt%聚丙烯(PP)与4.83wt%SA作为黏接剂进行混炼。混炼后取出在挤出机中造粒,制成长度约2~3mm,直径为2mm的喂料颗粒,如图1所示。
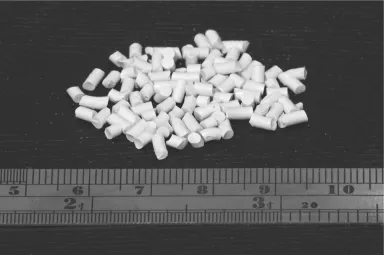
图1 混炼造粒后注射成形混合料
实验使用Wittmann Battenfeld公司M50微量注射机。由于陶瓷零件内孔直径小,如图2所示,注射成形时熔体冲击力容易使细小的型芯弯曲;零件长径比大于10︰1,脱模困难;另外陶瓷材料熔点高、硬度高,呈硬质相弥散分布在熔体材料中,对型芯磨耗大。本实验采用Φ0.3mm、Φ0.5mm和Φ0.7mm铜丝作为嵌件注射成形,再利用陶瓷材料烧结温度大于铜熔点温度,进行脱铜去除铜芯。在大气烧结炉中,以2℃/min和5℃/min升温速度,分别升温至1 083℃、1 183℃、1 283℃、1 383℃脱铜,保温5h,最后在1 450℃烧结成成品。

图2 陶瓷零件产品图
1.2 材料表征
在MVK-H1型维氏硬度仪上测试烧结体显微硬度,载荷4.9N、保压时间15s。利用阿基米德原理依据ASTM-C373标准测定烧结体的孔隙率。采用分析天平测量质量,计算脱铜率。用扫描电镜(SEM)观察氧化锆的晶粒、晶界及孔隙等显微组织,测量烧结前后微孔尺寸,计算收缩率,同时利用能谱仪(EDS)对材料进行元素分析。
2 结果与讨论
2.1 升温速率分析
实验先以5℃/min升温速率,在铜熔点温度1 083℃进行脱铜,铜丝并未完全脱去,试样表面存在明显裂痕;在1 183℃脱铜温度下,试样有翘曲变形并在熔接痕处破裂。主要原因是温度升高时,热应力和铜丝热膨胀造成氧化锆坯的破裂。温度不变,改变升温速率为2℃/min进行实验,试样无翘曲变形。1 283℃脱铜温度,5℃/min升温速率下脱铜,试样侧面有微裂纹。改变升温速率为2℃/min,试样没有发现破裂。
2.2 硬度分析
按照距离试样中心孔的远近,每个试样选取3个点,共9组试样测量维氏硬度,取平均值,结果如表1所示。孔径Ф0.3mm试样,由于铜丝比较细,熔体冲刷压力使铜丝偏心,试样壁厚不均,保压阶段收缩不均匀,另外试样在脱脂、烧结过程,黏接剂裂解挥发产生孔洞也不均匀,所以内孔周边与外径周边的硬度相差较大。

表1 试样烧结后的维氏硬度
2.3 收缩率分析
烧结后试样经SEM拍摄、测量计算内孔和外径收缩率结果如表2所示。喂料内有机高分子材料在脱脂及脱铜时高温裂解挥发,所以试样收缩。收缩率的大小与黏结剂的多少、类型及脱脂升温速率和温度等有关。

表2 试样烧结后的收缩率
2.4 孔隙率分析
由烧结体密度和孔隙率表3可知,烧结体密度接近氧化锆理论密度7.5g/cm,其中孔径Ф0.5 mm的试样相对密度最高,达到98.80%。根据脆性材料Duckworth公式,随着孔隙率的增加或密度的降低,金属陶瓷材料的强度呈几何指数下降[8]。所以孔隙率最小的孔径Ф0.5mm试样,强度最高。

表3 烧结体密度和孔隙率
2.5 烧结件的显微结构
观察图3烧结后的SEM形貌,颗粒间结合紧密,没有明显的孔洞,表明烧结后试样致密性好。用截取法根据ASTM T112标准规范测量烧结体晶粒尺寸平均为0.45μm,但是存在个别大尺寸的晶粒,根据Hall-Petch公式,晶粒越小则硬度越高,烧结体中个别大尺寸晶粒的存在可能大幅降低陶瓷材料的强度。

图3 烧结后的SEM形貌
2.6 脱铜率分析
脱铜率计算结果如表4所示,1 083℃下,脱铜效率很低;1 183℃下,孔径Ф0.7mm脱铜率达到85.33%,还是不能满足要求;1 283℃脱铜温度下,所有试样脱铜率接近和达到100%。为了进一步检验脱铜效果,对1 283℃Ф0.5mm试样进行SEM-EDS成分分析,得到微孔周边区域成分含量:锆元素72.51wt%、氧元素27.49wt%;距离微孔远一些的区域其成分含量为锆元素72.82wt%、氧元素27.18wt%;距离微孔更远一些区域,锆含量72.84wt%、氧含量27.16wt%。可见试样为氧化锆材料,成分均匀,不含有碳、铜等成分,脱铜充分,另外黏结剂选择合理。在1 383℃下,虽然所有试样脱铜率都达到了100%,但是,热应力超过了材料承受强度极限,在试样熔接痕处发生破裂。因此脱铜温度设定在1 283℃左右为最佳脱铜温度,最佳脱铜直径为Φ0.5mm。
3 结语
(1)在5℃/min升温速度时,发现氧化锆坯烧结后存在明显龟裂,所以设定升温速度为2℃/min。
(2)在1 083℃和1 183℃时,脱铜率比较低;在1 383℃时,虽然脱铜率达到100%,但是应力和热膨胀导致试样在熔接痕处破裂。1 283℃时,孔径Ф0.3mm脱铜率接近98.97%,而Φ0.5mm及Φ0.7mm试样脱铜率达到100%,SEM-EDS进一步分析Φ0.5mm试样,未检测出孔洞周边以及孔洞内部含有铜成分,因此最佳脱铜温度设定在1 283℃,最佳脱铜直径为Φ0.5mm。

表4 不同温度及孔径下脱铜率
(3)Φ0.3、Φ0.5、Φ0.7mm 试样的孔径收缩率平均为18.03%、16.34%、18.81%。
(4)试样烧结后孔隙度在1.2%~2.6%之间,试样组织致密,孔隙率小,充分显示注射成形陶瓷材料致密性比较高的优势。
4 展望
未来实验方向拟在铜芯轴表面镀一层立方氮化硼或其他硬质材料,用脱铜的方式将硬质材料镀覆在内孔表面以增强陶瓷零件内孔的耐磨性;另外,进一步缩小内孔直径并改进模具结构,解决注射成形过程中微孔偏心的问题;尝试用其他低熔点且不挥发的芯轴材料取代铜,以延长烧结炉的寿命。
[1]陈海波,谢志鹏.Y-TZP陶瓷低温下相变与特殊的力学性能[J].稀有金属材料与工程,2009,38(12):157-160.
[2]Piotter V,Holstein N,Plewa K,etc.Replication of micro components by different variants of injection molding[J].Microsystem Technologies,2004,10(1):547-551.
[3]Tay B Y,Liu L,Loh N H,etc.Injection molding of 3D microstructures byμPIM [J].Microsystem Technologies,2005,11(2/3):210-213.
[4]Bonny K,De Baets P,Vleugels J,etc.Influence of secondary electro-conductive phases on the electrical dis-charge machinability and frictional behavior of ZrO2-based ceramic composites[J].Journal of Materials Processing Technology,2008,208(1/3):423-430.
[5]Vanmeensel K,Laptev A,Van Der Biest O,etc.The influence of percolation during pulsed electric current sintering of ZrO2–TiN powder compacts with varying TiN content[J].Acta Materialia,2007,55(5):1801-1811.
[6]Liu DM.Control of yield stress in low-pressure ceramic injection moldings[J].Ceramic International,1999,25(7):587-592.
[7]王翠凤,邱锡荣,王珉玟,等.氧化锆注射成形工艺参数[J].粉末冶金材料科学与工程,2012,17(6):712-718.
[8]徐智谋,易新建,郑家燊,等.纳米 TiC增强Ti(C,N)基金属陶瓷材料的组织与性能研究[J].功能材料,2003,34(6):696-698.
