E347L-16和E309L-16超低碳不锈钢电焊条研制*
2013-12-03吴树雄
林 钢,吴树雄
(酒钢集团 兰州长虹焊接材料有限责任公司,甘肃 兰州 730030)
1 引 言
随着石油、化工工业的发展,耐腐蚀耐热材料的应用越来越广,不锈钢焊接材料需求量也在日益增大。例如加氢容器等设备焊接使用的不锈钢焊条,要求其熔敷金属具有优良的耐腐蚀性能,故焊条熔敷金属在化学成份设计上,除了控制好铬镍等元素的含量外,重点要控制好碳的含量。此前基本上都使用进口焊条,而进口焊条价格昂贵,且供货不及时。为此笔者根据市场需要,特研制开发了含碳量低,耐腐蚀性好的E347L-16、E309L-16超低碳不锈钢电焊条,如图1所示。
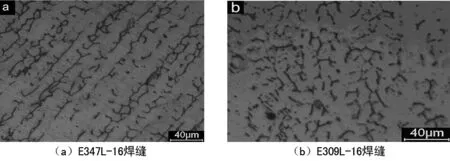
图1 E347L-16、E309L-16超低碳不锈钢 焊缝金相组织(500×)
2 焊条的主要技术指标[1-3]
2.1 熔敷金属化学成分
熔敷金属化学成分如表1所列。

表1 熔敷金属化学成分 /wt%
注:表中单值均为最大值。
2.2 熔敷金属力学性能
熔敷金属力学性能如表2所列。

表2 熔敷金属力学性能
2.3 耐腐蚀性能
E347L-16熔敷金属耐腐蚀性能经650 ℃×2 h敏化处理后通过硫酸-硫酸铜腐蚀试验。
2.4 其它性能
其它性能均符合国标GB/T983-1995《不锈钢焊条》的规定。
3 配方设计
3.1 渣系的选择
与碳钢焊芯相比,不锈钢焊芯导热性差,热膨胀系数和电阻率比低碳钢的大,在焊接过程中,焊条容易发红,药皮易开裂脱落,不能继续焊接,严重影响焊接质量,造成很大的浪费。为避免上述问题发生,我们在选择了能改变熔滴过渡形态、提高焊条熔化系数、减少焊条熔化时间,有利于降低焊条药皮发红开裂的TiO2-SiO2-Al2O3钛酸型渣系。试验焊条配方如表3所列。配方中加入一定量的硅铝酸盐是为了造渣、细化熔滴提高焊条的熔化系数,减少飞溅,改善焊接工艺性能。金红石有利于稳定电弧和造渣,碳酸盐造渣造气,但其含量不宜过高,过高会使熔滴粗化,改变熔滴的过渡形态,使熔滴呈短路过渡形式向焊缝过渡。氟化物利于消除气孔。加入铁合金主要是脱氧和过渡合金元素,其它材料主要是解决压涂性能。

表3 E347L-16试验焊条配方
3.2 碳的控制
为提高不锈钢焊缝的耐腐蚀性能,首先要降低焊缝金属中碳含量,控制碳含量C≤0.040%是超低碳焊条的关键。为保证这一目标的实现,应进行如下方面的措施及试验:
(1) 原材料中焊芯采用符合国标的要求H03Cr21Ni10、H03Cr24Ni13焊芯,其碳含量均小于0.030%,且对钢丝表面的油污进行清洗处理,将可能向焊缝渗碳的因素降至最低。
(2) 在配方设计中,紧紧围绕降碳这一目标,对配方中的铁合金严格控制,采用的铁合金均为碳含量极低的材料,使通过铁合金中渗碳的途径基本上被控制,渗碳程度降到极低限度。
(3) 从矿石及化学反应方面着手。矿石中的碳酸盐类,在焊条施焊过程中,碳酸盐分解,部分碳被还原过渡到熔敷金属中。因而对碳酸盐进行处理,消除碳酸盐中碳酸根,这样从材料本身就消除碳这一因素,但利用去除碳酸根后的材料制做的焊条,焊接时,飞溅增大,脱渣不良,焊接工艺不良。因而,在保证焊接工艺的前题下,尽可能降低药皮中的碳酸盐含量,这也对改善熔滴过渡形态有利。所以,在焊条药皮中加入两性氧化物Cr2O3,该氧化物在高温时可以抑制碳、硅的还原反应方程如式(1)、(2)所示,同时还可以调整熔渣的酸碱度,弥补降低碳酸盐后熔渣碱度不足的情况,解决了药皮中因硅铝酸盐含量多而向焊缝金属渗硅倾向大的问题。
(Cr2O3)+3[C]=2[Cr]+3CO
(1)
2(Cr2O3)+3[Si]=4[Cr]+3(SiO2)
(2)
4 研制结果及分析
4.1 焊接工艺性能[4]
4.1.1脱渣性
试验中发现,由于药粉中含有大量的高价氧化物,所以在焊接过程中,脱渣相对来说比较困难,经分析认为,在钛酸型渣系,碱度低的情况下,硅铝酸盐中的Al2O3是高价氧化物,使熔渣的表面张力降低,而且这些高价氧化物即所谓的尖晶石型化合物,它们与FeO晶格相似,使熔渣与焊缝金属表面形成牢固的结合导致脱渣困难,特别是熔敷金属含有铌时,这种现象更为突出,因而除了将配方中各材料加入量调整为最佳比例外,在焊条配方中加入一种新材料焊缝脱渣剂,该材料对改善坡口内的脱渣性能极佳。表4中列出了E309L-16、E347L-16试验焊条配方在其它材料组分不变的情况下,加入焊缝脱渣剂材料与不加入焊缝脱渣剂材料后的脱渣率试验结果。脱渣性试验方法是采用原机械行业标准JB/T8423-96《电焊条焊接工艺性能评定方法》中焊缝脱渣性试验方法,脱渣率为:
脱渣率=[焊道总长(mm)-未脱渣焊道总长(mm)]/焊道 总长(mm)×100%

表4 试验焊条脱渣率 /%
从表中结果可看出,所研制的焊条脱渣性优良。
4.1.2电弧稳定性
TiO2、K2O、Na2O等均可提高电弧的稳定性,因该配方中含有大量的金红石、含钾、钠的硅铝酸盐等物质,故而该系列焊条的电弧稳定性较为优良。
4.1.3其它焊接工艺性能
焊接工艺性能如表5所列。

表5 焊接工艺性能
4.2 焊条熔敷金属化学成分及力学性能
研制的E309L-16、E347L-16焊条与进口同型号同规格焊条,在相同的焊接规范条件下,熔敷金属化学成份如表6所列,力学性能如表7所列。

表6 熔敷金属化学成分 /wt%

表7 熔敷金属力学性能
4.3 熔敷金属耐腐蚀性能
对E347L-16焊条熔敷金属经650 ℃×2 h敏化处理后,按GB/4334.5《不锈钢硫酸—硫酸铜腐蚀试验方法》进行耐腐蚀性能试验,结果均通过了硫酸-硫酸铜腐蚀试验。
4.4 熔敷金属金相组织
把焊缝金属试样磨制成金相试样,然后用王水溶液对试样进行腐蚀。将腐蚀好的试样表面用酒精清洗干净并吹干,使用MPF3金相显微镜对焊缝试样组织形态进行观察。两种焊条焊缝组织金相特征是奥氏体加铁素体组织。
5 结 论
(1) 研制的E347L-16、E309L-16电焊条,其脱渣性、电弧稳定性等焊接工艺性能优良。
(2) 焊条的熔敷金属化学成份(特别是碳含量)、力学性能、耐腐蚀性能均符合GB/T983标准要求。
(3) 所研制的焊条各项性能达到进口同类焊条水平。
参考文献:
[1] 周振丰,张文铖.金属熔焊原理及工艺[M].北京:机械工业出版社,1980.
[2] 陈剑虹,吴树雄,罗崇墉.等.不锈钢焊条工艺性能研究及新型高效不锈钢焊条研制[C].第三届全国焊接年会,北京:1979.
[3] 廖立乾.焊条的设计、制造与使用[M].北京:机械工业出版社,1988.
[4] 张清辉,吴宪平,洪 波. 焊接材料研制理论与技术[M].北京:冶金工业出版社,2002.
