FANUC-0i数控机床伺服系统振动抑制方法探讨
2013-12-03张绍新安徽工贸职业技术学院机械系安徽淮南232001
张绍新 (安徽工贸职业技术学院机械系,安徽 淮南232001)
数控机床由计算机数控装置、伺服单元和驱动装置及测量装置 (即伺服系统)、控制面板、控制介质与程序输入输出设备、PLC及机床I/O电路和装置、机床本体6大部分组成[1]。数控机床伺服系统在工作过程中会产生振动,主要包括低频振动 (振动频率小于100Hz)、中频振动 (振动频率在100~400Hz之间)和高频振动 (振动频率大于400Hz)等。数控机床伺服系统产生振动的原因包括2个方面,一方面是由于伺服系统的指令信号受外力干扰信号作用和其自身在线路中的非线型失真产生谐波,另一方面是由于机床部件之间存在间隙[1]。下面,笔者对FANUC-0i数控机床伺服系统振动抑制方法进行了探讨。
1 低频振动抑制方法
1.1 设置干扰滤波器
FANUC-0i数控机床伺服系统在受到外力干扰信号作用下会产生低频振动,从而影响金属零件的加工精度,为此设置干扰滤波器来抑制低频振动。设置干扰滤波器抑制低频振动图如图1所示。当外力干扰信号作用于伺服系统时,电机的转速将发生变化,其非输出轴上的光电编码器将变化的转速信号转换为变化的转速电信号,该信号经微分处理器、限幅器和滤波器处理和反馈环增益,再反馈至前端与扭矩指令信号进行比较后进入伺服系统,从而有效地抑制外力干扰信号产生的低频振动。在FANUC-0i数控机床上进行金属零件XY平面圆弧切削加工时,其伺服系统因受到外力干扰信号而产生低频振动,通过设置干扰滤波器并进行相应参数设置与调整[2],使伺服系统低频振动得到较好的抑制。由金属零件XY平面圆弧切削加工结果图(见图2)可知,在伺服系统中设置干扰滤波器前后,金属零件圆弧切削加工误差减少了0.9μm,提高了该圆弧切削加工金属零件的精度和表明光洁度。

图1 设置干扰滤波器抑制低频振动图

图2 金属零件XY平面圆弧切削加工结果图
1.2 设置PI控制器
由于FANUC-0i数控机床机械刚性低,响应性能差,导致其伺服系统容易产生低频振动,为此设置PI控制器来消除或减少系统的稳态误差。当伺服系统接收到脉冲编码器速度指令后,伺服电机在较短时间内加大转矩以提高系统响应性,最终使伺服系统的低频振动得到抑制(见图3)。在FANUC-0i数控机床上进行XY平面圆弧切削加工时,伺服系统产生低频振动后,通过设置PI控制器并进行相应参数设置调整,金属零件加工半径误差接近于0μm(见图4),从而使金属零件圆弧切削加工精度大大提高。

图3 设置PI控制器抑制低频振动图
2 中频振动抑制方法
FANUC-0i数控机床伺服系统在产生中频振动时会对传动速度造成很大影响,从而严重影响机床的加工质量,为此通过设置扭矩滤波器来抑制数控机床伺服系统产生的中频振动(见图5)[3]。当伺服系统振动产生较大扭矩时,电机速度会发生变化,其变化值通过光电编码器反馈,经比例积分处理器处理后再经过扭矩滤波器进行二次抑制,由此有效抑制伺服系统的中频振动。例如进行金属零件XY平面圆弧切削加工时伺服系统产生中频振动,未设置扭矩滤器时加工误差为2.5μm,而设置扭矩滤器并进行相应参数设置调整后的加工误差为0.5μm (见图6),这表明设置扭矩滤波器能有效抑制伺服系统中频振动,从而提高机械加工产品的质量。

图4 金属零件XY平面圆弧切削加工半径误差结果图
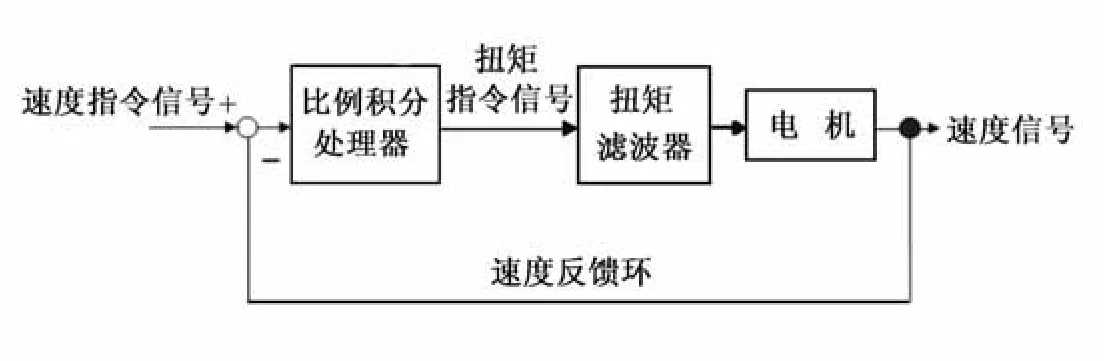
图5 设置扭矩滤波器抑制中频振动图

图6 金属零件XY平面圆弧切削加工结果图
3 高频振动抑制方法
金属零件切削加工中若出现伺服系统高频振动时,可以通过设置4级减震滤波器来解决上述问题。设置4级减振滤波器抑制高频振动图如图7所示。减振滤波器1用来及时跟踪共振频率,减振过滤器2用来设定衰减率,减振过滤器3用来设定频率带宽,减振过滤器4用来设定共振频率,由此消除伺服系统产生的高频振动。在FANUC-0i数控机床进行金属零件切削加工时,设置4级减振滤波器并进行相应参数设置调整,不仅能够有效抑制伺服系统产生的高频振动,而且可以提高数控机床伺服系统的响应性[4]。减振滤波器幅频和相频曲线图如图8所示。从图8可以看出,在400~500Hz范围内,伺服系统高频振动得到了较好的抑制。

图7 设置四级减振滤波器抑制高频振动图

图8 减振滤波器幅频和相频曲线图
4 结 语
针对FANUC-0i数控机床伺服系统在工作过程中产生振动的问题,探讨了相关振动抑制方法,即对低频、中频和高频振动分别通过设置干扰滤波器和PI控制器、扭矩滤波器以及四级减振滤波器来进行抑制。采取上述方法能够使FANUC-0i数控机床伺服系统产生的振动得到较好的抑制,对提高机械加工产品的质量具有良好作用。
[1]刘永久 .数控机床故障与维修技术 (FANUC系统)[M].北京:机械工业出版社,2009.
[2]黄敏高 .基于FANUC系统的全闭环数控机床减振控制应用 [J].组合机床与自动化加工技术,2008,49(10):58-59,63.
[3]谢克明 .自动控制原理 [M].北京:电子工业出版社,2004.
[4]陈芳,朱仕学 .数控机床伺服参数设定与调整 [J].机床与液压,2009,37(7):76-77.