提高电子皮带秤计量准确度的有效方法
2013-12-01周亚全况金宏蒋庆辉
周亚全 况金宏 蒋庆辉
(云南铝业股份有限公司,云南 昆明 650502)
0 引言
皮带秤在炭素阳极生产中的作用是对石油焦物料进行监控和计量,是进行成本核算、生产调度不可缺少的关键设备。云南铝业股份有限公司炭素厂(下简称炭素厂)现有4条石油焦生产线,生产物料的计量工作由8台ICS系列皮带秤承担。但近年来,受技术状况恶化、工艺环境等因素的影响,皮带秤的瞬时值异常波动且无规律性,从而导致计量失准、工艺参数严重超差,使调控难度加大。经过一年多的努力,按照皮带秤安装手册、使用说明书等对称重托辊和过渡托辊进行了反复调整,但结果没有得到改善。
本文从受力分析入手,去掉皮带秤的耳轴支点,让物料的质量全部加到称重传感器上,这样测得的物料质量更真实。在信号处理方面,增加传感器激励电压分配接线盒,使称重传感器平均分配激励电压,有效提高了信号的稳定性。在校准方法上,引入了和实物校准最相似的布袋校准方法,对皮带秤进行标定。相关试验验证了以上方案的可行性。
1 结构原理及误差分析
1.1 结构及工作原理
炭素厂ICS电脑皮带秤由机械支撑架、传力杠杆架、计量托辊组、耳轴支点、称重传感器、测速传感器和积算控制显示仪表等部分构成。秤架结构分为单杠杆双托辊和双杠杆八托辊两种结构。当皮带输送物料时,称量段上的物料质量通过计量托辊组作用于称重传感器,称重传感器将质量信号(mV级)送入积算控制显示仪表,经过运算器放大滤波、A/D转换等转换成数字信号。装在回程皮带上的测速传感器把皮带运行的速度信号转换成脉冲信号,送入运算器。运算器将两个信号进行乘积运算,从而得出物料的质量累计值和瞬时量,并加以显示[1-6]。
1.2 误差原因分析
炭素厂使用的8台皮带秤自投运以来都不稳定,经过几年反复的调校,称量值跳变大、波动范围宽、加料减料数据反馈不真实的情况依旧存在。根据皮带秤的工作原理可知,首先需要用计量秤架把物料质量传递给称重传感器,并要求它仅传递物料对皮带的垂直作用力,而不把任何水平分力传递到传感器。因此,皮带秤架的结构与运行状况的任何变化,都会引起系统称重误差。原皮带秤采用单杠杆双托辊组秤架,有两个耳轴支撑点和两个称重传感器。该秤架依靠600 mm的机械杠杆传递称重力,由于耳轴支点的存在,有一部分质量通过耳轴传递到固定支撑机架,受力不合理。此外,由于皮带载荷时杠杆挠度对计量托辊位移的影响,运行过程中因皮带跑偏、物料在皮带上堆积偏向一侧,会引起偏心载荷。此偏心载荷经传感器、放大处理等环节后数据误差得到了有效的放大,使得秤架很难将皮带载荷按一定比例传递给传感器,从而造成称重系统信号偏差和线性偏离值大、瞬时值波动范围宽。
2 改造方案及实施
通过以上对皮带秤计量误差产生的原因分析,结合皮带秤控制系统的现场实际情况,对4#窑煅前系统的皮带秤提出了新的改造方案。
2.1 改造秤架及传感器
根据力矩平衡原理,在分析传感器受力之后,决定对现有秤架和传感器进行改造。为了降低成本,把两个耳轴支点取消,原来的两个“S”型吊挂式传感器(美国进口BSA-25MT2,价格昂贵)换成四个国产压式称重传感器。四个传感器分别从四个角支撑起整个称量段秤架。该改装方法是将原来的单杠杆、双耳轴支撑秤架变成了无支点、无杠杆的悬浮式秤架,被测物料经皮带和称量框架能够直接作用在四个传感器上。这样就消除了皮带上物料分布不均匀、皮带跑偏等情况对称重准确度及稳定性的影响。
2.2 信号处理的改进
系统的称重仪表使用的是西门子公司生产的BW100,该积算仪只支持两路传感器输入信号。由于增加了两只传感器,因此在接线方式上有两种选择,一种是把四个传感器并联起来接成一路信号;另外一种是把四个传感器两两并联接成两路信号。但这两种接线方式在传感器激励电压的分配、信号汇总、各种偏载误差的调整方面都存在缺陷。市场上支持四路输入信号的积算仪价格昂贵,重新购置将增加改造成本。为此,系统引入了常州成泽机电设备有限公司提供的四路五孔称重传感器接线盒。称重传感器和积算控制仪均属静电敏感性元器件,抗干扰性能要求高[7]。皮带秤系统信号关联图如图1所示。

图1 皮带秤系统信号关联图Fig.1 The signal correlation of belt scale system
2.3 校准及调试
目前,皮带秤的校准方法有挂码校准、链码校准和实物校准三种。其中,挂码校准与链码校准只能在一定条件下校验皮带秤的重复性,而不能确定皮带秤的准确度。实物校准的实质是化动态为静态,它是皮带秤量值溯源最准确的方法,校准结果真实可靠[8-9]。但车间的工艺较复杂,进行实物标定所需要的设备、人员都比较多,投入费用也比较大。考虑到车间备有很多布袋除尘器的布袋,这些布袋质地柔软,易与皮带接触,质量和长度也相同,适合模拟实物。所以,采用了和实物校准方法比较接近的除尘器布袋进行校准来取得经验值。
当皮带秤通过基础调整,消除托辊组准直线度误差、偏载示值误差在两个分度值以内,就可以通过调节接线盒里的电位器,调整传感器信号至允许误差[6]。电路板上的每一个传感器输入端对应有一个电位器,顺时针或逆时针旋转电位器便可达到调试效果。当无法通过电位器调准时,可继续通过传感器基础高度调整和电位器调整结合,最终将各偏载点误差调至允许误差范围内,并进行如下工作。
① 设置标定参数:皮带长度为25.28 m、皮带转圈数为5圈、皮带速度为0.446 m/s、标定物的质量为6.25 kg、标定量程为 10 t、称量段长度为0.6 m。
②启动皮带空载运行30 min以上。
③进行零点标定。
④皮带上放置准备好的13条除尘器布袋,最下层一条布袋用铁丝栓牢固定在某个支架上,方便增减布袋,以验证称量值的变化。
⑤进行量程标定。
3 皮带秤运行及效果分析
皮带秤改造调试完毕后,可采用以下方法对改造效果进行验证分析。
3.1 布袋法验证累计误差
布袋验证结果如表1所示。
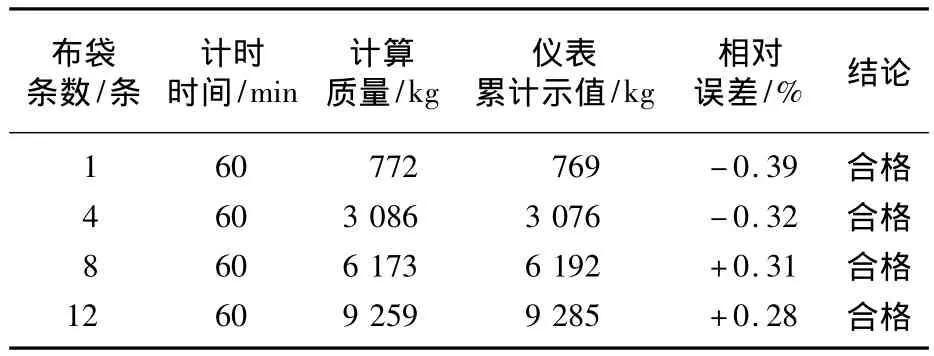
表1 布袋验证结果表Tab.1 The results of the verification of cloth bag
3.2 实物验证波动范围
根据车间工艺调控要求,皮带秤瞬时值波动范围要求控制在0.5 t以内。为此,在系统带料生产后逐段增大给料量。当瞬时值分别稳定在0.7~0.9 t、2.9~3.2 t、5.9 ~6.3 t、9.0 ~9.4 t区间波动时,分别急停运行中的皮带。取下5 m长的一段石油焦物料用磅秤进行称量,再结合皮带秤原理换算成瞬时值与波动区间进行比较。如果换算值和波动区间比较偏差在0.5 t以内,则为合格。
实物波动范围如表2所示。
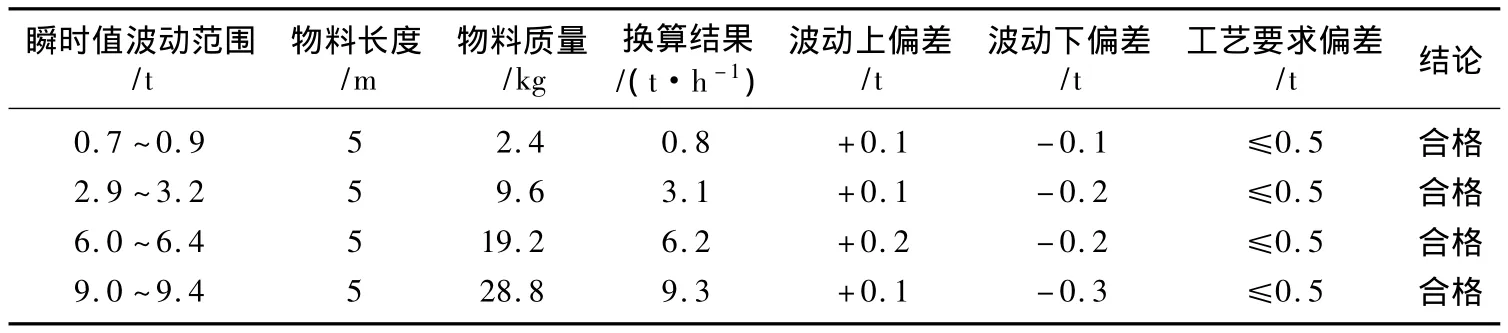
表2 实物波动范围表Tab.2 Fluctuating range of material object
4 结束语
4#窑煅前皮带秤投入使用至今已半年多,系统稳定可靠。经过多次采集物料抽查,结果偏差均在要求范围内,运行状况良好、物料流量比较稳定。该皮带秤彻底改变了以往波动范围大、计量值无从参考的情况。通过这次技术改造,提高了配料电子皮带秤的计量准确度,为工艺平稳操作提供了可靠的数据依据;同时,也降低了故障率,提高了工作效率。实践证明,这次改造是成功的,为企业今后的技术改造提供了示范,达到了预期的效果。
[1]郭春伟.配料系统电子皮带秤计量误差的分析及改造[J].有色矿冶,2006,22(2):53-55.
[2]莫远胜.微机电子皮带秤误差大的原因分析及改进措施[J].计量技术,2007(4):78-80.
[3]唐艳宏.电子衡器称重传感器载荷分配的调整[J].西藏科技,2010(3):79-80.
[4]方原柏.电子皮带秤[M].北京:冶金工业出版社,2007:251-293.
[5]戴成华.全悬浮电子皮带秤的安装与调整[J].衡器,2004(3):37-38.
[6]刘继服,战玉坤.电子衡接线盒剖析[J].衡器,2009,38(7):43-44.
[7]幸海辉.电子皮带秤的误差分析[J].中国西部科技,2005(3A):19-20.
[8]史登跃.电子皮带秤测量误差的分析及改进[J].化工自动化及仪表,2004,31(2):67-69.
[9]国家质量监督检验检疫总局.GB/T 7721-2002,连续累计自动衡器(皮带秤)[S].2002:60-72.