邦铺钼铜矿石高压辊磨后物料的特性
2013-11-30侯英丁亚卓印万忠姚金罗溪梅王余莲孙大勇
侯英,丁亚卓,印万忠, ,姚金,罗溪梅,王余莲,孙大勇
(1. 东北大学 资源与土木工程学院,辽宁 沈阳,110004;2. 成都利君实业股份有限公司,四川 成都,610045;3. 紫金矿业集团 低品位难处理黄金资源综合利用国家重点实验室,福建 龙岩,364200)
磨矿作业能耗占整个碎磨作业能耗的80%以上,多碎少磨理论是粉碎工程中节能技术快速发展的重要标志,降低磨矿能耗最有效的途径是降低入磨矿石的粒度[1]。高压辊磨机是一种新型高效的破碎设备,具有单位破碎能耗和钢耗低、处理能力大、占地面积小等特点。经高压辊磨机粉碎的产品,粒度小,分布均匀。粉碎产品内部可产生大量微裂纹,能够有效降低Bond 球磨功指数,节能效果明显[2−7]。袁致涛等[8]对攀西钒钛磁铁矿内部的微裂纹应用偏光显微镜进行了观察,并对高压辊磨产品和传统碎磨产品进行了Bond球磨功指数(目标粒度为0.074 mm)的测定。应用偏光显微镜进行观察的时候需要磨片,在磨片过程中一方面可能会产生新的微裂纹,另一方面可能会使原先的微裂纹破裂,从而有可能会导致对观察结果的影响。针对上述情况,本文作者应用扫描电镜直接观察矿物的表面微裂纹,对西藏墨竹工卡邦铺钼铜矿进行了高压辊磨和传统碎磨试验研究,测定了不同粉碎方式的产品在不同目标粒度(0.45,0.18,0.15,0.105和0.074 mm)下的 Bond 球磨功指数。采用EDS能谱分析仪和扫描电镜检测了不同粉碎工艺的粉碎产品表面的微裂纹,并对微裂纹与 Bond球磨功指数之间的关系进行了分析。
1 试验条件与方法
试验原料为西藏墨竹工卡邦铺钼铜矿石细碎产品。高压辊磨试验选用CLM−25−10型高压辊磨机,压辊直径为250 mm,压辊宽度为100 mm,辊面压力为0~7 N/mm2,辊面速度为0~0.52 m/s,工作辊间距为 4~7 mm。设置高压辊磨机的工作参数,高压辊辊面压力设定为 5.5 N/mm2,无压启动设备,将物料堆满料仓,加压后迅速打开下料口使物料落入2个压辊之间,试验完成后对粉碎产品进行打散,采用3.2 mm的筛子进行筛分,筛上产品返回高压辊磨机进行辊压,筛下产品混匀、缩分、取样。
传统破碎试验选用颚式破碎机,对破碎产品应用3.2 mm的筛子进行筛分,筛上产品返回颚式破碎机,筛下产品混匀、缩分、取样。
对2种全闭路试验的产品进行矿物表面的微裂纹及 Bond 球磨功指数的测定。
2 Bond球磨功指数对比
2.1 裂缝假说及Bond球磨功指数
破碎理论是研究矿石在破碎过程中能量消耗与哪些因素有关,并确定外力破碎矿石时所做的功的学说,也叫破碎的功耗学说。根据试验研究证实:粗碎时新生表面积不多,体积假说较为准确,裂缝假说结果不可靠;超细粉碎时(粉碎到10 μm以下时)裂缝假说求得的数据过小,此时新生表而积增加,表面能是主要的,面积假说较为准确;在粗碎与细碎之间的广泛范围内,裂缝假说比较适用,因为邦德的经验公式是根据一般破碎设备得出结论,所以在中等破碎比情况下与它大致相符[9]。
裂缝假说是由 Bond在整理了破碎与磨碎的经验资料后,于1952年提出的介于面积假说和体积假说之间的一种破碎理论[9]。
Bond对裂缝假说的解释为:破碎物料时外力所做的功先是使物体变形,当变形超过一定限度后即生成裂缝,储存在物体内的变形能促使裂缝扩展并生成断面。输入功的有用部分为新生表面上的表面能,其他部分成为热损失。因此,破碎所需的功,应考虑变形能和表面能2项,变形能和体积成正比,而表面能与表面积成正比。假定等量考虑这2项,破碎所需的功应当与体积和表面积的几何平均值成正比,即与成正比。对于单位体积的物体,就是与成正比。根据Bond的解释,Bond破碎理论的数学表达式为:
式中:W为将单位质量物料从粒度为F破碎到粒度为P时所需的能量,kW·h/t;P为 80%的排料所能通过的筛孔宽,μm;F为80%的给料所能通过的筛孔宽,μm;Wi为功指数,kW·h/t。
2.2 Bond球磨功指数试验及结果
对高压辊磨产品和传统破碎产品全闭路粉碎的粒度小于3.2 mm钼铜矿石进行 Bond球磨功指数试验(目标粒度为0.45,0.18,0.15,0105和0.074 mm)。
高压辊磨产品和传统破碎产品的 Bond球磨功指数按照下式进行计算[10]:
式中:Wib为Bond球磨功指数,kW·h/t;Pi为试验筛孔尺寸,μm;Gbp为磨矿平衡时球磨机单转新生成的试验筛孔以下粒级物料的质量,g;P80为产品中80%物料通过的粒度,μm;F80为给料中 80%物料通过的粒度,μm。
计算结果如图1和表1所示。

图1 高压辊磨和传统破碎产品在的Bond球磨功指数Fig. 1 Work index of ball mill of crushing products by HPGR and jaw crusher
由图1可以看出:高压辊磨产品的Bond球磨功指数在目标粒度为 0.15~0.45 mm时比较平缓,在0.074~0.15 mm区间内逐渐增加;传统碎磨产品的Bond球磨功指数在目标粒度在0.105~0.45 mm时比较平缓,在0.074~0.105 mm区间内逐渐增加。
高压辊磨产品的 Bond球磨功指数与传统碎磨产品相比,在目标粒度为0.45,0.18,0.15,0.105和0.074 mm时降低的幅度分别为16.08%,15.38%,14.99%,9.09%和9.19%,随着目标粒度的减小,Bond球磨功指数降低的幅度在逐渐减小,高压辊磨机的节能效果在减小。
由表1可以看出:与传统碎磨产品相比,高压辊磨产品在目标粒度大于 0.15 mm时的节能效果更明显,此时高压辊磨产品粒度小于0.074 mm的含量为60.22%,因此,高压辊磨产品在磨矿细度(小于0.074 mm的含量)小于60%时的节能效果更明显。
表1 Bond球磨功指数计算结果Table 1 Test results of Bond work index of ball mill
3 粉碎方式对矿石微裂纹的影响
经过粉碎的钼铜矿石中产生的微裂纹大致可以分为3种:矿石发育过程中的应力裂纹、破碎过程中产生的晶内裂纹(矿物颗粒内部的裂纹)和解离裂纹(矿石颗粒中不同矿物间的裂纹)[11]。
应力裂纹为矿石发育过程中形成的,是矿石自身的特点,对后续粉磨工艺能耗的降低影响不大,而晶内裂纹和解离裂纹是在后续碎磨过程当中形成的,因此,晶内裂纹和解理裂纹的多少对后续粉磨工艺能耗的影响是非常重要的。
采用扫描电镜和 EDS能谱分析仪对高压辊磨产品的晶内裂纹和解离裂纹进行观察,结果如图2所示。EDS能谱分析结果如图3~5所示。
图2 高压辊磨产品的晶内裂纹与解离裂纹Fig. 2 Micro-crack among same crystal and between different crystals
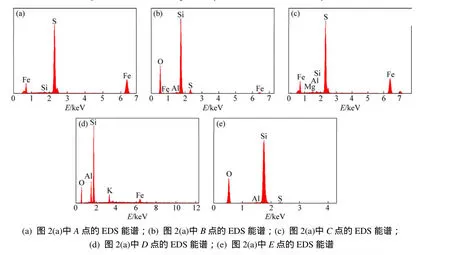
图3 图2(a)中各点的EDS能谱Fig. 3 Energy dispersive spectroscopy(EDS) analysis of each point in Fig. 2(a)

图4 图2(b)中各点的EDS能谱Fig. 4 Energy dispersive spectroscopy(EDS) analysis of each point in Fig. 2(b)
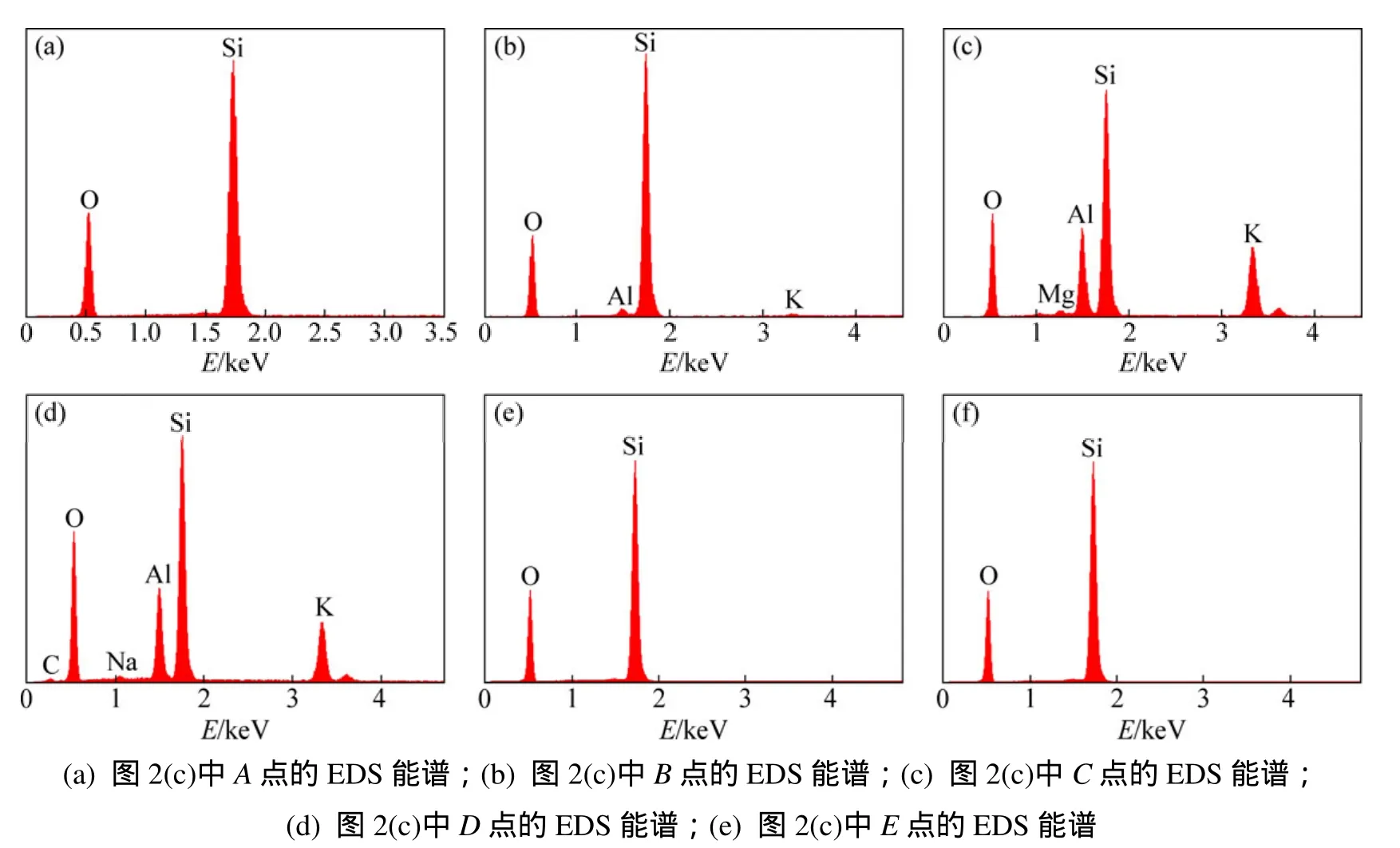
图5 图2(c)中各点的EDS能谱Fig. 5 Energy dispersive spectroscopy(EDS) analysis of each point in Fig. 2(c)
图2 (a)中A点主要元素为Fe和S,推测此点的矿物为黄铁矿;B点主要元素为Si和O,推测此点的矿物为石英;C点主要元素为Fe和S,推测此点的矿物为黄铁矿;D点主要元素为Si,Al,O和K和少量的Fe,推测此点的矿物为钾长石;E点主要元素为Si和O,推测此点的矿物为石英。因此,图 2(a)中的微裂纹为解离裂纹。
图 2(b)中A点主要元素为 Si,Al,Mg,O 和 K和少量的Fe,推测此点的矿物为钾长石;B点主要元素为Si,Al,Mg,O和K和少量的Fe,推测此点的矿物为钾长石;C点主要元素为Si,Al,Mg,O和K和少量的Fe,推测此点的矿物为钾长石。因此,图2(b)中的微裂纹为晶内裂纹。
图2(c)中A点主要元素为Si和O,推测此点的矿物为石英;B点主要元素为Si和O,推测此点的矿物为石英;C点主要元素为 Si,Al,O和 K和少量的Mg,推测此点的矿物为钾长石;D点主要元素为Si,Al,O和K和少量的Mg,推测此点的矿物为钾长石;E点主要元素为Si和O,推测此点的矿物为石英;F点主要元素为Si和O,推测此点的矿物为石英。因此,图2(c)中的微裂纹为晶内裂纹。
采用扫描电镜对高压辊磨产品和传统碎磨产品在不同粒度时的微裂纹进行观察,可以直观分析矿物表面的微裂纹情况。图6(a),(b)和(c)所示为高压辊磨产品在0.9~3.2 mm时的扫描电镜像;图6(d)和(e)所示为高压辊磨产品在0.45~0.9 mm时的扫描电镜像;图6(f)和(g)所示为传统破碎产品在0.9~3.2 mm时的扫描电镜像;图6(h)和(i)所示为传统破碎产品在0.45~0.9 mm时的扫描电镜像。
由图6可以看出:粒度越小,微裂纹越少,高压辊磨产品较传统破碎产品微裂纹多。而高压辊磨产品在0.9~3.2 mm时表面的微裂纹十分明显,比传统破碎产品表面微裂纹明显增多。而高压辊磨产品在0.45~0.9 mm时表面的微裂纹比传统破碎产品表面微裂纹增加不明显。因此可以推测:高压辊磨产品在较粗的磨矿细度时,相对于传统碎磨产品的节能效果会更明显。
4 结论
(1) 高压辊磨产品较传统破碎产品表面的微裂纹更多,而且,高压辊磨产品较传统破碎产品的 Bond球磨功指数低,这说明了微裂纹对矿石磨矿过程能耗的降低是非常重要的。
(2) 通过对不同粒度的高压辊磨产品和传统碎磨产品表面微裂纹的观察可以推测:高压辊磨产品相对于传统碎磨产品在较粗的磨矿细度时的节能效果会更明显。
(3) 高压辊磨产品的 Bond球磨功指数(目标粒度为0.45,0.18,0.15,0.105和0.074 mm)比传统破碎产品分别降低 16.08%,15.37%,14.99%,9.09%和9.19%。高压辊磨产品在磨矿细度(粒度小于0.074 mm含量)小于60%时的节能效果更明显。

图6 高压辊磨与传统破碎产品的微裂纹Fig. 6 Micro-crack of crushing products by HPGR and jaw crusher
[1]Wills B A, Napier-Munn T. Grinding mills[M]. 7th ed. Oxford:Wills Mineral Processing Technology, 2005: 146−149.
[2]Altun O, Benzer H, Dundar H, et al. Comparison of open and closed circuit HPGR application on dry grinding circuit performance[J]. Minerals Engineering 2011, 24(3/4): 267−275.
[3]Nam K A. Aydogan, Benzer H. Comparison of the overall circuit performance in the cement industry: High compression milling vs. ball milling technology[J]. Minerals Engineering, 2011,24(3/4): 211−215.
[4]van der Meer F B, Gruendken A. Flowsheet considerations for optimal use of high pressure grinding rolls[J]. Minerals Engineering, 2010, 23(9): 663−669.
[5]Benzer H, Aydogan N K A, Dündar H. Investigation of the breakage of hard and soft components under high compression:HPGR application[J]. Minerals Engineering, 2011, 24(3/4):303−307.
[6]Kodali P, Dhawan N, Depci T, et al. Particle damage and exposure analysis in HPGR crushing of selected copper ores for column leaching[J]. Minerals Engineering, 2011, 24(13):1478−1487.
[7]Tavares L M. Particle weakening in high-pressure roll grinding[J]. Minerals Engineering, 2005, 18(7): 651−657.
[8]袁致涛, 郭小飞, 严洋, 等. 攀西钒钛磁铁矿高压辊磨的产品特性[J]. 东北大学学报: 自然科学版, 2012, 33(1): 124−127,132.YUAN Zhitao, GUO Xiaofei, YAN Yang, et al. Product characteristics of vanadium-titanium magnetite from panxi by high pressure grinding roller[J]. Journal of Northeastern University: Natural Science, 2012, 33(1): 124−127, 132.
[9]谢广元. 选矿学[M]. 徐州: 中国矿业大学出版社, 2001:59−63.XIE Guangyuan. Mineral processing[M]. Xuzhou: China University of Mining and Technology Press, 2001: 59−63.
[10]魏德州. 固体物料分选学[M]. 2版. 北京: 冶金工业出版社,2009: 26−29.WEI Dezhou. Separation of solid materials[M]. 2nd ed. Beijing:Metallurgical Industry Press, 2009: 26−29.
[11]陈友晴. Westerly花岗岩试样单轴压缩破坏瞬时微裂纹观察[J]. 岩石力学与工程学报, 2008, 27(12): 2440−2448.CHEN Youqing. Observation of micro-cracks patterns in Westerly granite specimens stressed immediately before failure by uniaxial compressive loading[J]. Chinese Journal of Rock Mechanics and Engineering, 2008, 27(12): 2440−2448.
