修配法尺寸链求解探索*
2013-11-27张平宽王慧霖
◆张平宽 王慧霖
1 修配法的基本原理
修配法是保证机器装配精度的一种基本方法,它是在单件小批生产时经常采用的一种保证装配精度的技术措施。其基本思想是:在装配尺寸链里,将所有零件的相关尺寸按经济精度制造,同时选择一个零件作为修配件,该尺寸为修配环,这样一来,装配精度肯定无法保证。所以,在装配时,通过对所选修配件上的相应尺寸即修配环的一个基准,就是该环的一个表面进行再加工,从而改变该环尺寸,直到达到相应的装配精度。这种方法可以降低装配尺寸链中相应零件的制造精度,但可以达到很高的装配精度。
这种保证装配精度的思想很好,它不仅可以降低相应零件的制造成本,还可以达到高的装配精度,只需在装配时对预先选好的零件相应表面进行加工即可。为了保证在任何情况下都可以对预先选好的零件的相应表面再加工(去除法)来保证装配精度,需要对其尺寸进行计算。
另外,因为装配时修配零件需要知道修去的量值,就需要测量在未装修配件时的“空挡”尺寸,所以该尺寸应该方便测量。再者,对修配件再加工时是在装配线上,所采取的加工措施一般加工效率较低,所以希望尽可能选加工面积小的零件作修配件。最后,修配时,为了避免修配量过大,造成难以弥补的事件,往往修配一定量后,将其装配,进行装配精度检验,如不达要求,拆卸再修。因此,作为修配件应装拆容易[1],这是修配件选择的要求。
2 修配法计算
尽管此处采取的均是去除法加工,但有包容尺寸和被包容尺寸之分,所以对于一个尺寸来讲并非越修越大。而且在装配尺寸链中,修配环和装配精度即装配尺寸链的封闭环,所处位置也有两种情况,即修配环是增环或减环,此时修配环对装配精度的影响也不同。这里的计算要求必须保证修配环是减环,但这并不限制修配环的选取。因为装配尺寸链中的封闭环即装配精度是无零件尺寸,当所选的修配环在原装配尺寸链中不是减环时,可以作一个变换,将其变为减环。具体方法是:如图1(a)所示的装配尺寸链,假设按照修配环的选择办法,选择的修配环是A3,此时的修配环是增环,实际的计算、装配操作都不方便;如将图1(a)的尺寸链转换为图1(b)的尺寸链,就符合前面的要求了。这时两个尺寸链的封闭环如果满足A0′=-A0,即如果A0=0.1-0.2,那么A0′=(-0.2)-(-0.1),此时两个尺寸链是完全等同的。这种转换仅在修配法解尺寸链的这种情况下使用,因此,下面的分析均认为修配环在减环位置。
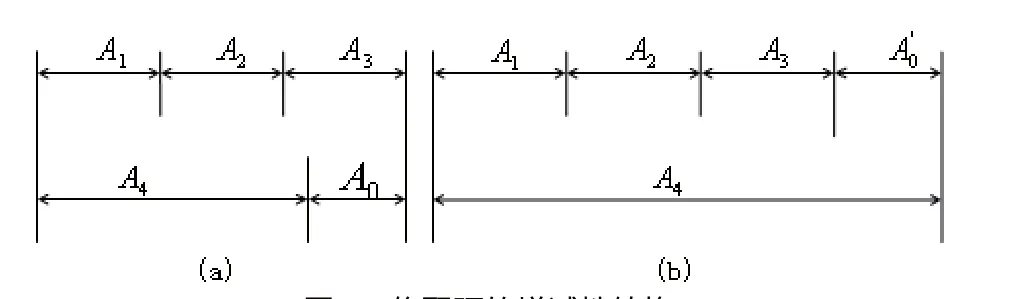
图1 修配环的增减性转换
根据前面的介绍,求解修配尺寸链,首先要分清修配环修配时,封闭环是增大还是减小,二者计算略有区别,故下面分别介绍。
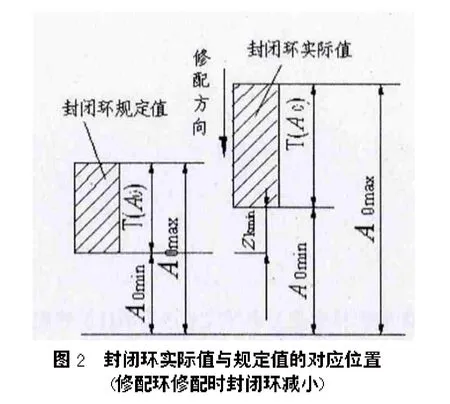
修配环修配时封闭环减小 此时修配环相当于包容尺寸,去除法修配时,该尺寸越加工越大,即空档尺寸。那么,封闭环尺寸就变小。为了保证通过对所选修配环的再加工获得要求的装配精度,并且最小修配量保证Zkmin,必须使装配后封闭环的实际尺寸A0′min在任何情况下都不能小于装配精度规定的最小尺寸与最小修配量的和,即A0min+Zkmin。装配尺寸链的实际计算封闭环公差带与要求装配精度的公差带之间的关系如图2所示[2]。
由于装配精度是已知的,即图2中的A0min和A0max已知,根据图2中实际装配尺寸链封闭环与装配精度的关系,可以求出其最小值:
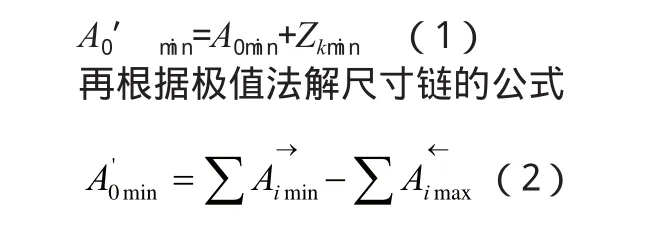
可以求出修配环的一个极限尺寸,然后根据修配环的公差得出其另一个极限尺寸。
当不设置最小修配量,即最小修配量为0时,只需要将其同样带入上式计算。
修配环修配时封闭环增大 此时修配环相当于被包容尺寸,即实体尺寸。也就是说,修配环越修尺寸越小,封闭环尺寸变大。
在这种情况下,为使装配时能通过修配环的再加工来满足规定的装配要求,必须使装配后封闭环的实际装配封闭环尺寸A0′max在任何情况下都不能大于装配精度规定的最大尺寸与最小修配量的差,即A0max-Zkmin。装配尺寸链的实际计算封闭环公差带与要求装配精度的公差带之间的关系如图3所示。

同样,由于装配精度是已知的,即图3中的A0min和A0max已知,根据图3中实际装配尺寸链封闭环与装配精度的关系,可以求出其最大值:

可以求出修配环的一个极限尺寸,然后根据修配环的公差得出其另一个极限尺寸。
当不设置最小修配量,即最小修配量为0时,只需要将其同样带入上式计算。
最大修配量Zkmax计算 计算最大修配量的目的,是为了校核最大修配余量是否过大,从而影响装配效率,如过大则可通过减小各组成环公差来解决。
最大修配量的定义是:在最不利的情况下,通过对修配环的再加工,使其达到装配要求。结合图2及图3可以看出,最大修配量的计算公式分别如下:

即最大修配量等于实际封闭环的公差减去要求的装配精度公差加上最小修配量。
3 修配法尺寸链求解总结
利用修配法保证装配精度的有关计算步骤总结如下:
1)画尺寸链;
2)确定修配环;
3)分析修配环修配时,封闭环是增大还是减小;
4)根据3)的结果,使用式(2)或式(3)求出修配环的一个极限尺寸,根据修配环的公差求出其另一个极限尺寸;
5)使用式(6)求解最大修配量。
4 小结
修配法尺寸链求解是比较难以理解的一种尺寸链理论,要和实际结合起来就更难理解。这里介绍的方法不仅讲解了修配法在生产实践中的操作过程,而且对其求解也归纳了步骤,使其求解过程明确,实际操作方便,更利于学生学习。由于该计算过程与实际生产完全相符,所以,此计算也可以用于求解实际工程问题。
[1]王启平.机械制造工艺性[M].哈尔滨:哈尔滨工业大学出版社,2002:281-285.
[2]王先逵,张平宽.机械制造工程学基础[M].北京:国防工业出版社,2008:353-355.
