挖掘机回转支承早期断齿故障研究
2013-11-24尹富先YINFuxian
尹富先/YIN Fu-xian
(江苏鼎晟液压有限公司,江苏 扬州 225261)
上部转台是液压挖掘机3大组成部分之一。在转台上除了有发动机、液压系统、司机室、平衡重、油箱等以外,还有一个很重要的部分——回转装置。回转支承承载着挖掘机上机架,工作装置、驾驶室、发动机、液压系统、平衡重、油箱等。当挖掘机工作时,其上部转动必然会产生巨大的转动惯量和离心力。巨大的离心力会使回转支承滚道内的钢球压迫滚道并令其发生弹性变形,此时,回转支承在负载时的动态径向间隙比空载时的静态径向间隙要大得多。由此而最终导致回转支承内齿与立轴外齿啮合的重合度大幅度降低,进而发生早期断齿故障。这类性质的早期断齿故障时有发生,据统计占挖掘机回转支承早期断齿故障总数的40%。本文以这类断齿故障的一个实际例子来分析和阐述其早期断齿故障发生的原因和解决方法。
有一个发生早期断齿故障的20吨级挖掘机回转支承,经检测发现,早期断齿发生于内圈内齿径向跳动最低点区域,区域内有8个齿。断齿部分基本上为全齿长,并基本沿啮合痕迹起始线断裂。
1 回转支承啮合齿高大幅减少的原因及其对啮合中心距的影响
1.1 齿圈径向跳动误差对啮合齿高的影响
根据实际啮合痕迹可量得该回转支承在挖掘机工作时与立轴小齿轮实际啮合齿高为11.5mm,全齿高为27mm(图1)。经研究得知:理论啮合齿高应为全齿高的67%左右,即18mm(图2);齿圈径向跳动为1.1mm(而按技术要求是0.35mm);内、外圈的空载静态径向间隙为1.8mm。当回转支承内齿与立轴外齿安装调试时,是以回转支承内齿的齿跳最高点为基准安装、调试的,这就是说,当回转支承内齿的齿跳最低点区域与立轴外齿啮合时,啮合齿高比齿跳最高点区域的啮合齿高要减少1.1mm。
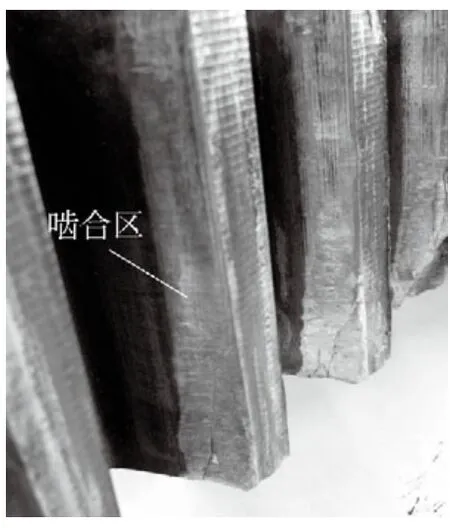
图1 回转支承实例啮合齿高示意图
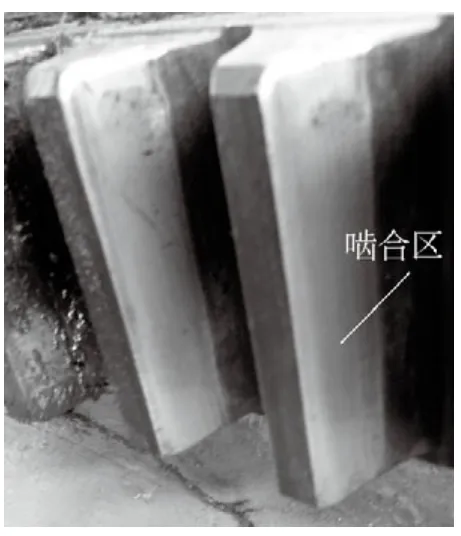
图2 与图1同型号回转支承理想啮合齿高示意图
1.2 回转支承内、外圈径向间隙对啮合齿高的影响
经检测内、外圈之间的径向间隙为1.8mm,这是按回转支承有关标准规定的方法在其空载、静态时检测的数据。当挖掘机工作时,其上部在转动时产生的巨大的转动惯量和离心力会使回转支承滚道内的钢球压迫滚道并令其发生弹性变形,此时,回转支承在负载时的动态径向间隙比空载时的静态径向间隙要大得多。有研究资料表明,前者是后者的3~5倍,按3倍计算,则可得回转支承负载时的动态径向间隙就会扩大到5.4mm。这个数值的物理意义是:内圈和外圈之间在安装的水平面内可产生5.4mm的径向位移。挖掘机工作时,上机架及上面的所有部件所做的旋转运动是无序、随机和频繁的。所以,回转支承内圈内齿与立轴外齿在内圈齿形的0位点(0位点相对于最大齿跳点而言)啮合的情况会重复出现,此时,由于回转支承内齿的径向跳动误差及动态径向间隙的双重叠加影响,导致二者的啮合齿高比理论啮合齿高减少6.5mm。
1.3 回转支承齿圈径向跳动误差和径向间隙对啮合中心距的影响。
根据实例回转支承内齿在齿跳动最低点区域的啮合齿高为11.5mm,相对于理论啮合齿高的18mm,相当于这对内啮合齿轮在该区域啮合时的啮合中心距,比理论中心距减小了6.5mm。经过计算,其内啮合理论中心距A=471.412mm,实际啮合中心距为471.412-6.5=464.912mm,由此可以计算出内啮合齿轮副的重合度为0.85。
2 齿轮副啮合重合度小于1导致断齿故障发生的理论分析
一对齿轮副要实现连续、平稳、可靠地传动,其啮合的重合度必须大于1(研究表明,挖掘机回转支承与立轴啮合的重合度为1.4~1.5)。本实例回转支承内齿最小齿跳区域与立轴外齿啮合时的重合度经计算为0.85 <1,这就是说,此时主动齿轮(立轴外齿)与从动齿轮(回转支承内齿)在前一对轮齿啮合脱开时,后一对轮齿尚未进入啮合状态。有研究资料表明,在这种状态下主动齿轮的轮齿会产生强大的冲击载荷(可达正常连续传动时轮齿承受载荷的3倍)。并且由于啮合齿高由18减小到11.5,经测量和计算得:轮齿受力截面积大幅减小28%。由于实例回转支承内齿最小齿跳处长期、周期性地发生这种情况,在这个区域发生早期断齿故障的现象就在所难免了。
3 回转支承齿圈径向跳动过大的原因及解决方法
1)内、外圈调质热处理后的基体组织品质太差 经解体检查滚道,发现滚道表面被钢球压溃,钢球与滚道之间的轴向及径向间隙大幅增大。经取样化验得:调质热处理后的内、外圈的基体组织为GB/T 13320-2007《钢质模锻件金相组织评级图及评定方法》中评级图3中的7级、晶粒度为3级、调质硬度为210HB。因此,内圈在粗车滚道、插齿等工序的加工过程中,极易发生较大的变形。
2)滚道和轮齿表面中频淬火后未校圆 经试验发现,这两道工序分别会产生1.2mm左右的椭圆度,所以这两道工序之后,必须用专用设备进行校圆。
3)滚道和轮齿表面中频淬火后的回火工序保温时间不够 由于内、外圈滚道和轮齿表面中频淬火工序后,必然会产生较大的内应力,如果回火不充分,一方面淬火时产生的内应力得不到完全、彻底的释放;另一方面也不能使淬火后得到的组织(马氏体和残余奥氏体)获得充分的转变(转变为回火马氏体)。在回转支承后续的使用过程中,由于强大的冲击载荷作用,淬火内应力会释放,未经转变的组织也将自发地发生组织转变,伴随而来的是内、外圈尺寸和形状的改变。这对回转支承内齿的齿圈径向跳动值影响很大。
4)解决方法 ①用专用校圆设备分别先、后对滚道和轮齿表面中频淬火后产生的椭圆度进行检测,并校圆至椭圆度≤0.0003D(D为滚道中心直径)。②抓好内、外圈调质热处理工艺,确保调质热处理后的金相组织达到GB/T 13320-2007标准评级图3中1~3级的要求,晶粒度达到6~8级。③滚道或轮齿中频淬火后6h内必须进行充分回火,由于回转支承内、外圈体积较大,回火温度为180~200℃,回火保温时间必须保证3.5~4.5h。
4 内、外圈间隙过大的原因及解决方法
经过对本实例回转支承的解体、取样检测等措施,发现内、外圈滚道存在被钢球压溃的现象,从而导致径向间隙过大。经分析认为:滚道被压溃的原因有如下3点。
1)滚道表面中频淬火硬化层太浅(经检测只有1.1mm) 按照国家有关回转支承的标准规定,回转支承滚道表面感应淬火硬化层应为大于3.5mm。由于滚道表面淬硬层太浅,在挖掘机回转时,滚道表面承受不了巨大的冲击载荷,从而表面出现压溃现象。
2)金相检测发现 滚道淬硬层晶粒粗大依据JB/T-9204-2008《钢件感应淬火金相检验》,金相为2级,出现过热组织。有研究表明:滚道表面淬硬层晶粒越粗大,冲击韧性就越低,在重载和冲击载荷作用下,滚道表面开裂和畸变的隐患也越大。当挖掘机处于回转工况时,由于强大的冲击载荷作用,致使滚道表面产生裂纹,在重载下裂纹不断扩展,最终导致滚道表面出现压溃现象。
3)内、外圈基体调质组织不符合要求,硬度低 在文章引言中已经介绍,经检测知内、外圈调质热处理,依照GB/T 13320-2007判定基体调质组织为7级,其硬度为210HB。作为感应淬火硬化层的支承载体,其承载能力和接触刚度是不足的。在挖掘机处于回转工况时,在强大的冲击载荷作用下,基体组织容易发生塑性变形,加之硬化层太浅,使滚道发生凹陷,进而崩塌。
4)解决方法 由于上述3个原因导致了该回转支承滚道表面被压溃,内、外圈的径向间隙随之扩大。内圈齿跳最低点区域的啮合重合度大幅减小,结果在两个月内发生断齿现象。解决方法是首先抓好内、外圈调质热处理这道工序,务必使内、圈的调质基体组织符合GB/T 13320-2007《钢质模锻件金相组织评定方法》规定的要求:金相组织1~3级;硬度达到270~290HB;晶粒度6~8级。第二步就是务必抓好滚道表面中频感应淬火热处理,确保滚道表面硬度达到56~61HRC;确保滚道淬硬层深度达到JB/T 10839-2008《建筑施工机械与设备单排球式回转支承》的标准要求,Ø28.575的滚道精加工后的淬硬层深度不小于3.5mm。只有这样,滚道才能在强大的工作冲击载荷作用下坚固牢靠,不至于被钢球压溃。
5 结 论
综上所述,这个发生早期断齿故障的挖掘机回转支承的断齿的原因是:由于内、外圈的径向间隙过大和内圈的齿圈径向跳动过大两个不良因素所造成。其解决方法是:内、外圈调质热处理后的机体组织达到GB/T 13320-2007评级图3中的1~3级金相组织的要求;机体组织的硬度达到270~290HB;晶粒度达到6~8级,保证滚道表面中频淬火的硬度为56~61HRC,其淬硬层深度在滚道精加工后不小于3.5mm;滚道和轮齿表面中频淬火后分别都要进行校圆工序;校圆的椭圆度要求为不大于0.000 3D(D为滚道中心直径);两次表面中频淬火后都必须分别进行180~200℃的低温回火,回火保温时间达到3.5~4.5h,回火工序必须在滚道或轮齿表面中频淬火完成后的6h内进行。
[1] 吴宗泽.机械设计实用手册(第3版)[M].北京:化学工业出版社,2010.