多光轴一致性检测系统设计与研究
2013-11-21徐海燕苏世彬李永恒
徐海燕,苏世彬,张 敏,李永恒,尤 栋
(西北机电工程研究所,陕西 咸阳 712099)
随着光电技术的不断发展,集可见光、激光和红外为一体的多光电传感器系统由于具有隐蔽性好、精度高、抗干扰性强[1]等优点在各种现代化武器装备平台上得到了广泛的应用,已成为各国武器装备重点发展的技术[2]。各传感器光轴一致性是衡量系统性能的一项重要技术指标,直接影响到系统对目标的捕获、瞄准和打击[3]。笔者针对可见光、激光和红外三光轴一致性室内校准测量需要,设计出一种基于大口径平行光管,通过高分辨率CCD采集图像,利用计算机数字图像处理技术对图像进行分析计算,完成三轴一致性测量的检测系统,该系统操作简单、适用性强、精度高。
1 几种常用光轴一致性检测方法
光轴一致性是指多光轴系统中以一路光轴为基准,其余光轴与基准轴相平行达到一定的要求[4]。目前,主要采用的光轴一致性检测方法有野外远距离目标法、靶板成像法、平行光管法、五棱镜法等。野外远距离目标法根据设备作用距离及设备精度要求选择远距离点状目标进行校瞄,该方法不需要专用检测仪器,操作简单,适用于室外标校,但调校精度低;靶板成像法根据各光学通道的几何轴心位置制作靶板,调节各光轴分别对准各自的靶心位置,该方法操作方便,成本低,野外、室内均可使用,但易受人为主观因素影响,调校精度较差;平行光管法采用大口径平行光管,调节各光轴分别对准目标分划板中心,该方法调校精度高,但平行光管体积较大,不易制作,只能在实验室内使用[5];对于较大的光学系统,可采用分立的多个平行光管,使每个平行光管与待测系统的多个子系统一一对应,也可采用五棱镜法,对光束进行平移[6]。但这两种方法均存在调节环节多,难以操作的特点,精度受到影响。
通过以上分析可知,作为室内多光轴测量装置,要保证测量的高精度和高稳定性,应首选采用大口径平行光管法。
2 多光轴一致性检测系统设计
2.1 总体方案设计
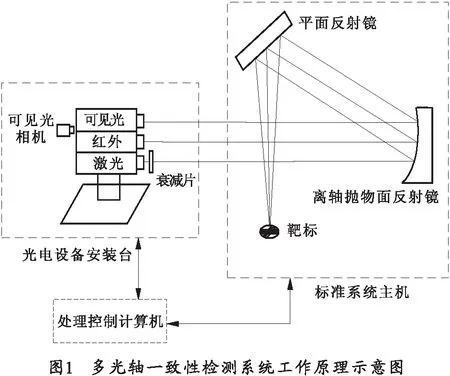
检测系统总体由光电设备安装台、校准系统主机和处理控制计算机三大部分组成。
光电设备安装台用于安装固定被测光电设备,能够对光电设备整体进行精确的高度角和方位角旋转调节,通过调节安装台,使光电设备基准光轴与校准主机的平行光管光轴进行对准,确定基准方向。
校准系统主机主要由离轴抛物面反射镜、平面反射镜、靶标及光源组成,完成对光束的汇聚和准直,并可根据使用要求对靶标进行可见光照射和给靶标电热丝通电,以便于可见光和红外系统瞄准靶标。
处理控制计算机用于接收可见光相机采集的图像数据,对图像数据进行处理,计算出各光束的偏差角;并通过控制下位机控制器对光电设备安装台、靶标控制台及相机电控微动平台的位移和转动进行控制,使其精确运动到指定位置。多光轴一致性检测系统工作原理示意图如图1所示。
2.2 光学结构设计
该检测系统采用离轴抛物面反射镜构成平行光管,利用抛物面反射镜对平行于光轴的光束进行汇聚,并通过平面反射镜对光路进行压缩,同时改变光路方向,使入射平行光汇聚在靶标上。
离轴抛物面反射镜作为本系统的核心部件,其光学参数为:焦距f=2 000 mm,离轴量Q=420 mm,口径D=400 mm,安装支架后反射区域口径为380 mm,光轴方向上的通光口径为360 mm,假设光电设备的光学口径为120 mm,可适用于最大轴间距为240 mm的光电设备。
平面反射镜采用φ200 mm口径,通过平面反射镜系统光路可压缩至1 600 mm×700 mm。
为避免高能量激光脉冲对镜面和靶标造成损伤,激光器发射窗口前放置激光能量衰减片。
2.3 靶标设计
可见光、红外和激光三光轴瞄准采用同一个靶标,外形如图2所示。靶标基底采用毛玻璃,标线采用φ50 μm的镍铬电热丝。通过白光LED光源对靶标照明进行可见光瞄准;通过对电热丝通电,使电热丝与背景形成温差,实现红外瞄准;激光器发射的脉冲激光经过衰减片、离轴抛物面反射镜和平面反射镜后,汇聚在靶标上,光斑位置形成温升,从而可通过红外系统观察到清晰的激光光斑像。

靶标尺寸取φ45 mm,可测量的最大偏差角度范围为±10 mrad。为方便瞄准定位,水平、垂直方向上各布置3条平行标线,每条标线间距为0.4 mm,对应0.2 mrad。
2.4 图像采集及处理
该检测系统通过可见光相机及其图像采集卡对可见光目视镜及红外目视镜图像进行采集,并对激光光斑进行实时捕捉。处理控制计算机对接收到的图像数据进行自动识别和测量,精确计算出各光轴间的偏角,并实时显示。
3 多光轴一致性检测系统应用
3.1 检测操作流程
以靶标为基准,调节光电设备安装台,使红外分划刻线中心位置与靶标分划刻线中心位置重合,作为整个检测系统和光电设备的基准方向;通过可见光相机对可见光目视镜中分划板和靶标像进行采集,经过计算机处理,测量出可见光光轴与红外光轴的准确偏角;发射激光脉冲,通过可见光相机对红外目视镜中的激光光斑图像进行实时捕捉,从而测量出激光光轴与红外光轴的准确偏角。
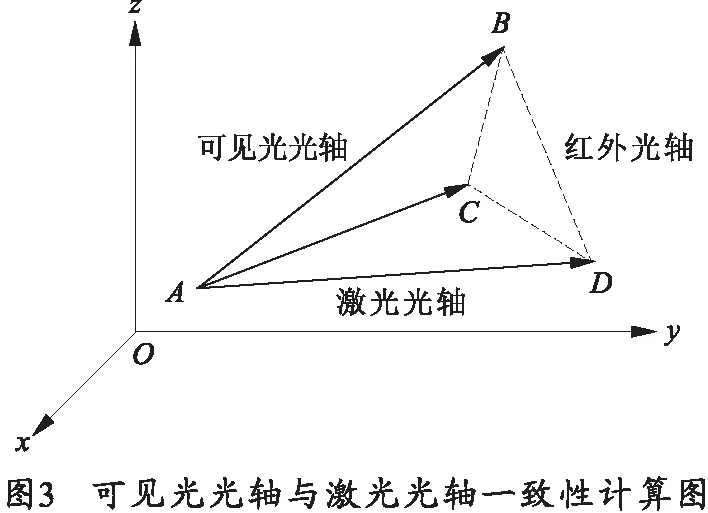
分别测量出可见光光轴与红外光轴及激光光轴与红外光轴的准确偏角后,通过空间角度关系,可推算出可见光光轴与激光光轴之间的偏角。如图3所示。可见光光轴与红外光轴偏角∠BAC为θ1,激光光轴与红外光轴偏角∠DAC为θ2,可见光光轴与激光光轴偏角∠BAD为θ3,BC为S1,DC为S2,BD为S3,AC为f,根据余弦定理可推出:
(1)
3.2 测试结果及分析
采用上述方法对某台光电设备产品三光轴一致性进行多次测量,结果如表1所示,以多次测量的平均值作为真值,光轴一致性测量的相对误差小于0.185 mrad。
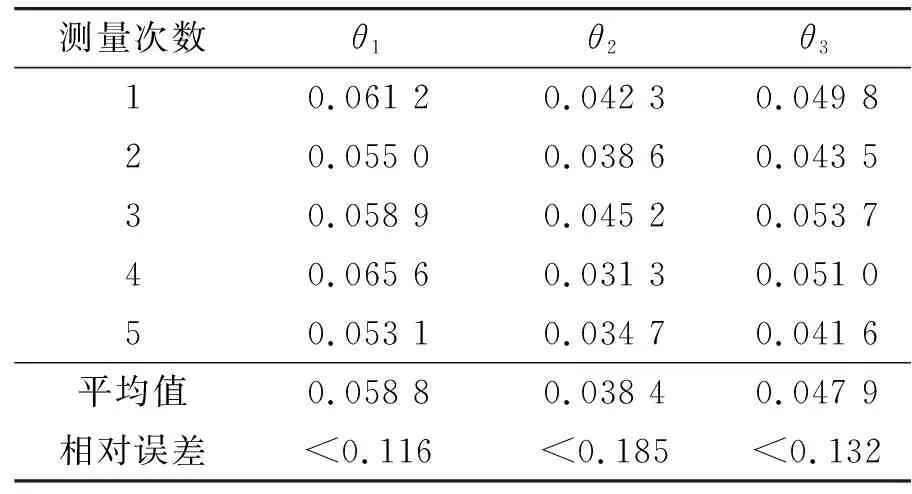
表1 三光轴偏角 mrad
4 系统测量不确定度分析
本文设计的多光轴一致性测量系统采用了大口径离轴抛物面反射镜、平面反射镜、目标靶标、相机CCD、以及光电设备安装台等部件,根据其工作原理和操作方法可知,该系统的测量不确定度主要包括以下几方面。
4.1 镜面加工误差引入的不确定度
离轴抛物面反射镜和平面反射镜的镜面存在一定的加工误差,由此导致光学系统存在一定的光线平行差。该系统中采用的离轴抛物面反射镜和平面反射镜面形波像差均小于0.1λ。由于反射镜的面形误差对光程产生2倍的影响,因此离轴抛物面反射镜和平面反射镜镜面加工误差造成的综合波像差为:
(2)
近轴波像差与几何像差的关系为[7]:
(3)
式中:α为光学系统孔径角,其值为D/2f,D为光学系统通光孔径;LA为光学系统球差。
由球差引起的光线不平行性θ为[7]:
(4)
λ取1.06 μm,D取400 mm,代入式(4)可计算出由镜面加工误差引入的测量不确定度:
u1=θ=0.618″。
4.2 靶标标线宽度引入的不确定度
(5)
4.3 可见光相机CCD单位像素尺寸引入的不确定度
该检测系统对光电设备分划、靶标分划及激光光斑的定位均是通过可见光相机CCD自动测量完成,因此CCD的定位误差对系统引入一定的测量不确定度。CCD像元尺寸为3.45 μm×3.45 μm,定位精度为0.5个像素,根据经验可知其满足正态分布,取k=2,计算可得:
(6)
4.4 光电设备安装台方位角和俯仰角调节误差引入的不确定度
检测系统采用的光电设备安装台,通过电控方式,对被测设备实现水平方向和垂直方向上的高精度转动调节,其定位精度为0.002 mrad,即u4=0.45″。
4.5 合成标准不确定度
(7)
4.6 扩展不确定度
根据测量不确定度的表示及评定标准,工程应用中,取k=2(对应置信水平为0.958),则扩展不确定度U为:
U=ku=2×3.075″=6.15″
(8)
根据分析可知,本系统的测量不确定度主要是由靶标标线宽度引入的。提高系统的测量精度,最有效的方法是改进靶标标线,减小标线宽度。同时,提高镜面的加工精度,增大抛物面反射镜焦距,减小相机CCD的像元尺寸,提高安装台的调节精度,均可提高系统的测量精度。
5 结 论
笔者对目前常用的多光轴一致性测量方法进行了比较,针对具有可见光、激光和红外的光电设备,提出了一种基于大口径平行光管的多光轴测量方法,该方法采用同一靶标,有效避免了更换靶标引入的误差。通过高分辨率CCD对可见光目镜和红外目镜图像进行采集,利用计算机数字图像处理技术对采集到的图像进行分析计算,有效避免了人眼观察引入的主观判断误差,从而大大提高了系统的测量精度,经分析计算,该系统的测量不确定度小于7″。且该方法操作简单,实用性强,尤其适用于高精度光电设备多光轴一致性的室内标校与测量。
[1] 王刚,程刚,李广良,等.一种舰船光电装备光轴检测仪[J].应用光学,2010,31(1):91-94.
WANG Gang,CHENG Gang,LI Guang-liang,et al. Optical axis detection instrument for shipborne photoelectrical devices[J].Journal of Applied Optics, 2010,31(1):91-94. (in Chinese)
[2] 金伟其,王霞,张其扬,等.多光轴一致性检测技术进展及其分析[J].红外与激光工程,2010,39(3):526-531.
JIN Wei-qi,WANG Xia,ZHANG Qi-yang,et al.Technical progress and its analysis in detecting of multi-axes parallelism system[J]. Infrared and Laser Engineering, 2010,39(3):526-531. (in Chinese)
[3] 郑均杰,张镭,李杰然.光电综合标校系统光轴平行度标校方法[J].舰船电子对抗,2011,34(5):47-49.
ZHENG Jun-jie,ZHANG Lei,LI Jie-ran.Optical parallelism calibration method of photoelectric integrated calibration system[J].Shipboard Electronic Countermeasure, 2011,34(5):47-49. (in Chinese)
[4] 刘建.光轴一致性测量技术原理与应用[J].云光技术,2010,42(1):33-36.
LIU Jian. Theory and application of optical-axis consistency measurement[J]. Cloud Optical Technology,2010,42(1):33-36.(in Chinese)
[5] 凌军,刘秉琦,赵熙林.几种光轴平行性检测方法的比较与探讨[J].应用光学,2003,24(1):43-45.
LING Jun,LIU Bing-qi,ZHAO Xi-lin.The comparison and discussion of several testing methods about optical-axis parallelism[J]. Journal of Applied Optics,2003,24(1):43-45.(in Chinese)
[6] 贺和好,叶露,周兴义,等.平行度测试仪原理及其测量精度分析[J].光电工程,2007,34(5):52-56.
HE He-hao,YE Lu,ZHOU Xing-yi,et al.Theory and precision analysis of testing apparatus of parallel depth[J]. Opto-Electronic Engineering,2007,34(5):52-56.(in Chinese)
[7] 黄静,刘朝晖,折文集,等.室内多波段光轴一致性测试系统的设计[J].应用光学,2007,28(5):663-666.
HANG Jing,LIU Zhao-hui,SHE Wen-ji,et al.Design of lab test system for boresight of multi-channel optical axes[J]. Journal of Applied Optics, 2007,28(5):663-666. (in Chinese)
