破碎机链板国产化研究及生产
2013-11-20鲁志武雷鹏飞
鲁志武,马 涛,雷鹏飞
(太原重型机械集团有限公司 特铸分公司,山西太原 030024)
随着矿山工业化的大力发展,各类破碎站应用而生,相应的破碎机、传送机等成套设备得到了广泛的使用,相关配件、备件的需求也越来越多,作为破碎机上的主要输送部件链板的用量也逐渐增加,但由于其制造难度较大,各大矿山的链板全靠进口而且价格居高不下。此次开发的破碎机链板为鞍山钢铁矿业公司破碎机的配套产品,破碎机是矿山作业的关键设备,能否连续稳定运行对矿山的高效安全生产影响很大,其中链板是破碎机系统上不可或缺的重要部件,承受大的载荷及磨损,具有广阔的市场空间,链板结构如图1所示。

图1 链板示意图
破碎机链板铸件的重量为527 kg,材质为ZGMn13Mo。该产品生产制造有如下技术难点:1)考虑到铸件整体尺寸 2856×456×291(mm),壁厚大部分为48 mm属于薄板条件,在铸造及热处理要注意其变形;2)要精确保证装配处圆弧以及8个孔的尺寸精度;3)成型后要保证三件试安装的角度控制。如何确定合适的铸造工艺和设计适宜的热处理工装,确保铸件质量和转配圆弧及角度效果,成为链板铸造和热处理的难点和关键点。
1 铸造工艺设计
1.1 铸造工艺
为保证钢液快速平稳地流入型腔,铸件的内浇口采用扁平型,平均分布在铸件单侧,在相应的浇口位置放置冒口保证钢水内渣气及时排除,同时在高于冒口根部位置布上出气孔,防止铸件产生浇不足情况,如图2所示。
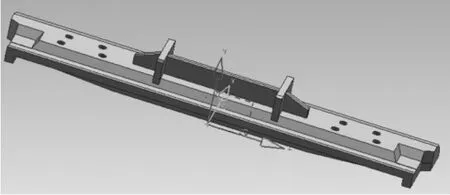
图2 链板铸造工艺方案
1.2 主要参数的选择
1.2.1 铸件缩尺的选择
结合铸件本身结构特点及高锰钢材料特点,选取铸件的缩尺为2.7%,结合公司的生产实际情况,采用树脂砂造型,同时为保证铸件精度和表面质量,防止铸件表面和拐角处发生粘砂,在铸件表面和拐角处敷铬铁矿砂,并刷涂镁砂粉涂料。
1.2.2 铸件拔模斜度的选取
由于铸件是毛坯使用,其尺寸的控制相对较严,为避免造型后起模样时损坏砂型表面,有利于生产出高质量的铸件,选择拔模斜度为0°~+3°.
1.2.3 浇注温度
浇注过程中温度过高,凝固的收缩大,铸件易产生缩孔和缩松、晶粒粗大及其粘砂等缺陷;温度过低,可能由于壁薄则易产生浇不足、冷隔、欠铸等缺陷。因此,适宜的浇注温度是在保证金属液充满铸型型腔的前提下采用稍低的温度为宜,考虑到钢液转运过程中热量的损失及其铸件本身等因素,选择浇注温度为1410℃~1440℃.
2 模具的改进
针对链板的制造难点,通过采用金属模(如图3所示)代替木模造型,保证铸件长度关键尺寸的精度和平整度,从源头上防止模型变形问题引起的铸件变形,同时金属模具的使用保证整个铸件表面质量。

图3 链板的金属模型
3 热处理工装设计
针对链板铸件本身的结构特点,为防止水韧处理后的变形,特设计专门的热处理工装,如图4所示,两块链板铸件相互穿插形成抱对形式,下面采用底座托盘式,支持整个铸件并保证铸件在整个过程中的平稳,上面采用卡子紧固式,在容易变形及薄弱地方放入卡子进行紧固,内部的空腔用适合的挡板进行隔挡,这样的结构设计既能保证铸件整体的平稳性又能保证水韧处理时冷却水能对铸件全面冷却,通过这样的热处理工装使得热处理后的铸件变形程度符合客户要求,变形量不大于0.35∶100.
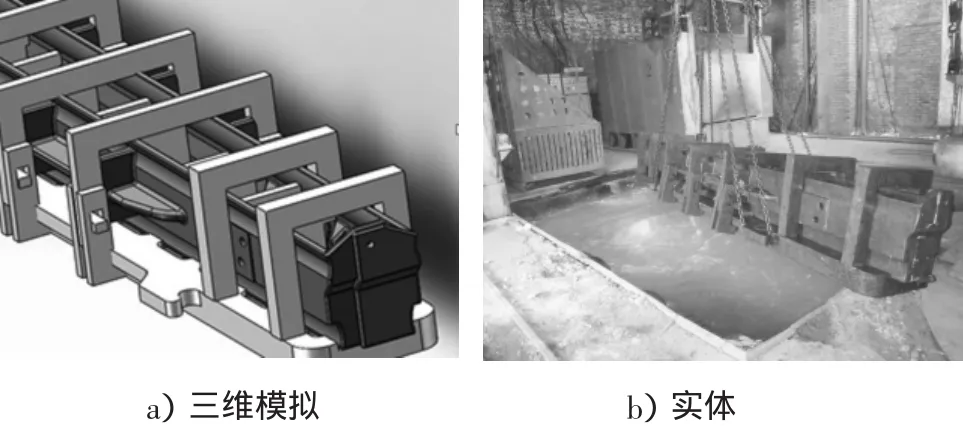
图4 链板热处理装置示意图
4 装配检具及角度检具设计
结合链板实际使用情况,为保证链板在使用过程中与下面链轨节的精确配位(如图5所示),特根据链轨节8孔尺寸设计了可拆卸式检具,保证链板两端8孔位置在首次试安装过程中配位准确,检具示意图如图6所示。
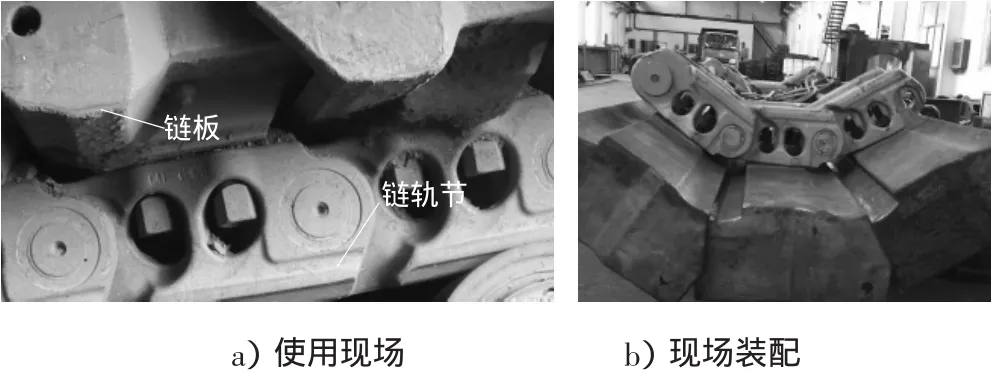
图5 链板与链轨节转配示意
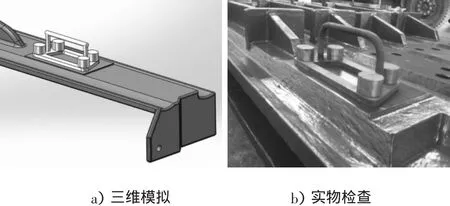
图6 检具检验孔距试验
链板的旋转靠下面的驱动轮拨动链轨节之间的销孔完成运输过程,如图7所示,链板旋转时在驱动轮位置两件之间要形成一定的角度(147°),为保证旋转角度合适特根据现场的使用条件设计了角度测试检具,如图8所示。采用角度测试检具进行角度测试实验,旋转角度符合图纸要求,达到147°,保证了链板在后续的正常旋转。

图7 链板现场旋转图
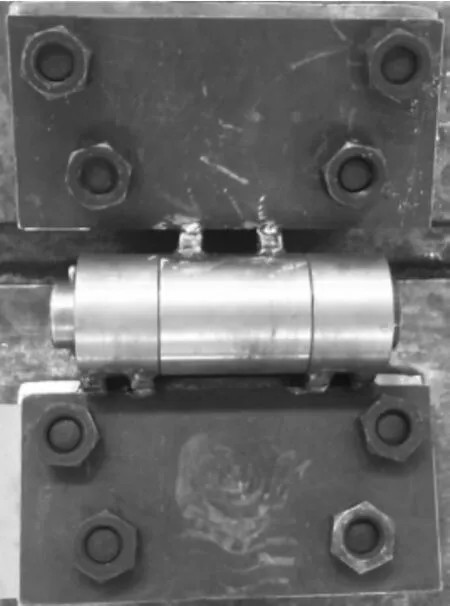
图8 角度测试检具
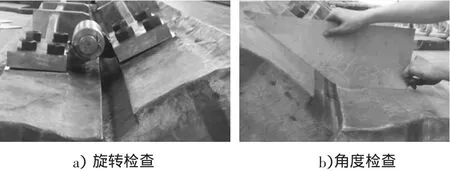
图8 角度测试实验过程
5 结果
通过上述的工艺方法及过程控制,生产的铸件变形程度较小,经后续的整形处理达到了客户要求,获得了合格铸件(如图9所示)。
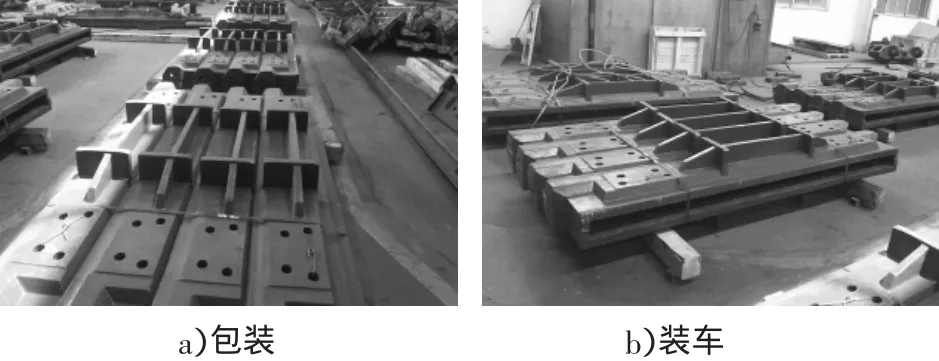
图9 铸件成品图
6 结论
通过对链板铸造技术特点和难点分析,生产上采用金属模具解决了模具本身变形引起铸件变形问题,同时也保证了关键尺寸的精度;热处理工装的设计使用,使得长薄板条件能够很好控制好热处理变形问题;装配检具和角度测试检具等技术的使用保证了链板铸件关键装配位置的精确性。成功地实现了链板的国产化生产,为客户生产出了满足使用要求的合格产品。经客户反馈,此次生产的链板铸件在使用上可以完全替代进口铸件。为以后生产此类铸件提供了生产经验。
[1]施延藻.铸造使用手册[M].沈阳:东北工业学院出版社,1988.
[2]李魁盛.铸造工艺设计基础[M].北京:机械工业出版社,1981.
[3]柳百成,黄天佑.铸造成册手册上[M].北京:化学工业出版社,2009.
[4]崔忠圻.金属学与热处理[M].北京:机械工业出版社,2000.
