低合金高强度耐磨履带板铸造工艺研究
2013-11-20雷鹏飞高俊峰
雷鹏飞,高俊峰
(太原重型机械集团有限公司特铸分公司,山西太原 030024)
随着国内露天矿山生产规模的日益扩大,挖掘机、推土机等矿用设备的需求量也随之增加,其配、备件市场空间也越来越大,尤其是一些易磨、易损件。该产品履带板作为液压挖掘机行走装置的重要部分,不仅要承受挖掘机上百吨的自重载荷,其与驱动轮的啮合剪切力以及高低起伏的路面形成的复杂应力,使得挖掘机履带板常因强度不够而产生变形、磨损,甚至报废,影响铸件使用寿命,延长矿场采掘工时,增加了矿山的生产成本。因此如何生产出低成本、高品质的履带板产品,成了摆在我们面前的关键问题。
1 技术难点与关键点
选用低合金高强度耐磨钢材质生产的履带板具有初始强度高,耐磨性能好的优点,其合金含量低则降低了生产成本,在处理砂土、小块岩石等非强烈冲击碰撞工况条件下,使用效果佳。履带板毛坯如图1所示,该履带板的生产制造存在以下难点:
1)铸件结构复杂,薄壁、弧面、凹槽较多,铸造工艺性差,易出现粘砂、砂眼、变形、裂纹等缺陷,同时产品一致性较难保证;

图1 履带板毛坯
2)材质综合机械性能要求高,抗拉强度、屈服强度要求均在1100 MPa以上,且对塑性、韧性、硬度指标要求较高;
3)探伤要求严格:试制件100%进行UT、MT探伤,批量生产100%进行磁粉探伤(MT);
4)铸造尺寸公差要求较严格,执行JB/T 5939-91 CT11级精度,允许偏差在±4 mm内,直线度不大于8 mm/m;
5)热处理时圆弧薄边易变形,需做工装支垫;
6)装配精度要求高,装配部位为多个相切的圆弧,在不机加工的条件下保证圆弧接触面是面接触;
7)根据其使用工况条件及性能指标,应选择低合金高强度钢,而利用此类钢种生产履带板在我分公司还属首次。
2 铸造工艺设计
2.1 浇注系统及冒口设计
该履带板材质选用公司自行研发的TZBL-1材料,根据其材质及结构特点,采用开放式浇注系统,在铸件单侧分布两道内水口,内水口呈扁平式,同时在远离浇道的一侧放置3道 30 mm的出气孔,保证铸件在浇注时充型顺畅。根据现场跟踪,钢液充型比较平稳,铸件毛坯未发现渣、气孔及冷隔缺陷。
在铸件热节处同时也是筋板十字交汇处放置了2个 180 mm的缩颈保温发热冒口,铸件收得率在60%以上。在保证铸件质量的情况下,提高了收得率,缩颈冒口的使用降低了冒口的后续处理难度。浇注系统布置示意如图2.
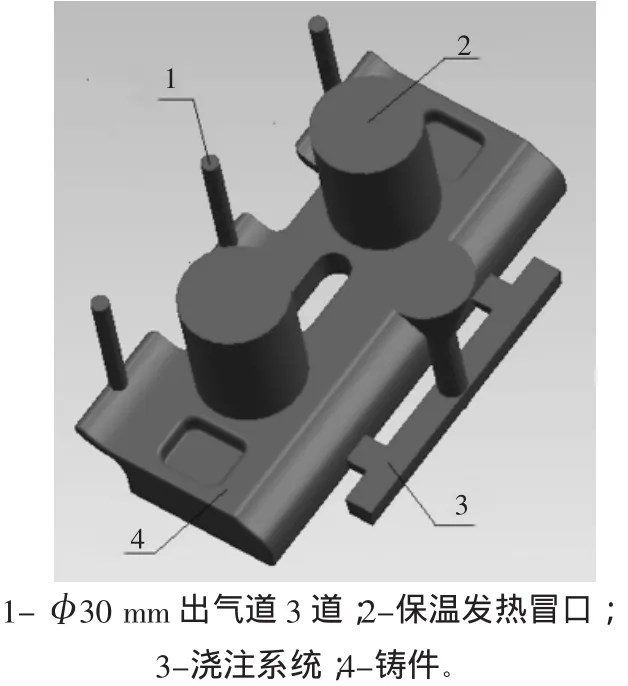
图2 履带板浇注系统示意图
2.2 主要工艺参数的选取
2.2.1 铸造收缩率
铸件要求的铸造尺寸公差为JB/T 5939-91 CT11级精度,对于以树脂自硬砂造型工艺生产的铸件来说,属于公差等级要求较高的。另一方面,在装配时圆弧面的配合要求面接触,因此缩尺的合理选取将对铸件尺寸精度起到直接作用。根据铸件结构特点及公司生产使用原辅材料情况,结合公司该种材质的特点,选取长、宽方向缩尺为2.0%~2.2%,高度方向缩尺为1.8%~2.0%.
2.2.2 起模斜度
该履带板属于薄壁较多的平板类铸件,为避免砂型在起模时出现破损、变形,木模的起模斜度选取±0.5,同时在模型的拐角、凹槽处覆盖适量的特种砂来保证起模效果及砂型的完整、光滑,从而确保铸件表面质量要求。
2.2.3 浇注温度
根据铸件壁薄、凹槽较多的结构特点,选取浇注温度时考虑防止铸件产生浇不足、冷隔等缺陷,适当提高浇注温度,但浇注温度太高,铸件又会产生缩孔、缩松、粘砂等缺陷,最终选择将浇注温度控制在1560℃~1580℃.
2.3 铸造工艺数值模拟
该履带板结构比较复杂,薄壁、圆弧面多,铸造工艺性较差,为尽可能地避免铸造缺陷的产生,对铸造工艺进行了CAE数值模拟,图3为履带板铸造工艺模拟末期的结果照片。
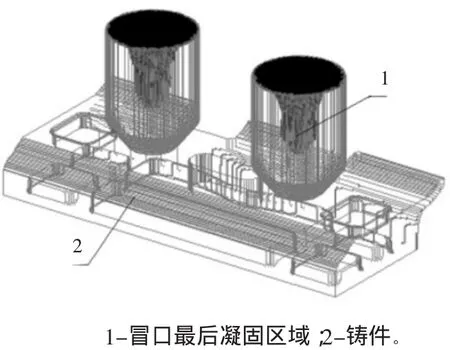
图3 铸造工艺CAE模拟
在CAE模拟过程中,铸件遵循从下到上、从四周到冒口中心的凝固顺序,冒口为最后凝固区域。铸件上无明显缩孔、缩松等缺陷,缩孔全部留在冒口中。
3 热处理工艺与工装的设计
根据以往的经验,结合履带板的特点,对铸件进行980℃正火+927℃淬火+204℃低温回火热处理。为防止履带板圆弧面在热处理时下垂变形,做了热处理的专用工装,示意图见图4.
履带板的圆弧面与专用工装是充分的面接触,在热处理冷却过程中,二者始终保持合二为一的关系,直到铸件冷却。热处理后铸件圆弧面无明显变形,整链装配效果良好,达到了预期效果。
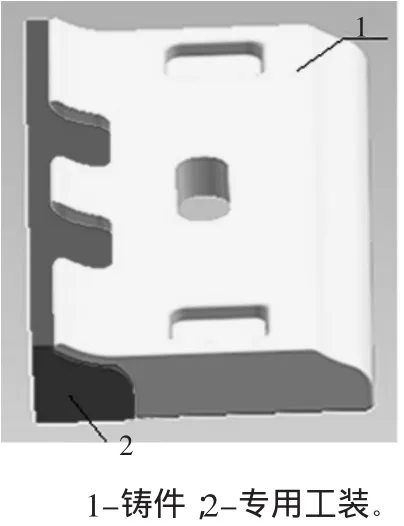
图4 热处理工装示意图
4 试制结果及使用情况
试制两件后发现在圆弧薄壁的拐角处有裂纹,分析后认为是此处的尖砂阻碍圆弧面的收缩,由于应力太大发生缩裂。于是对工艺进行了改进,在此拐角处增设了割筋。后期生产的产品基本解决了前期的裂纹问题。
批量生产的该履带板产品表面质量优良,尺寸一致性好,性能参数较高,各项力学性能指标全部合格,通过了JB/T5000.14超声波3级探伤,磁粉2级探伤检测。经过跟踪现场使用情况,该批次履带板为同类产品中的优质品。前期已生产了整套该种履带板共100块,现场使用已有半年多,使用效果良好。表1为产品力学性能理论值与实测值的对比。
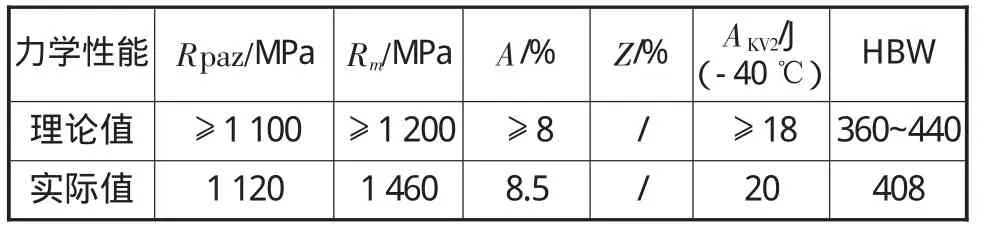
表1 产品力学性能理论值与实测值的对比
5 结论
低合金高强度铸件以其良好综合力学性能、优良的耐磨性、低廉的合金成本以及较好地弥补了高锰钢在使用中存在的不足,正受到越来越多的重视,低合金钢铸件的需求量也越来越大。本次研究开发的液压挖掘机履带板,尺寸公差、力学性能、无损探伤等均属高标准、高要求,通过CAE模拟及小批量试制,确定了合理的铸造工艺及热处理工艺、工装,最终得到了满足要求的高质量铸件。
[1]王文清.铸造工艺学[M].北京:机械工业出版社,2002.
[2]柳百成,黄天佑.铸造成形手册上[M].北京:化学工业出版社,2009.
[3]崔忠圻.金属学与热处理[M].北京:机械工业出版社,2000.
[4]牟成海.大型铸钢件的数值模拟与工艺优化[D].重庆:重庆大学,2007.
