基于Quest的某船厂生产流程仿真研究
2013-11-19刘继东谢铁龙
陈 宁,王 真,刘继东,谢铁龙
(1.江苏科技大学 能源与动力工程学院,江苏 镇江 212003)(2.中国人民解放军 91464部队,辽宁 大连 116041)(3.上海东方申信科技发展有限公司,上海 200030)
近年来,随着现代造船模式的不断发展,造船模式的数字化、造船企业的信息化已经成为全球造船业提高核心竞争力的关键因素和有效手段,日本和韩国早已把对数字化造船的研究当作战略来实施,而国内一些船厂,在造船管理和技术方面仍面临很多问题,主要归纳为:①无法在船舶建造前对收益和风险进行确实有效的评估.②往往依据历史经验确定船舶建造节点,无法准确地制定符合实际生产的生产计划[1].③在正式投产前,难以发现各作业区存在的问题[2-3].造船是一项是非常复杂的系统工程,运用传统的数学模型,很难对其进行优化分析,而虚拟仿真技术的产生,使得船厂可以不用消耗任何实际资源,通过仿真系统的模拟,优化生产资源配置,改善船舶建造流程,达到在生产制造的前期就可以优化已有的生产系统的效果,让企业更加经济高效的形成市场竞争优势[4].
1 离散事件系统仿真
1.1 离散事件仿真技术
系统仿真就是依据分析目的,在系统各要素性质及其相互关系的基础上,建立逼近真实系统的仿真模型,通过分析获取正确决策所需的各种信息.按其性质可分为离散系统仿真和连续系统仿真两大类,船舶生产系统是一个典型的离散生产系统,其仿真流程如图1,一般可归纳为系统调研、确立目标、建立仿真模型、运行仿真模型、结果分析、系统优化以及结果输出[5].

图1 离散系统仿真流程Fig.1 Discrete system simulation process
1.2 仿真工具选择
国内外针对离散系统仿真而开发的应用软件有很多,文中采用法国达索公司的Delmia/Quest仿真软件,其具有直观灵活的用户界面和强大的可视化效果[6],独特的编程语言SCL还具有很强的灵活性,更适应于船舶这种大型制造业的离散系统仿真建模中.
1.3 系统评价指标
仿真系统的评价指标可理解为生产车间运行性能的主要定量分析标准,考虑到对仿真系统影响程度的高低及获取的难易程度,文中采用设备利用率、生产线的平衡以及产出能力这三项作为船舶建造生产评价的指标[7]:
1)设备利用率
船厂的生产设备包括加工设备和运输设备,这些设备大多价格昂贵,因此很有必要监控这些设备是否高效合理的使用,这也成为船厂提高盈利的一种重要手段.
2)生产线的平衡
均衡性生产是现代造船模式的重要特征,即判断各项任务之间的并行生产时间是否达到均衡,串联生产时间是否达到最短,是否存在“堆积”或“窝工”现象,通过仿真模型数据输出报告,可以轻松的获取上述结果.
3)产能输出
产出能力也是船厂管理人员最为关注的一个宏观问题,即生产线在某段时间可以加工完成的产品数量(例如:零件数、部件数、分段数等).
2 实例分析
文中选取江苏某船厂生产的36 m拖船为研究对象,通过调研,该船厂是一家拥有悠久历史的中小型船企,以生产工程船舶为主,但在实际生产中存在生产节拍不平衡,车间生产资源配置不合理等问题,通过仿真系统的分析,旨在确定生产瓶颈工位,优化生产资源配置,平衡生产节拍,充分发挥船厂生产能力.
2.1 基础数据的采集和处理
建立完整的系统模型首先要从生产实际中不断收集生产数据,抽象出模型所需的基本参数,作为仿真系统运行的可依赖数据,把这些基本参数应用于船舶建造仿真模型中,将这些基础数据分为产品数据——“解决造什么船”、工艺数据——“如何造”、资源数据——“用什么造”和计划数据——“什么时候造”.
2.1.1 产品数据
研究的对象是36 m拖船,相关产品数据主要包括原材料清单、分段组成、分段比重、零件组成、加工类型、流向信息等.这些产品数据首先经过相应的规则库进行处理,转化成为仿真模型可以读取的格式,包括分段号代码、零件类型及流向代码、零件加工代码等,然后获取这些产品数据信息,有直接获取和间接获取两种方法,有些产品数据可以直接获取,如切割长度、零件重量等;而有些必须经过判断和计算间接获取,如拼版长度等.最后再将上述两点通过程序语言转变成为模型可以直接读取的数据信息.
2.1.2 工艺数据
工艺数据包括工艺流程、工时数据、运转方式以及调度逻辑等.图2为船厂生产工艺主流程,主要包括材料堆场、钢材处理、船体加工、分段制造、分段舾装、分段涂装、船台搭载等.工时数据是仿真运行的核心数据,其准确性直接影响仿真结果.
2.1.3 资源数据
资源数据包括场地布局、设备运输、人员配置和加工参数等,图3为厂区平面布置简图.

图2 船厂生产工艺主流程Fig.2 Main production technology process in shipyard

图3 厂区平面布置Fig.3 Factory floor layout plan
2.1.4 计划数据
依据拖船一年的生产计划驱动仿真模型,Quest开放给用户的数据接口只可调用.txt文件,为了使模型更贴近实际,在SCL中调用C动态链接库的扩展方式,在C动态库中定义DataAnylize:trans程序函数,实现了Quest可直接识别.xlsx格式文件的开发功能.
2.2 仿真模型的建立
2.2.1 几何模型的建立
Quest为用户提供了很多用于构造生产线仿真模型的基本元素,包括Part,Machine,AGV,Process等,建模时赋予它们与映射对象相同的属性及操作,为了在虚拟环境中,真实反映出船舶建造流程,需要通过Quest强大的导入/导出功能建立仿真所需的三维几何模型,图4为使用三维建模软件建立液压机和拖船的几何显示模型.
a) 液压机
b) 拖船
2.2.2 逻辑模型的建立
逻辑模型的建立即各设备的层次关系以及它们之间的交互行为,由于船舶建造系统涉及的工艺信息量大、零件种类众多,仅仅使用Quest自身提供的一些标准控制程序极其组合远不能满足仿真需求,故对于一些复杂和具有特殊调度要求的仿真模型,应用它的二次开发功能,实现仿真目标,即通过以下3种方式对其进行功能扩展:
1) 批控制语言(BCL)
可以被用来创建实体、读取模型、修改参数、运行仿真,它还可以为用户提供可视化控制功能.
2) 仿真控制语言(SCL)
SCL语言有其独特的语法句式,每一次调用的程序都存在于独立的文件夹中,使程序可以重复利用,主要的仿真逻辑包括process logic(过程逻辑)和route logic(路径逻辑)[8],通过‘User Func’选项被调用,实现用户所需的仿真效果.
3) 调用C动态链接库(DLL,即“Dynamic-Link Library”)方式
Quest 允许 SCL 主程序调用 C 语言编写的动态链接库来实现现有程序的扩展、资源的共享、平台差异以及一些特殊目的的功能.
“资本—政治—社会”范式并不是资本完全占居主导地位,在城市社会中,依然存在着政治引领资本和社会生活的范式样态,也存在着社会生活引领资本与政治的范式样态,这里只是表明三者之间存在天然的亲和力。人类社会并非只有这一种发展范式,倘若如此,那么作为母体的等级制社会如何也产生不了“资本—政治—社会”范式,等级制社会的周期式振荡也无力培育出资本主义生产方式。城市问题与城市冲突也不断提醒我们反思“资本—政治—社会”范式的内在矛盾。
2.3 船厂仿真模型建立
依据上述内容,在Quest仿真软件中建立拖船从钢材堆场到船台搭载的生产流程仿真模型,图5为全厂效果图和模型运行过程中船体C3加工跨区仿真模型.可看出,仿真模型与船厂各作业区生产流程以及加工设备一一对应,包括钢材堆场、预处理线、零部件加工(切割加工、拼版工位、小组立制作等)、集配中心、涂装房、预舾装场地、装焊平台、船台以及各起重运输设备等.此外,在模型的建立过程中,使用了大量的对象控制程序,以执行系统内部的相关运行逻辑,以钢板的批创建程序设计为例进行说明,即在初始化文件中对所需钢板进行定义,包括长度、宽度、厚度、切割类型、切割长度等.

open file file-name for text input as 2
read-line(# 2,line) /*读取文件内的数据信息*/
count=SCAN-STR(line,′ ′,sheet-name,size-x,size-y,size-z,weight,cut-length,Cut-Type)

the-part=produce(the-part-class) /*创建钢板*/
array-index=get-block-index-routine(block-name)

close #2
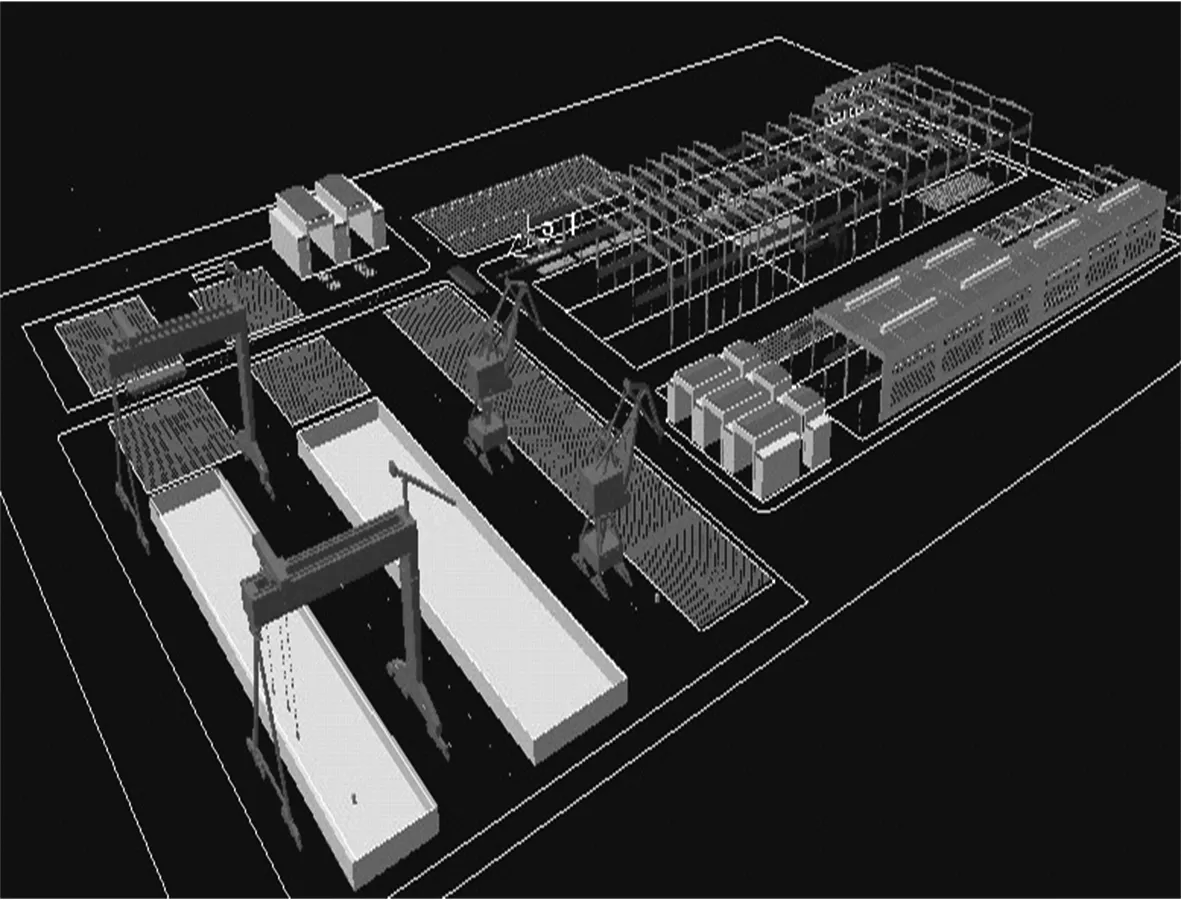
a) 全厂效果图

b)C3跨加工车间
3 仿真结果与分析优化
3.1 仿真结果
在船厂模型调试成功后进行仿真,设置仿真时间为一年,使用SCL语言控制仿真结果的输出,在各作业区域建立管控点,实时跟踪每一个零件的流向信息,采用反向逐级查找的方式,找到生产瓶颈环节.文章在1.3节提出了3个仿真系统评价指标,即设备利用率η、生产线平衡和产能输出,文中将这3个指标的优先级定义为产能>设备利用率>生产线平衡.通过仿真结果统计分析可知,4台切割机在一个月内的平均总零件产出数量为3 561个,而该产区的现有月度产能需求至少要达到3 600个.从各切割机利用率(图6)可以看出,3号切割机的平均利用率均达到80%以上,根据经验值,利用率超过75%,视为不安全,即超过安全阀值[9],而1号切割机大部分时间处于闲置状态,利用率较低.从集配中心管控点输出(图7)可以看出不同船号04分段(机舱分段)的零件集配完成时间均晚于其它分段,造成了前后道生产线的不均衡.
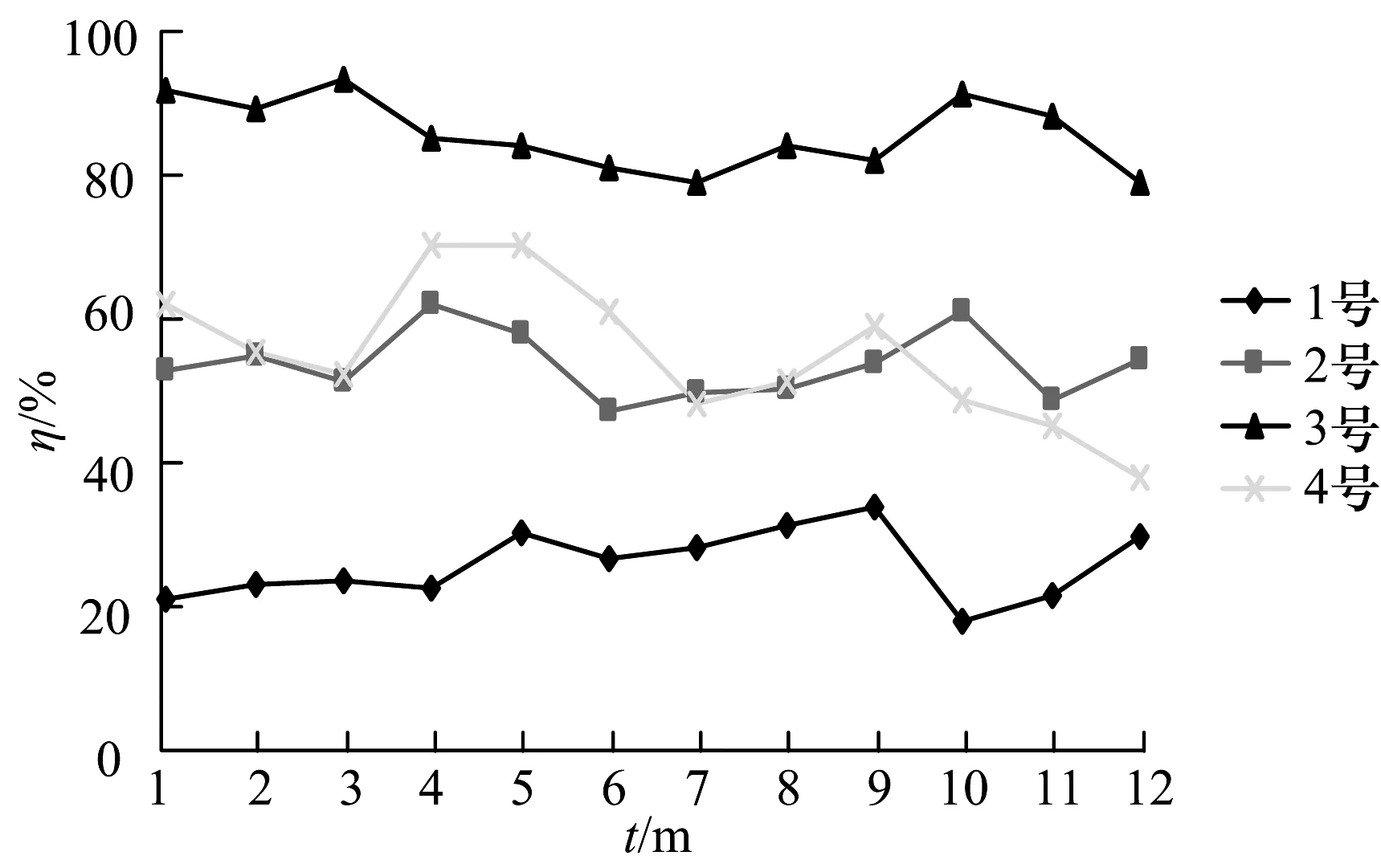
图6 各切割机利用率对比Fig.6 Comparison of cutting machine utilization
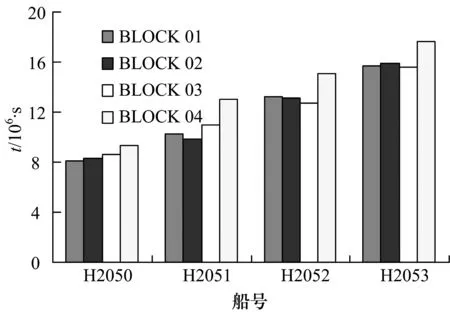
图7 集配中心管控点输出Fig.7 Control point output in distribution center
3.2 解决方案(优化)
根据调研结果可知,1,2,4号为数控等离子切割机,切割范围广,3号为数控火焰切割机,表1为36 m拖船钢板原材料及切割机资源配置信息,结合厂区实际生产现状及仿真结果分析,现提出以下2种优化方案:
1) 重新分配切割机任务资源,将3号切割机厚度大于12 mm的钢板分配给1号切割机.
2) 关闭1号切割机,将其钢板切割任务分配给2号切割机,并把3号切割机厚度大于12 mm的钢板分配给4号切割机.
3.3 方案比较
在仿真模型中分别对上述两种方案进行验证,得到结果如表2.
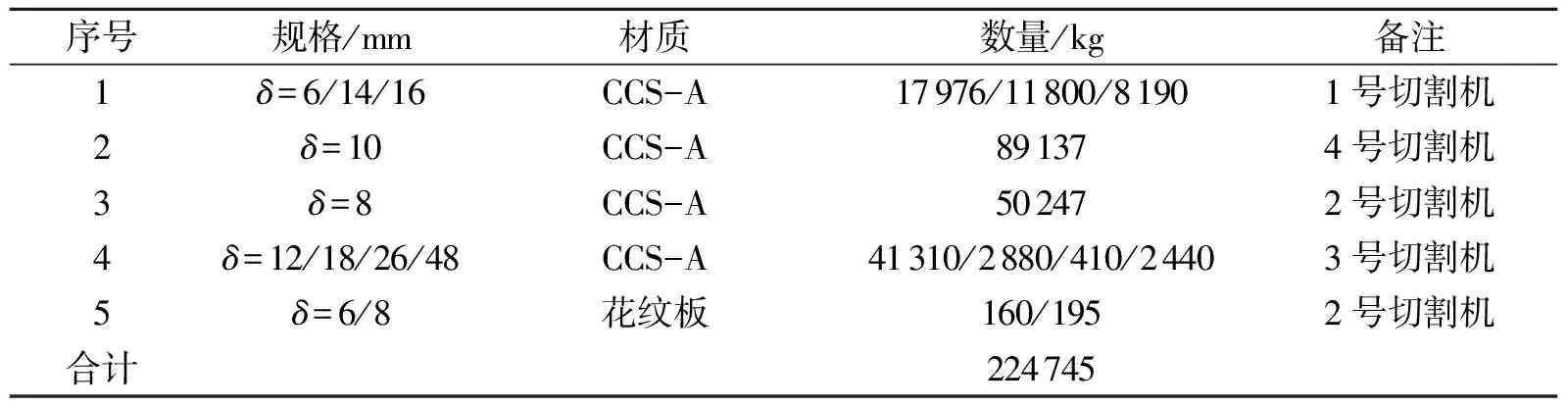
表1 钢板原材料及切割机资源配置信息Table 1 Steel raw material and cutting machine resources allocation informations

表2 调整后仿真结果输出Table 2 Results of simulation output after adjusting
选取前面定义的系统评价指标的优先级作为评价准则,可以看出,两种方案的月平均产出零件数均达到了产区现有月度产能需求(3 600个).方案1的4台切割机平均利用率数值较平均,且都在前面提到的安全阀值内,而方案2的切割机利用率均超过75%,不符合安全生产的标准,进一步通过方案1的零件集配完成时间对其生产线的均衡性进行分析,可看出,零件集配时间相对较集中,前后道生产线的节拍也较平衡顺畅,综合上述分析,应选取方案1.
4 结论
文中使用仿真软件Quest实现了拖船从钢材堆场、零部件加工、分段装焊、分段总组、船台搭载整个生产流程的建模与仿真,以切割加工区为例,进行了仿真结果的优化分析,实现了设备资源的合理配置,消除了生产瓶颈.总之,仿真技术为船厂建造计划管理技术的提高提供了有效的解决途径,是船厂实现数字化造船的一个重要手段[10].
[1] 刘炜,陈宁.造船工序计划的制定及在DELMIA平台上的实现与校核[J].江苏科技大学学报:自然科学版,2011,25(1):14-17.
Liu Wei,Chen Ning.Shipbuilding schedule and its realization and pre-examination on DELMIA module[J].JournalofJiangsuUniversityofScienceandTechnology:NatrnalScienceEdition,2011,25(1):14-17.(in Chinese)
[2] 施於人,邓易元,蒋维.eM-Plant仿真技术教程优技[M].北京:科学出版社,2009.
[3] 陈宁,曲浩.中小型船厂的建造计划管理及优化方法[J].中国舰船研究,2009,4(1):77-80.
Chen Ning,Qu Hao.Management and optimization of building program for medium/small size shipyards[J].ChineseJournalofShipResearch,2009,4(1):77-80.(in Chinese)
[4] 张靳,胡霏凌,郭聪,等.基于Delmia/Quest的煤机生产线规划仿真与应用[J].机械工程与自动化,2012(2):26-28.
Zhang Jin,Hu Feiling,Guo Cong,et al.Application of coal-mining machine production line planning simulation based on Delmia/Quest[J].MechanicalEngineering&Automation,2012(2):26-28.(in Chinese)
[5] 罗岱,柳存根.基于车间单元的船舶建造系统仿真[J].中国造船,2011,52(3):205-212.
Luo Dai,Liu Cungen.A shipbuilding simulation system based on workshop units[J].ShipbuildingofChina,2011,52(3):205-212.(in Chinese)
[6] 佘建国,范晓卫,刘璐璐,等.基于DELMIA的车用空调虚拟装配过程仿真[J].江苏科技大学学报:自然科学版,2012,26(3):249-253.
She Jianguo,Fan Xiaowei,Liu Lulu,et al.Assembly simulation of automotive air conditioner based on DELMIA[J].JournalofJiangsuUniversityofScienceandTechnology:NatrualScienceEdition,2012,26(3):249-253.(in Chinese)
[7] 傅培华,彭扬.物流系统模拟与仿真[M].北京:高等教育出版社,2006.
[8] Zhang H,Chen L P.Study on the simulation control language in the manufacture process[J].HuazhongUniversityofScienceTech,2001.
[9] 屈鹏,管在林.基于Quest的车间物流规划与仿真研究[J].物流科技,2003(1):5-9.
Qu Peng,Guan Zailin.Research of workshop logistics planning and simulation based on Quest[J].LogisticsSci-Tech,2003(1):5-9.(in Chinese)
[10] 谢磊.基于eM-PLANT的船舶建造流程建模与仿真[D].上海:上海交通大学,2009.
