液压样条的建模仿真设计与研究
2013-11-18徐维铮刘春正郑卫刚
徐维铮 徐 波 刘春正 郑卫刚
(武汉理工大学交通学院,湖北 430063)
当前船体曲板加工生产环节自动化程度较低,还处于半人工半机械加工状态。国内造船厂在船体外板加工时运用的三角样板制作耗时长、资源浪费严重。活络样条因其固有缺陷而存在手工调节、调节精度低等问题。因此,对这种制作工艺进行机械化、自动化改造十分必要。本文提出的构想是利用液压杆代替当前的活络样条立杆,通过液压控制系统驱动拉杆从而使样条成型,控制界面同时显示理论成型和实际成型,通过两者的对比后进行二次校正。
1 液压样条建模仿真设计
1.1 液压样条的组成和工作流程
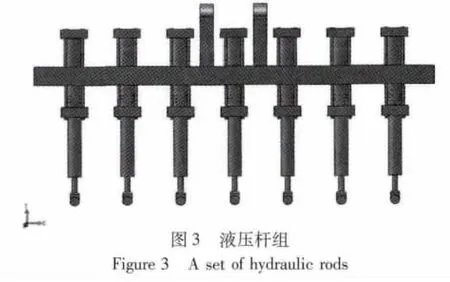
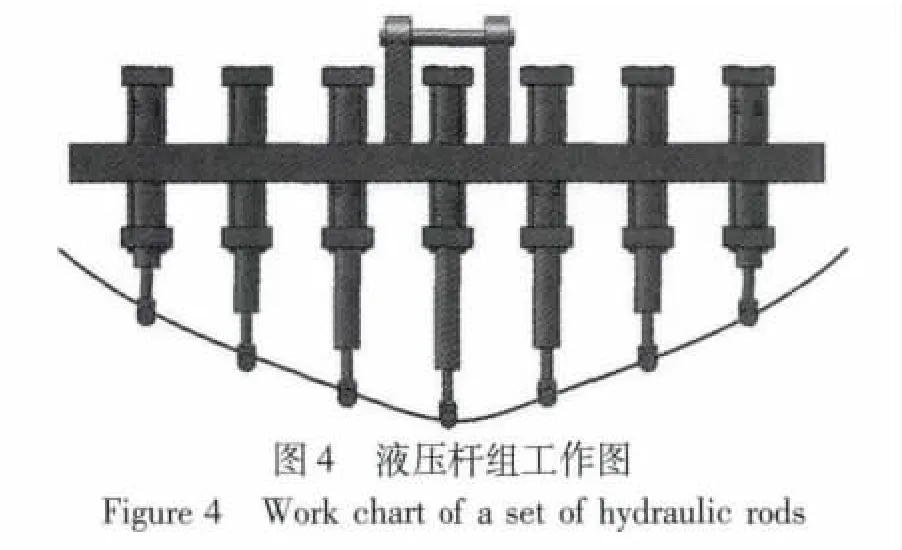
液压样条主要包括以下几个部分:悬挂液压杆(图1)、控制变形液压杆(图2、图3)、柔性钢带(图4)、龙门架(图5)。其工作流程是:通过位移传感器精确控制龙门架沿钢板长度方向的移动距离,到达某一肋位处,通过液压控制界面控制液压杆组的运动,实现柔性钢带的弯曲成形,并通过操作界面上的理论成形样条曲线对比,进行二次校正,校正后,调节悬挂液压杆的控制成形后的柔性钢带与钢板,进行弯曲校正。
1.2 液压样条建模仿真
图1~图5 是液压样条建模仿真图。
2 液压样条工作原理分析
2.1 液压杆组控制系统
液压杆组控制系统运行图见图6。




2.2 液压样条成形操作平台
此操作平台(图7)专为精确地校验水火弯板工人师傅弯板的成形效果设计,不同的操作员分别具有不同的用户名和密码。操作员登录液压样条成形工作界面后,选定工作所需的串口和波特率,点击“打开串口”来打开相应的串口。然后点击“load…”按钮,从数据库中导入选定的样条成形数据,即为七个液压杆对应的不同位置的位移量,显示在相应的方格中,同时,相应的运行速度也显示在方格中。控制电路控制液压泵的输油量来控制液压杆的精确成形。点击“matlab 导入”按钮,在操作界面下方的图形显示空格中,将会显示出相应的液压样条成形的理论图形。待所有准备工作完成之后,点击右上角开始按钮,电机工作控制液压机按要求的速度和最终位移量开始动作。当液压机动作结束后,对应的状态显示变为“完成”字样,表示工作完成。待所有液压机工作完成后,点击“归零”按钮,电机控制液压机运动回最初位置,相应显示恢复到工作之前状态。
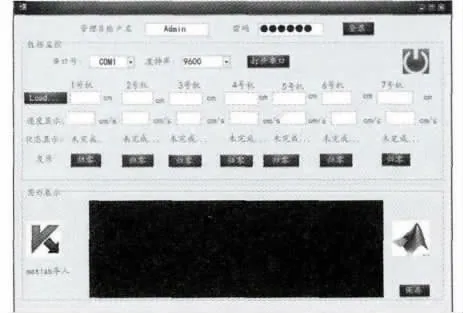
图7 液压样条成形操作平台Figure 7 Operation platform of hydraulic spline formation
3 钢带变形有限元分析
3.1 简化分析模型
在ANSYS 软件中建立实体模型。由于实体模型为有7 个可动支撑点的钢带,且柔性钢带的两端是完全自由端,与结构力学中所学的有刚性支座的梁的弯曲变形不同,柔性钢带的变形严格来说是一个非线性的动力学问题,精确求解需要用到弹塑性理论和接触理论。为了简化模型,在这里我们不考虑中间5 个节点在变形过程中所受的摩擦力。在7 个支撑点加垂向力使其自由弯曲,在两端加上方向相反的摩擦力,两端的位移约束为自由支持。分析受力最大的情况下,观察在达到所需要的弯曲扰度时,最大应力是否超出了许用应力。简化模型如图8 所示。
3.2 定义单元类型及材料属性
采用2 node 188 梁单元进行分析,弹性模量为205 GPa,泊松比为0.28,密度为7820 kg/m3,屈服应力为220 MPa。由于柔性钢带为空间规则几何体,故选用平面单元。在material models 中依次输入弹性模量、泊松比和密度。
3.3 有限元网格的划分
按照柔性钢带长度划分节点数,节点数从中间向两端依次减少。对钢带模型进行网格划分的有限元模型如图9 所示。


3.4 约束和载荷处理
约束边界条件如图10 所示。
3.5 分析结果
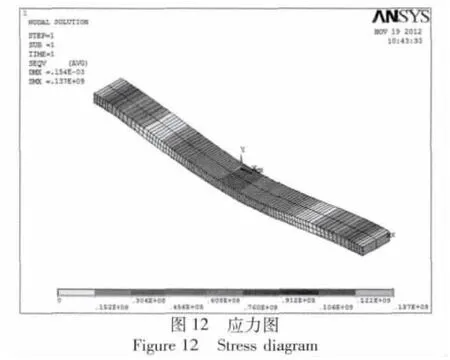
模型变形后的轮廓位置如图11 所示,最大位移为154 mm,图12 应力图中的最大应力为137 MPa,小于220 MPa。
从ANSYS 中查看各节点的受力情况,无论位移还是应力都在材料取用范围之内。故在极限受力状态下,所分析的梁单元仍保持在弹性变形范围之内,因此只需在调节过程中保持同时不同速的调节方式,无塑性变形。可以满足液压样条的力学要求。
4 结论
(1)本文提出了液压样条的构想,并通过建模和有限元分析,得知通过液压杆的控制完全可以实现在水火弯板现场精确矫正钢板变形的需要。代替传统的活络样条的手工调节,操作人员只需通过操作平台即可实现弯板的检测和矫正,实现船厂弯板检测的机械化和自动化。(2)本文的操作界面和模型的建构是一种虚拟的仿真,ANSYS 有限元的受力分析也仅仅是一种简化的力学模型分析。如果该设想能够转化为实物模型并通过实验进行一系列的测量和修正,那么对于实现节能和能源的可持续利用有重大的意义。


[1]邵天骏.铝质多功能活络样条.船艇,1991,02:16.
[2]高真所.活络样条在船体建造中的应用[J].造船技术,1992,08:25-27.
[3]刘集善.铝质活络加工样板的使用.造船技术,1992,05:23-26.
[4]沪东中华造船(集团)有限公司.万能样板条:上海CN200820058691.0[P].2008-5-21.
[5]汪骥.水火弯板自动化加工工艺的关键技术研究[D].大连理工大学博士学位论文,2006.
[6]廖保华.船体外板数控测量装置研究.武汉理工大学硕士学位论文,2008.5.
[7]徐业峻.船体曲面钢板成形自动化检测方法研究[D].大连理工大学硕士学位论文,2008.
[8]大连造船厂.船体外板展开及活络加工样板计算程序[Z].大连造船厂,项目年度编号:90210036.
