MESA气氛控制系统在天然气加热炉中的应用及典型故障处理
2013-11-16吴亚飞
吴亚飞
(宝鸡市宝钛集团有限公司锻造厂,陕西 宝鸡 721014)
1 概述
宝钛集团锻造厂拥有多台天然气加热炉,在钛及钛合金锻件加热过程中如果炉膛内氧含量过高可会导致起某些金属在高温状态下氧化,从而导致锻件缺陷、凹陷或表面光洁度降低,这些都是不合格的产品。为了提高产品成品率,结合我厂实际情况,我们采用了MESA采样式气氛控制系统。
2 系统组成及安装
该系统由采样检测装置(氧化锆探头)、智能加热电源(NTV44P)和气氛调节部分构成。测量信号进入PLC系统,经过运算后,控制风量,以控制空气燃气比例,按照预设的氧含量(过量空气系数λ值)进行闭环控制,λ值可以任意设定和修改。
采样式是指通过气体取样管将被测气体导入检测室,然后通过加热电源把氧化锆探头加热到工作温度(550℃)以上后输出信号(如图1所示)。相对于直插式,采样式安装方式灵活,维护简便,因为采用了独立的加热电源,避免了氧化锆探头无法对低温环境下氧含量进行检测的弊端。

图1 检测系统安装示意图
MESA NTV44P智能加热电源与氧化锆探头配套使用,具有下列功能:(1)可以将氧化锆探头的工作温度控制在一个固定值上。(2)可以输入氧化锆探头的信号,并加以隔离。(3)可以直接计算氧含量百分比或露点。(4)在量程范围内,可选择0-1300mV、0-10V、0-20mA或者4-20mA四种类型的输出。取样管测量的一端安装了一台抽气泵,该气泵可直接将炉膛内气体抽至探头处,提高了系统的灵敏度。在实际工况中,通常测量的λ值为0.8-2.0,且需要在此范围内可调节。我们参照说明书,将NTV44P的量程设定为0.8-2.0,输出设定为4-20mA,将此信号输入到S7-300的模拟量输入模块上。
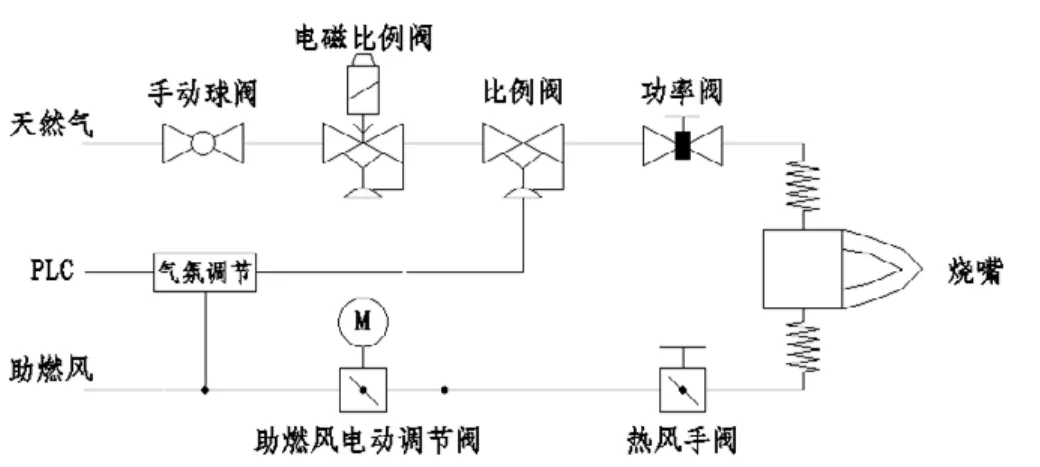
图2 气氛调节装置安装示意图
气氛调节装置安装在助燃风管道的一个分支上,来自PLC的信号对其进入燃气比例阀的压力进行控制,使其能够借助助燃风的压力对燃气管道上的比例阀进行微调,以达到通过λ值对空燃比进行调整,实现闭环控制(如图2所示)。
3 典型故障处理
3.1 λ测量值始终为1.0
出现该故障后,首先检查了NTV44P智能加热电源,发现输入电压正常,输出至PLC的电流约为6mA。用手触摸氧化锆探头安装的部位发现温度较高,说明NTV44P的加热功能正常,探头处于正常工作温度。将氧化锆探头从测量室拆除,移至空气中,测量输出电流仍为6mA左右,正常时探头暴露在空气中的测量值为2,说明探头内部并没有与空气接触。仔细检查后发现探头内部有水。经分析,进入冬季后北方天气寒冷,取样管内外存在较高的温差,而天然气燃烧后的废气中含水,水气冷凝后积存在取样管和测量室中,导致氧化锆探头无法正常工作。后将取样管从炉体拆除清理掉积存的水,并重新开孔安装取样管,抬高了测量室,使取样管与水平方向形成约5°的夹角,以防止冷凝水再次积存。经过一冬天的观察,此类故障再未出现。
3.2 λ测量值变化缓慢
根据以往的经验,在炉膛开始升温后,大约3分钟之内,λ能达到预设值。但某日升温开始一小时后仍未达到预设值。检查了探头、气氛调节比例阀及加热电源均未发现异常,最后发现气泵抽气不顺畅。打开该隔膜泵后发现振动部分连接的硅钢片一面已经断裂,分析与安装方向不对有关(此前安装方式为侧装),震动的硅钢片长期受力不均匀导致疲劳断裂。后将其改为垂直安装,此类故障再未出现。
经过一段时段的运行后笔者注意到此类隔膜泵因其内部存在振动机构,在连续工作的过程中仍然会造成内部元件损坏。且此泵为进口产品,价格较高、采购周期较长,故现已采用价格低廉的国产直流无刷真空泵作为采样泵。这种泵体积小、重量轻、安装不受条件限制,经实验证明能满足需要。
结语
经长时间的使用表明,MESA气氛控制系统具有寿命长、系统响应速度快、可靠性高、测量准确等优点。经多批次试样的检测结果表明,此系统能够满足产品的需要,有效地提高了成品率。
参考文件
[1]夏丽芳.金属热处理工艺学[M].哈尔滨:哈尔滨工业大学出版社,2012.
[2]向晓汉,等.西门子PLC高级应用实例讲解[M].北京:机械工业出版社,2010.
