保护石墨鳞片的磨矿效果表征
2013-11-14张国旺李自强
龙 渊,张国旺,李自强,肖 骁
(长沙矿冶研究院有限责任公司,湖南 长沙 410012)
鳞片石墨是一种很重要的工业原料,广泛应用于冶金、机械、电子、化工、轻工、军工、国防、航天及耐火材料等行业,是当今高新技术发展必不可少的新兴非金属材料之一[1]。
鳞片石墨因其结构呈片状及良好的表面性质,具有良好的天然可浮性,是自然界中可浮性最好的矿物之一。但又因为它的特殊性质,在磨矿过程中,鳞片结构容易遭到破坏,使其价值降低,因此在磨矿选别中应加以保护。
1 保护石墨大鳞片的重要性
通常大鳞片是指+80目、+100目的鳞片状石墨,低于这些目数即为小鳞片石墨。大鳞片石墨较小鳞片石墨来说具有更大的价值:①在鳞片石墨的经济价值上,同样品位下,大鳞片石墨价格是细鳞片的数十倍;②在鳞片石墨的用途上,制造坩埚及膨胀石墨等用途必须使用大鳞片石墨,细粒级的不能使用或者很难使用,在石墨烯的制备中,大鳞片石墨更利于石墨烯的生成;③在鳞片石墨的自身性能上,大鳞片石墨要优于细鳞片石墨,如:润滑性,石墨鳞片越大,摩擦系数越低,润滑性越好;④在鳞片石墨生产上,大鳞片石墨除了在原矿中提取之外,现代的工业技术无法生产合成大鳞片石墨,鳞片一旦被破坏就无法恢复,而细鳞片通过大鳞片破碎即可得到;⑤从储量上看,我国大鳞片石墨储量低,在选别过程中由于复杂的再磨流程致使石墨鳞片破坏严重,产量较少,导致市场供不应求[2]。
此外,在专家讨论黑龙江省石墨产业广阔发展前景中,孙传尧[3]院士也着重强调鳞片石墨在选别过程中要注意保护石墨大鳞片,大鳞片石墨用途广、资源少、价值高,所以在生产中必须尽量保护大鳞片不被破碎。
2 保护石墨鳞片的表征方法
石墨的选矿大多是阶段磨矿多次浮选[4],目的就是保护石墨鳞片不被破坏,而在鳞片石墨的磨矿过程中,如何表征其磨矿的好坏,就要有正确的表示方法。有很多专家学者对鳞片石墨进行了研究,也提出了较多保护石墨大鳞片的磨矿选别工艺方法,但保护石墨鳞片的判定标准及公式却几乎无人提及。因此,如何表征保护石墨鳞片的好坏,成为一项课题。
2.1 前人研究
一些选矿研究者用再磨后品位变化来表征,另有一些研究者用一定级别产率损失来表征,但这些都不够全面。经后续学者研究指出在石墨选矿中,对再磨机磨矿效果进行比较和评价时,单纯的从再磨后的品位提高的大小或一定级别产率的损失率为依据都是不全面的,应当把大鳞片的产率和品位两个方面的变化综合加以考虑。再磨时连生体解离越充分,品位提高越大,效果就越好;另一方面,再磨后,大鳞片产率降低的越小,保护大鳞片的效果就越好。所以在石墨选矿中对再磨机磨矿效果评价时,采用再磨前后一定级别(+100目)产率的减少与品位提高的比值ω[5]来反映产率和品位变化的相对关系如下式:
式中:γ前,γ后——再磨前后一定级别产率(%);
β后,β前——再磨前后一定级别品位(%);
ω值越小,对石墨鳞片保护效果就越好。
2.2 本文研究
本文作者认为,上述方法对磨矿方式以冲击力为主的磨机(球磨机)磨矿效果表征较符合,但对磨矿方式以剪切力为主的磨机[6](搅拌磨机)的磨矿效果表征还不够完全。
比如当脉石与矿物各占一半的相互嵌布的矿物颗粒,如图1所示,且脉石粒度大于100目,当经过剪切力为主的磨机磨矿后,矿物颗粒从解离面一分为二。因此,本来是一个良好的单体解离,而用上述表征方法表示的话,脉石矿物也会进入一定粒度级别(100目),从而增加其产率且降低其品位,影响ω的判断,所以ω表示就不够完全。
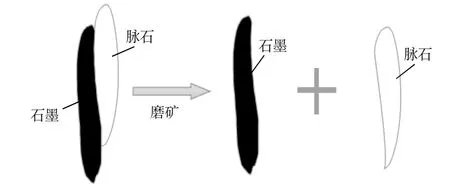
图1 矿物经磨矿解离示意
因此,作者认为,对石墨鳞片磨矿好坏的评价,应经过同等浮选条件选别过后,对精矿的各项指标进行分析,精矿产率越高并且精矿中+100目产率越高,磨矿效果越好,其次精矿中+100目品位较其磨矿前提高越高越好。此外,还应跟回收率有关,同样的道理,在相同的浮选条件下,回收率越高,说明单体解离度越好。
综上所述,其表征方法采用再磨前与再磨选别后一定级别(+100目)产率的减少与品位提高的比值并与精矿回收率倒数的乘积L表示,此L表示的意义是磨矿破坏系数,公式如下:
式中:γ前——再磨前一定级别产率(%);
γ精——再磨选别后精矿的产率(%);
γ1——精矿中+100目的产率(%);
α精——再磨选别后精矿的回收率(%);
β1,β前——再磨前与在磨后精矿中一定级别品位(%)。
破坏系数L越小,磨机对石墨鳞片保护效果就越好。此外,在选矿厂的表征方式用选别后精矿的正目比来表示,正目比是采用+100目在每段产品中所占的百分数来表示石墨产品的好坏,+100目越多,品位越高,产品的品质越好。这其实也是上述公式L的一个直观表达。
3 试验验证
为验证上述公式的合理性,作者用立式搅拌磨机进行了鳞片石墨的两组磨矿试验。
试验过程如下:取150g石墨粗精矿,其品位为+100目品位为35.32%。+100目产率为65.97%。将其加入到立式搅拌磨机中,设定磨矿浓度30%,搅拌器转速设为100r/min,分别取1800g 2、4、6、8mm的纳米介质球对其进行磨矿3min。其磨后产品平均分成两份,一份进行直接分级;另一份用同样样的药剂制度进行浮选,获得精矿尾矿。
3.1 磨矿分级方式
磨矿分级流程如图2所示。

图2 磨矿分级流程
磨矿产品筛析并按ω公式处理的结果如表1所示。
由表1且按ω公式判断,可以看出介质球为2mm时,对石墨鳞片的破坏最少,磨矿对石墨鳞片的保护效果也就最好;介质球为4mm时,破坏系数ω为2.46,为最大,因此对石墨鳞片的破坏也就也大。
3.2 磨矿浮选方式
磨矿浮选的流程如图3所示,其浮选条件为捕收剂215.5g/t、松醇油82g/t、刮泡2min。其浮选所得精矿分析结果见表2所示,精矿按L公式处理的结果如表3所示。
由表3可以看出,当介质球为6mm时,破坏系数L最小为1.11,因此,按L公式判断,可以看出6mm介质球对鳞片石墨的磨矿效果最好。

表1 磨矿产品筛析处理结果
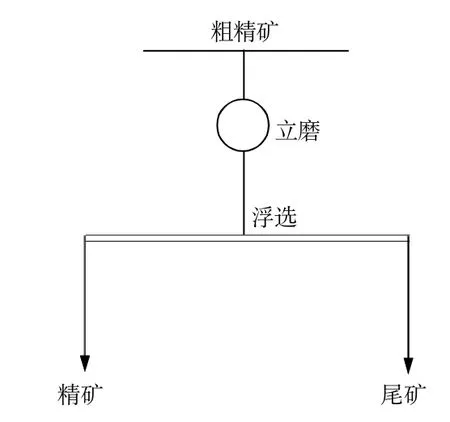
图3 磨矿浮选流程
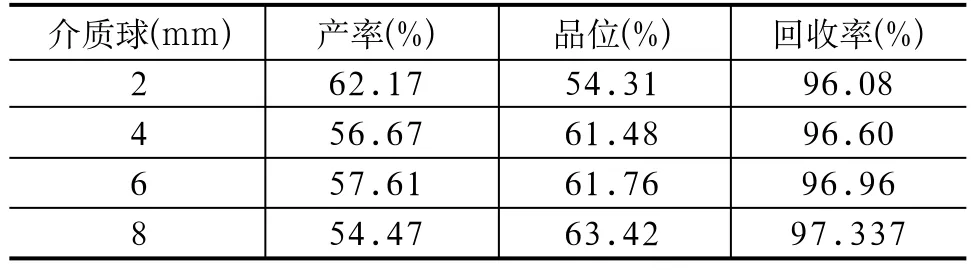
表2 浮选精矿分析结果
3.3 试验分析
通过ω值与L值得分析,可以看出,两者的结果不同,得出的结论也不一样。对比磨矿产品+100目的品位与浮选精矿中+100目产品的品位,两者品位相差10%以上,其分析如图4所示。

表3 精矿分析处理结果

图4 磨矿与浮选+100目产品品位对比
从图4可以得出,+100目磨矿产品的品位只有40%多左右,其品位低的原因是因为产品中含有一定量的大颗粒脉石,说明单体解离好的矿物与脉石没有得到较好的分离,从而影响其品位,因此,用ω公式去分析表征磨矿效果,就不能很好的说明问题了。
浮选的原理就是浮出有用矿物而分开脉石,通过浮选限制脉石进入到一定级别的产品中来,让单体解离好的矿物与脉石得到分离开来,进从而用L公式分析就更加合理了。
3 .4 电镜照片分析
通过电镜照片,可以直观的参看两产品中的物质情况,图5、图6分别是6mm与2mm介质球所得产品的电镜照片对比图。

图5 6mm介质球磨矿后+100目产品
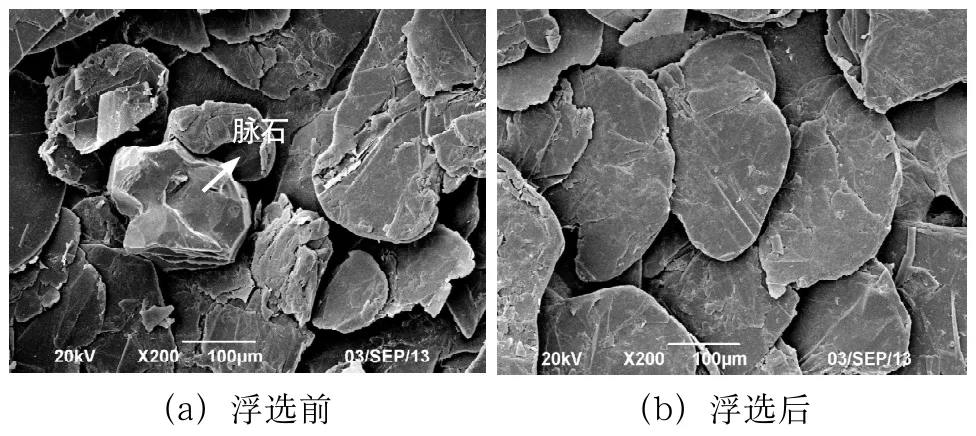
图6 2mm介质球磨矿后+100目产品
从图中可以看出,有明显的大颗粒脉石处在+100目产品当中,这也就是两产品品位相差10%左右的原因所在,同时也可以证明用L公式是更加合理的。
从图6(a)中也可以明显看出大颗粒脉石矿物,而浮选后+100产品就没有那样多杂质的情况,如图6(b)所示。从而证明了试验分析的正确性。
4 结论
综合以上试验分析,可以得出如下结论:
(1)通过分析,可以得出ω公式对保护石墨鳞片的磨矿效果表征不够完全,只适用于以冲击力为主的磨机磨矿效果的表征。
(2)通过假设提出L公式,并通过试验验证,证明L公式在鳞片石墨的磨矿表征上更具有合理性,是正确的。这种L的表征方法是一种较为客观的表征方式。
(3)在保护石墨大鳞片的研究中,可以用L公式表示其磨矿效果的好坏。
[1]INAGAKI M,TOYODA M,KANG F Y,et al.Pore structure of exfoliated graphite[J].New Carbon Materials,2003: 241-249.
[2]龙渊,张国旺,李自强,等.保护石墨大鳞片的工艺研究进展[J].中国非金属矿工业导刊,2013(2):44-47.
[3]孙传尧.选别过程中要保护大鳞片石墨[EB/OL].http://www.cnpowder.com.cn/news/18688.html.2011-07-27.
[4]宋广业.鳞片石墨的破磨特性与再磨设备的合理选择[J].山东建材学院学报,1990,4(2):47-50.
[5]刘渝燕,刘建国,魏健.某晶质石墨矿提高精矿大片产率及品位的选矿工艺研究[J].非金属矿,2003,26(1):50-51.
[6]张国旺,赵湘,李自强,等.大型超细搅拌磨机研制及其在非金属矿生产中的应用[J].非金属矿,2009,32(S1):33-35.
