磁力泵故障分析及处理
2013-11-07张军
张 军
(中海石油舟山石化有限公司 机械动力部,浙江 舟山 316015)
1 前言
磁力驱动泵(简称磁力泵)是利用永磁体的磁力偶合实现扭矩无接触传递的新型工业用泵。 磁力传递能量时,被驱动轴无需穿出机壳,而是利用磁场的穿透性传递扭矩,取消了传统机械传动连接和动密封,从根本上消除了轴封泄漏,杜绝了石油化工行业中的“跑、冒、滴、漏”现象。
某石化公司硫磺车间污水汽提装置安装有两台塔顶回流泵P3402AB,由于泵送介质酸性水一旦泄漏会给人身安全及环境带来危害,因此采用磁力泵来实现零泄漏。 然而,此两台泵在使用过程中,由于多种原因,频繁损坏,严重危及装置生产、人身安全,为此如何改进磁力泵使其适应装置的具体工况成为燃眉之急。
2 磁力泵结构
塔顶回流泵P3402AB 系由江苏某公司制造MT-CEP50-32-200 型磁力泵,属同步型磁力驱动常温单级卧式化工泵。
2.1 传动部分
MT-CEP 型磁力。
泵属同步型磁力联轴器,其内、外磁转子永磁材料为钕铁硼(NdFeB)。
2.2 冷却、润滑
MT-CEP50-32-200。
型磁力泵采用内循环冷却、润滑系统,其原理见图1。
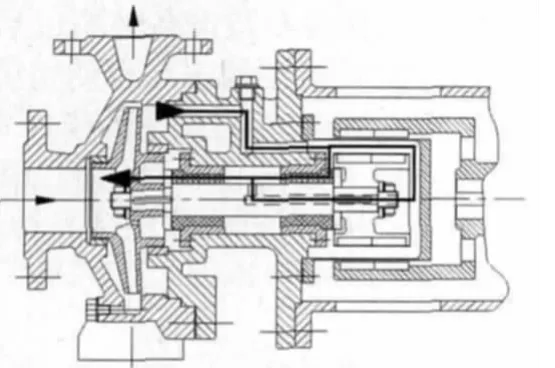
图1 内循环示意图
3 磁力泵故障原因分析
自2004 年3 月,MT-CEP50-32-200 型磁力泵在污水汽提装置投用以来故障频繁,平均10 天就要检修一次,经常出现两台泵带病运行情况,严重威胁装置生产和人身安全。
为查找磁力泵频繁故障的原因, 将磁力泵的破坏型式及运行工况对比分析发现,泵送介质中含有大量焦粉粒和铁磁性硬质颗粒,虽经Y 型过滤器除去了部分直径较大的颗粒,但由于管路上没有安装磁性过滤装置, 大量直径较小焦粉粒和铁磁性硬质颗粒仍留在介质中,满足不了磁力泵的设计使用条件。
一般网式过滤器只适合滤除含杂质较少的介质, 且主备冗余配置,以便切换清洗。 而现场实际情况是泵送介质酸性水中含有大量焦粉粒和铁磁性硬质颗粒,且Y 型过滤器为单台布置。 由于以上所述原因,往往造成如下不良后果:
(1)焦粉粒和铁磁性硬质颗粒堵塞过滤器,造成介质不足或中断,导致泵空转或抽空。
磁力泵在小流量或无介质空转时,介质对内磁转子、隔离套和轴承冷却、润滑不足,导致泵内温度急剧升高,引起隔离套退火,内、外磁转子退磁、轴承烧碎。
磁力泵在抽空状态运行时,工况波动大,负荷变动频繁,扭矩波动大。 内、外磁转子由于扭矩的波动发生相对滑动产生大量涡流热,如冷却不利,将导致磁体退磁,磁块热胀卡死。
在抽空时, 磁力泵的液力平衡状态被破坏, 转子前后窜动,滑动轴承承受很大轴向力而导致轴承推力面损坏。
(2)大量焦粉粒和铁磁性硬质颗粒随介质进入冷却、润滑通路,对流经零、部件冲蚀严重。
由于隔离套壁厚仅为1mm,成为磁力泵的薄弱环节,最容易磨穿、泄漏。 隔离套的穿孔部位,大多数位于筒体底部的圆周面上,这是因为冷却润滑介质进入隔离套后,在内磁转子的带动下形成环流,质量较大的硬质颗粒在离心力的作用下被甩到环流的最外层直接与隔离套相摩擦,环流在隔离套底部改变流动方向施加给隔离套底部圆周一个反作用力,这样底部圆周面受到离心力及环流反作用力的共同作用,此处磨损较严重。
(3)铁磁性物质随介质进入冷却、润滑通路,对磁性部件造成严重破坏。
铁磁性硬质颗粒经过冷却、 润滑通路, 被磁性部件所捕获,对磁性部件造成严重破坏。 被内磁转子捕获的铁磁性硬质颗粒,会对内磁转子的不锈钢包套产生磨损;被外磁转子捕获的铁磁性硬质颗粒,会对隔离套产生磨损。 铁磁性硬质颗粒对隔离套的磨损部位与外磁转子上永磁体位置相对应,且隔离套与外磁转子永磁体中心相对应稍向下游部位磨损最为厉害。 其原因在于永磁体中心处对铁磁性硬质颗粒吸引力最强,由于铁磁性硬质颗粒流入隔离套时带有惯性,所以位置稍向下游。
铁磁性硬质颗粒数目较多时,大量铁磁性硬质颗粒被内、外磁转子捕获,堆积在隔离套与内磁转子之间阻塞内磁转子冷却通路,导致内磁转子退磁、后滑动轴承干磨及隔离套的磨损。
分析磁力泵发生故障的原因后, 针对故障原因采取以下措施:取消过滤网,消除由于过滤器堵塞造成的泵空转或抽空;堵死轴承体小孔,防止大量焦粉粒和铁磁性硬质颗粒随介质经轴承体小孔进入冷却、润滑通路;将内循环冷却改为外循环冷却;严格操作纪律,严防超负荷及负荷频繁变动。
改造后的冷却、润滑系统如图2。

图2 改造后冷却、润滑系统
4 改进后效果
2004 年10 月对两台磁力泵进行改造,改造后磁力泵的运行条件得到了改善,泵的平均运行时间明显提高,其中一台从2004 年10 月改造后一直运行2 年仍未出现故障, 满足了正常生产的要求,节约了大量的人力、资金。
