差厚板退火过程的组织演变模拟研究
2013-11-05刘相华
田 野,支 颖,刘相华
(东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳,110004)
节能减排已成为汽车行业发展的大趋势,汽车轻量化是汽车行业面临的一项重大课题。汽车轻量化途径一是优化汽车框架结构,二是在车身制造上采用轻质材料。继激光拼焊板(TWB)之后,柔性轧制差厚板(TRB)的研制成功为实现汽车减重提供了新途径[1]。轧态差厚板由于其沿轧向的厚度呈周期变化,且加工硬化程度不同,故在退火后其薄区和厚区的性能差异较大[2],合理控制并利用这种差异性能的变化,是差厚板性能控制的一个重要内容。
冷轧差厚板力学性能与其退火过程的组织演变及退火后的晶粒尺寸密切相关[3]。为此,本文以CR340差厚板退火过程为研究对象,采用实验和模拟方法对其组织演变进行对比分析,以期为制定差厚板退火工艺优化提供依据。
1 实验
1.1 材料
本实验所用材料为CR340差厚板,其化学成分如表1所示。

表1 实验钢种的化学成分(wB/%)Table1 Chemical compositions of test steel
1.2 实验方法
1.2.1 试样制备和表征
在CR340差厚板的不同厚度区域取试样进行退火实验,并采用Leica型金相显微镜、Instron型拉伸实验机和ZEISS型场发射扫描电镜等对试样进行测试和表征。
1.2.2 试样退火处理过程
将试样置入SX-2-12型管式炉中进行等温退火处理,试样温度由其附近的热电偶直接测得。在实验过程中,首先将炉温加热至设定温度,待炉温稳定一段时间后放入试样,并指定保温时间空冷至室温。根据产品要求,本文确定试样薄区为主要研究对象。
2 退火差厚板性能和组织分析
图1为试样在580℃×4h退火后不同厚度区域的力学性能。由图1可看出,退火后试样沿轧制方向的性能差异化明显,其相应的再结晶退火行为也大不相同。
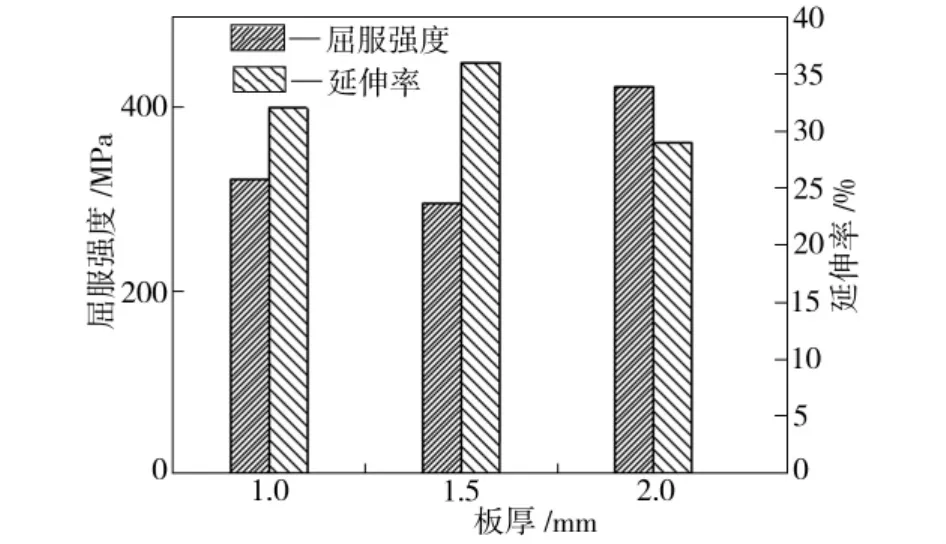
图1 试样退火后不同厚度区域的力学性能Fig.1 Mechanical properties at different regions of CR340 TRB after annealing
图2为试样600℃退火过程的EBSD晶粒取向图(板厚为1.0mm),据此可以初步判断其再结晶起止点。由图2(a)可看出,试样600℃×128s退火时,压扁的晶粒内部存在大量的小角度晶界(如图2(a)细线所示,图中粗线为大角度晶界),位错已开始重新规则排列并且有多边形化的迹象,同时部分位错密集的地方已开始再结晶,细小的再结晶晶粒开始形核生长,再结晶晶粒内部已无亚结构。由此可见,试样已经进入再结晶阶段。由图2(b)可看出,当保温时间达到256s时,再结晶晶粒明显增多并有一部分开始生长,形变金属中的亚结构明显变少,且小角度晶界排列更加规则。随着再结晶过程的进行,形变组织被再结晶晶粒一点点吞噬,亚结构越来越少,大部分晶粒已开始生长,但位错较密集的地方仍然有新的再结晶晶粒形成。由图2(e)可看出,当保温时间为2048s时,试样中几乎没有形变组织,亚结构基本消失。

图2 试样600℃退火过程的EBSD晶粒取向图Fig.2 Orientation map of grains by EBSD during annealing at 600℃
3 模型的建立
3.1 CA模拟方法
元胞自动机(CA)是建立于细胞演化基础上的时空离散、空间离散、状态离散且空间相互作用及时间上因果关系皆局部的动力学模型。人类进入21世纪以来,采用CA方法预测金属的组织演变成了备受关注的热点[4-8]。由于人们对再结晶过程的研究还不够完善,理论模型还有待进一步开发,故目前通过实验手段还无法实现再结晶过程的可视化。这样引入元胞自动机方法来进行模拟,就弥补了理论和实验的不足,并原位再现了整个再结晶的过程。因此,本研究采用CA模拟方法,在计算机上再现材料加工过程,并辅助实验,可降低实验成本,缩短产品的开发周期,以完善产品的生产工艺过程。
3.2 主要模型及参数
3.2.1 形核率模型[9]
材料再结晶过程中的形核是非常不均匀的,一些具有高储存能材料的形变组织会选择择优取向进行再结晶。为更好地研究材料再结晶过程,考虑到变形程度对其再结晶行为的影响,可用下式来描述再结晶形核率:

式中:f、Ka分别为形核率调整参数,f=1.3×109s-1,Ka=1.0×10-9;δ为晶界厚度,δ≈2.5×10-10m;R为气体常数;T为绝对温度,K;Qn为再结晶激活能,Qn=160kJ/mol;为单位体积变形晶粒表面积,m2/m3:
其中:Rt为冷轧压下量,%。
3.2.2 长大速率模型[10]
长大速率模型为

式中:M 为大角度晶界迁移率,m/s;P为由晶界两边储存能差带来的再结晶前沿晶界迁移的驱动力,J/m3。M和P分别由下两式确定:


式中:D0为晶界自扩散系数;b为柏氏矢量;Qb为晶界迁移激活能,kJ/mol;γ为大角度晶界界面能,J/m2;K 为该段晶界曲率,m-1。
将式(5)、式(6)代入式(4)中,即可确定再结晶的长大速率v。
3.3 模拟过程
3.3.1 基本假设
对材料组织模拟时采用以下基本假设:①材料组织模拟过程的生长在晶粒长大到互相碰撞时结束;②只将实际材料组织的平均晶粒尺寸耦合进入初始材料的元胞自动机模型中;③对于材料的冷轧模拟,只简单考虑纵向压扁和横向的伸长,不考虑位错及晶粒等微观变化。
3.3.2 冷轧前组织模拟的实现
为了模拟冷轧组织再结晶的退火过程,先要得到初始组织。采用均匀形核的方式在元胞空间内抛撒一定数目的晶核,以随机方式置入到元胞自动机的格子中,抛撒的形核数目由实验获得的初始晶粒直径来决定。母相晶粒可以近似为圆形,由元胞空间面积守恒计算可得[11]:

式中:N为母相形核数目;Y为元胞总数;d0为初始晶粒直径,mm;a为元胞尺寸即元胞边长,mm。即:

晶粒采用随机取向,用ori表示(取1~180之间的数),不同数值代表不同的晶粒取向,取向相同的元胞代表同一个晶粒,不同的颜色代表不同取向的晶粒。采用Alternant Moore邻居构型,晶粒按照等轴晶的方式生长,当两个取向不同的晶粒相互碰撞时,在碰撞方向上将停止生长。当所有的元胞均转变为晶粒时,母相组织形貌形成结束。为清晰地观察在母相上的再结晶退火过程,可以把彩色的母相形貌处理成灰白色,之后再结晶晶粒用彩色来加以区分。
3.3.3 冷轧组织的建立方法
虽然晶体塑性有限元理论能较好地把微观力学原理和宏观加工工艺结合起来,但目前就其微观机理的研究仍有不同的见解[12]。本研究在模拟冷轧过程时,采用“坐标系压缩法”。所谓“坐标系压缩法”,是指在初始材料模拟结束后,直接将元胞自动机网格的上下两个边缘坐标系进行压缩,以达到变形的目的。经比较发现,模拟得到的组织与实际组织比较相似,虽然精度和实际情况有一些差异,但相比利用晶体塑性有限元方法,节省了大量的时间和精力,计算周期也大大缩短。然而,“坐标系压缩法”会导致元胞变形,在元胞自动机模拟退火过程中,从冷轧组织生成到退火过程结束是一个连续的过程,并不方便重新划分元胞网格,故采用元胞捆绑的方法来校正单位元胞,从而消除由于元胞非正常变形带来的各向异性。在不涉及微观机理和深层次理论模型的前提下,采用“坐标系压缩法”同样能较好地反映微观组织的拓扑特征及其演变过程。
3.3.4 退火过程的再结晶模拟
(1)采用压下率分别为9%、32%和55%三种冷轧,以研究差厚板不同区域的再结晶状况。
(2)为了简化模型,用等温退火模拟程序模拟CR340冷轧差厚板退火过程,略去升温和降温过程。
(3)元胞单元采用四方形网格,模型将模拟区域划分为1000×1000二维元胞空间,每个元胞边长a为0.1μm。
(4)邻居类型和边界条件的选择。采用Alternant Moore型邻居,边界条件采用周期性边界条件。
(5)转变规则(形核与长大规则)。元胞自动机模拟再结晶的形核规则主要有位置过饱型形核规则、一定速率型形核规则和概率型形核规则。本研究采用一定速率型形核规则。形核只发生在晶界处的元胞上。形核的元胞数量B由下式决定:

式中:ds为再结晶临界核心直径,mm;形核率由式(1)计算可得。
一旦元胞开始形核,就会以速率v向其近邻长大,使其近邻的元胞从未再结晶状态转化为已再结晶状态。采用确定性长大演化规则,晶粒长大速率v由式(4)计算可得,dt时间步长中形核的元胞向近邻未结晶元胞的生长距离为

其中:a为元胞尺寸即元胞边长,如果l≥a,则该近邻未再结晶元胞转变为再结晶元胞,其state值变为1(未再结晶元胞state值为0),ori值变为周围邻居中已发生状态转变的元胞取向值。
当满足生长条件的元胞全部判断结束后,此时间步完成。依此循环直至所有的元胞均发生状态转变,即所有的变形组织均被消耗时,新的再结晶晶粒互相接触,再结晶过程即告结束。
4 实验与模拟结果分析
4.1 初始冷轧态试样组织分析
图3为冷轧前试样的微观组织形貌。由图3可看出,初始试样模拟将实验数据(平均晶粒尺寸)耦合在程序中,故实验结果与模拟结果在微观形貌上相差不大。
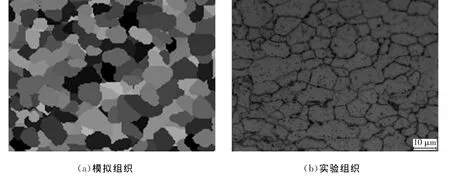
图3 冷轧前差厚板的微观组织形貌Fig.3 Microstructure of CR340TRB before cold rolling
采用“坐标系压缩法”分别得到3个不同压下率的冷轧态模拟组织,图4为差厚板形变后的微观组织形貌。由图4可看出,试样变形程度越大,晶粒的形态越偏离等轴状组织。随着变形程度的增加,各晶粒沿变形方向逐渐伸长。变形量越大,晶粒伸长的程度就越大,晶粒逐渐由等轴的多边形变成长方形、扁平形。当变形量很大时,晶粒呈现纤维状条形(见图4(c)。纤维分布方向与金属变形的伸展方向一致。通过对比可知,模拟得到的晶粒形态与实验得到的试样不同区域(压下率分别为9%、32%和55%,对应板厚分别为2.0、1.5、1.0mm)的显微组织相接近。
4.2 退火组织演变模拟与实验结果比较
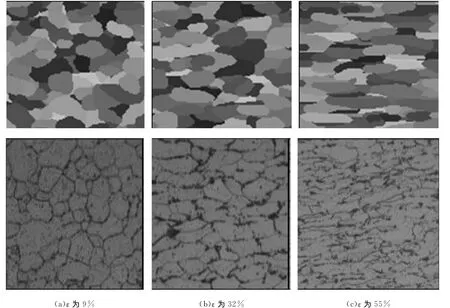
图4 差厚板形变后的微观组织形貌Fig.4 Deformed microstructure of CR340TRB
图5为厚度为1.0mm的试样660℃退火过程的微观组织演变模拟与实验结果对比照片。由图5(a)、图5(b)可看出,试样模拟和实验组织形态比较相近,均为再结晶初始阶段,再结晶晶粒在晶界附近形核并开始长大。由图5(c)、图5(d)可看出,试样模拟和实验组织形态有一些偏差,在模拟组织再结晶晶粒的生长过程中,向周围长大的速度是固定的,故形态上近似等轴型,只有碰撞时才会发生形状的变化,而实验组织再结晶晶粒则是不规则的几何形状。造成这种现象的原因是:在模拟过程中,虽然假设了晶界处形核,但由于不能得到组织内部的储存能分布,故只能认为组织晶粒内部各向同性,这就造成再结晶晶粒生长过程的失真现象。而在实际组织中,由于位错塞集造成储存能的不均匀分布,尽管晶界处普遍储存能较高,但再结晶晶粒仍可能在形变晶粒内部储存能较大的区域形核,并且在长大过程中,大角度晶界的迁移速率与其两侧的储存能之差有很大关系,故也就出现再结晶晶粒形状不规则的现象。由图5(e)、图5(f)可看出,试样模拟和实验组织为形变再结晶完全的微观形貌,测量两者晶粒尺寸为:模拟组织的晶粒尺寸约为9μm,实验组织的晶粒尺寸约为9.5μm,两者基本相符。由此可见,尽管再结晶核心生长过程中进行一些简化,但并不影响模拟程序对最终组织以及晶粒尺寸的大致预测。

图5 试样660℃退火过程的微观组织演变模拟与实验结果对比照片Fig.5 Comparison between simulated and experimental microstructure evolution during annealing at 660℃
5 结语
基于差厚板退火后性能差异化,分析差厚板薄区1mm区域在600℃退火过程的微观组织演变情况,得到其再结晶起止点,并探讨其再结晶过程的相关演变机理。采用CA方法所编制的程序较好地模拟冷轧CR340差厚板薄区的退火过程组织变化规律,实现了常规金相组织所无法显示的退火组织原位动态变化过程,证实所开发的模拟再结晶退火CA程序可以用来模拟退火过程。
[1]张广基.冷轧纵向变厚度板轧制理论及实验研究[D].沈阳:东北大学,2011.
[2]习小慧.CR340差厚板退火工艺制定及性能研究[D].沈阳:东北大学,2011.
[3]R W Armstrong.The influence of polycrystal grain size on several mechanical properties of materials[J].Metallurgical and Materials Transactions B,1970,1(5):1169-1176.
[4]C H J Davies.Cellular automaton simulation of evolution during deformation processing of metals[J].Materials Research Society Symposium Proceedings,2000,578(1):457-468.
[5]D Raabe,L Hantcherli.2Dcellular automaton simulation of the recrystallization texture of an IF sheet steel under consideration of zener pinning[J].Computational Materials Science,2005,34(4):299-313.
[6]H W Hesselbarth,I R Goebel.Simulation of recrystallization by cellular automata[J].Acta Metallurgica,1991,39(9):2135-2143.
[7]D Raabe.Simulation of spherulite growth during polymer crystallization by use of a cellular automaton[J].Materials Science Forum,2004,467(1):603-608.
[8]支颖,刘相华,喻海良,等.微合金钢热变形组织与性能演变的CA模拟[J].金属学报,2011,47(11):1396-1402.
[9]L R W B Hutchinson,T Lung,J Sperl,et al.Development of high strength steel sheet products by back-annealing[C]∥Technical Steel Research.Steel Products Application for Automobiles,Packaging and Home Appliance.European:European Communties,2007:34,20-23.
[10]Zheng C,Xiao N,Li D,et al.Mesoscopic modeling of austenite static recrystallization in a low carbon steel using a coupled simulation method[J].Computational Materials Science,2009,45(2):568-575.
[11]支颖.板带钢热轧过程宏观行为与介观组织的综合模拟[D].沈阳:东北大学,2008.
[12]F Roters,P Eisenlohr L Hantcherli,et al.Overview of constitutive laws,kinematics,homogenization and multiscale methods in crystal plasticity finite-element modeling:theory,experiments,applications[J].Acta Materialia,2010,58(1):1152-1211.
