45钢齿轴热处理工艺的改进
2013-10-27王巧云白俊兰
王巧云,白俊兰
(1.西安航空学院 机械学院,陕西 西安 710077;2.西安交大思源科技股份有限公司,陕西 西安 710049)
45钢是一种具有很好机械性能的优质碳素结构钢,在机械制造、交通运输及国防工业等方面得到广泛的应用。但是这种中碳钢淬火时性能并不是很理想,用水做淬火介质时有开裂倾向。45钢原材料及其零件的热处理工艺一般均采用调质处理,调质处理传统的工艺为淬火和高温回火。多年来,这一钢种虽然已经积累了丰富的生产与应用的经验,但在实际生产中,仍会出现因热处理不当而没有充分发挥该钢种具有的性能潜力,从而造成材料及机器的浪费。本文通过某机械厂齿轴采用45钢调质处理性能的现状调查,结合有关资料,研究采用亚温淬火热处理工艺,确定45钢齿轴的热处理工艺参数,为零件的生产提供制定工艺的依据。
1 齿轴现状分析
1.1 热轧棒材的组织及性能测试
实验材料来源于某齿轴机械厂,对取样材料依次编号,其中1#~5#为热轧棒材,6#~11#为铸件。拉伸试样按照国标制成标准试样,将其加工成d0=10mm,L0=5d0的短试样,在100kN的微机控制电子万能试验机进行拉伸性能测试;冲击试样也按照国标加工成10mm×10mm×55mm夏氏V形缺口标准试样,在JB冲击试验机上进行韧性测试;对于金相试样则是对材料经取样、磨制、抛光、硝酸酒精腐蚀等步骤的制作,然后在金相显微镜下观察金相组织。
测试的力学性能结果如表1所示。

表1 取样测试的力学性能
通过表中的性能数据分析,热轧棒材和铸件的抗拉强度相近,约720MPa左右,均稍低于一般45钢调质态的800MPa;热轧棒材与铸件的屈服强度相近,在380~440MPa之间,均低于一般调质态的450MPa;关于塑性,热轧棒材的断面收缩率是铸件的近一倍,延伸率整体上也高于铸件,但是仍然低于正常调质态的水平,铸件的塑性较差;热轧棒材和铸件的冲击韧性很低,热轧棒材较集中在15~26J/cm2,铸件较分散在8~33J/cm2,远低于一般调质态100J/cm2。
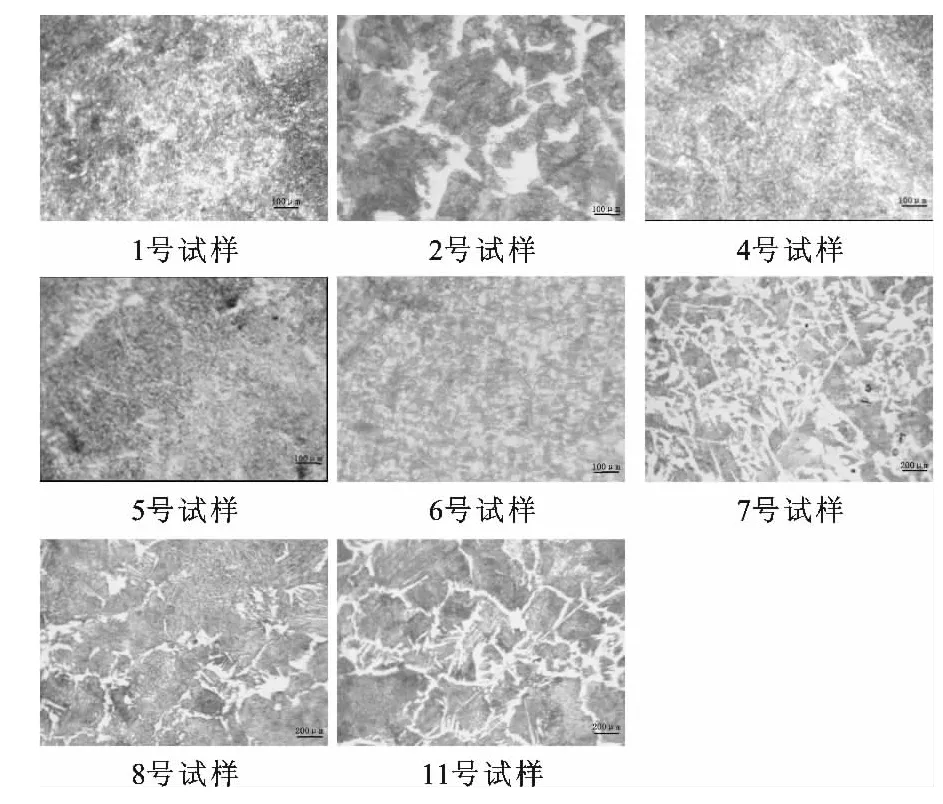
图1 取样材料的金相显微组织
图1为45钢取样后的金相显微组织。热轧棒料的显微组织呈不同的形态,有的为细网铁素体,有的试样组织为小块断网铁素体,有的试样组织为絮状铁素体+回火索氏体。铸件的显微组织中有细颗粒状铁素体、大量长条状铁素体、细块铁素体、甚至有严重魏氏体、晶界网状铁素体及粗大组织。
1.2 热轧原材料的组织及性能测试
图2为热轧材原材料的组织。其组织为铁素体+珠光体,组织符合技术要求。表2为热轧材原材料测试的力学性能。拉伸试验结果表明,所使用的45钢热轧质量基本符合优质碳素结构钢力学性能中强度与塑性要求。冲击实验结果数据分散性较大,和GB/T699-1999要求相比,略有不足。

图2 热轧原材料的显微组织

表2 热轧材原材料的力学性能
1.3 测试结果分析
对于热轧材,总体来说原料基本符合要求。本次性能测试和某齿轴机械厂提供的热处理后材料性能相比,屈服强度处理后的低于处理前,抗拉强度略高于处理前,冲击韧性基本相近,调质热处理效果不明显。
齿轴采用的45钢热轧棒材,处理前的组织性能基本符合要求,抗拉强度在700MPa附近,屈服强度在450MPa左右,延伸率在20%左右,冲击吸收功偏低,在20J左右;某机械厂将齿轴调质热处理后,性能没有明显的改善,在调质处理后的组织中,依然看到组织粗大,有各种不同形态(细网状、长条状、絮状、块状、甚至严重魏氏组织)的铁素体,表明所取位置的试样没有达到调质处理的规范,组织不合格,性能自然不可能达到要求。
2 亚温淬火工艺的探讨
某机械厂里的调质处理无论是组织还是性能均没达到要求,为此应该对调质处理进行规范。原材料的总体质量良好,但也有波动,可以考虑对来料进行一次细化组织的风冷正火处理,以改善来料的组织性能。亚温淬火在铁素体和奥氏体两相区加热,相对于调质处理加热温度低,晶粒长大倾向较小,所以,淬火后组织晶粒较细小[1]。现在我们拟进行亚温淬火研究,其热处理工艺曲线如图3所示,目标是获得混合马氏体和细粒状铁素体组织,既有高的强度,也有好的塑韧性。

图3 齿轴的热处理工艺曲线
2.1 45钢亚温淬火后的组织分析
查阅有关资料并研究,45钢淬火加热温度影响铁素体的含量及分布形态:实验的淬火加热温度选择在740~800℃之间,淬火后的组织以马氏体为主,组织中分布着或多或少的铁素体,淬火温度不同,铁素体的形态也有较大的变化[2]。加热温度740℃时,淬火组织中有较多的铁素体,并且铁素体呈块状形态;加热温度在770℃时,淬火组织中铁素体的含量减少且铁素体的形态呈网状形态分布在奥氏体晶界的周围;在800℃淬火时,组织中铁素体的含量已经很少,基本上只有2%~5%,形态呈块状和网状的铁素体基本消失,少量的铁素体分布在马氏体的组织中。如果选择淬火加热温度在740~800℃之间,通过组织观察,其结果是随着淬火加热温度升高,淬火后组织中铁素体含量逐步减少,马氏体含量逐渐增加,并且铁素体的形态也由块状变成网状,最后逐渐消失[2]。
2.2 45钢亚温淬火温度与力学性能的关系
有资料研究表明:其力学性能是随着淬火加热温度的升高,钢的强度和硬度也增加[3]。钢的组织决定力学性能。45钢淬火加热温度在740~800℃之间,通过组织分析主要是随着淬火温度的升高,淬火后组织中不仅铁素体含量逐步减少,而且铁素体的形态也发生变化,马氏体含量增加。淬火温度低于770℃,铁素体的形态由块状变成网状,这种不良组织影响钢的力学性能,因而淬火加热温度对其强度和硬度的影响显著[2];淬火温度高于770℃,铁素体含量逐渐减少,加热温度对性能的影响也减弱。淬火温度为800℃时,45钢具有较高的强度、硬度,其力学性能接近于常规的840℃淬火,分析原因主要是组织中虽然铁素体的含量非常少,但由于晶粒细化,因而表现出较高的强度和硬度[2]。回火温度越高,钢的强、硬度越低,这与马氏体组织的分解程度有关。
2.3 45钢齿轴亚温淬火工艺的确定
45钢经过调质处理+亚温淬火+回火得到较细显微组织,虽然组织中铁素体仍然存在,降低了45钢的硬度,但由于晶粒细化和晶界总面积的增加,使得45钢的硬度得到提高。亚温淬火后,45钢保持较高硬度的同时,其韧性也得到了很大的提高[4]。工件经调质处理后再进行亚温淬火,加热温度在770℃比740℃淬火时冲击韧度值要高很多,并且在770℃冲击韧度达到最大值,而在800℃淬火时其冲击韧度值又有所下降。分析原因主要是因为随着淬火温度的升高,在保温时间一定的情况下,800℃淬火时奥氏体晶粒相比770℃时要长大很多,淬火后马氏体晶粒也相对粗大,因而使其韧度有稍微的下降[5]。
通过45钢亚温淬火工艺的研究,确定45钢齿轴的亚温淬火温度为(780±10)℃,为了不降低工件的力学性能同时考虑制造成本,把回火温度相应调整到(550±10)℃。采用新工艺处理齿轴时,淬火和回火保温时间适当的延长,以确保工件的组织完全转变。比较新旧调质处理工艺,二者力学性能很相近,新工艺可以满足齿轴对原材料的要求。亚温淬火工艺的优点是在保证材料强、硬度的同时,使塑性和韧性得到改善,而且淬火畸变明显减少[6]。
3 结语
(1)采用45钢制造齿轴,传统调质热处理后,性能没有明显的改善,在调质处理后的组织中,依然看到组织粗大,有各种不同形态(细网状、长条状、絮状、块状、甚至严重魏氏组织)的铁素体,表明所取位置的试样没有达到调质处理的规范,组织不合格,性能自然未达到要求。
(2)45钢采用亚温淬火工艺,在740~800℃范围内,随淬火温度升高,45钢的强度和硬度升高,800℃淬火后的力学性能接近于常规的840℃淬火。确定了45钢齿轴热处理规范:对来料进行风冷正火处理,然后采用(780±10)℃淬火和(550±10)℃回火的调质处理,这样可以满足齿轴技术要求,而且淬火畸变明显减小,杜绝了淬火裂纹现象的发生。
[1]王传雅.钢的亚温处理[M].大连:大连铁道学院出版社,1990.
[2]侯东芳,魏晓红,杜兴锐.45钢亚温淬火组织及性能研究[J].三峡大学学报,2009,31(6):64-65.
[3]李安铭,王向杰,黄丽娟.45钢亚温淬火工艺的研究[J].金属热处理,2007,32(10):56-58.
[4]马跃新,邹安全,邓俊彦.40Cr钢亚温淬火研究[J].现代制造工程,2006,6(3):87-88,142.
[5]江国栋.40Cr钢亚温淬火强韧化机理的试验研究[J].龙岩师专学报,2004,22(3):43-44.
[6]李俊伟.用亚温淬火法解决45钢制中小零件淬裂问题[J].机械产品与科技,2000(3):30-32.
