减量化生产HRB400E抗震钢筋的研究与实践
2013-10-23陈太生
陈太生
(天津冶金集团轧三友发钢铁有限公司,天津301606)
1 引言
随着国家逐渐加大对高强度钢筋在各种建筑和基础设施建设中的广泛应用,加快了钢筋产品更新换代的脚步,特别是在经历了汶川等强烈地震后,钢筋抗震问题被广泛关注。我公司在生产HRB335、HRB400的基础上,开发设计出HRB400E抗震钢筋,在满足热轧带肋钢筋国家标准GB1499.2各项性能指标的同时,又满足了抗震性能指标要求。2013年4月,我公司分别对Φ36 mm、Φ32 mm、Φ28 mm、Φ22 mm、Φ12mm 等 5个规格HRB400E螺纹钢筋进行试制,并取得了成功。
2 研制的主要目的及方法
(1)研究的主要目的是:①实现较低的成本生产高性能、高品质产品,节约资源提高产品市场竞争力。②通过合理的成分设计、合理的加热制度、利用无孔型轧制技术合理调整轧钢各道次压下量实现形变位错强化、细晶晶界强化,从而减少微合金的用量。
(2)实现形变位错强化的关键是如何控制形变过程产生的高密度位错在高温状态下的迅速消失。使用高炉煤气合理调整空燃比降低轧钢温度,采用低温轧制技术,是细化晶粒、保留高密度位错的较好途径。
3 工艺路线
转炉→LF炉精炼→连铸(150方坯)→步进式冷床冷却→检验→入库→步进式加热炉→粗轧机组→中轧机组→精轧机组→步进式冷床冷却→检验→入库。
3.1 炼钢工艺要求
(1)120 t转炉采用高拉补吹,指导出钢条件如表1所示。

表1 出钢条件
(2)转炉出钢后,钢水进LF炉造白渣精炼,调节成分,保证软吹时间和精炼出站温度。
(3)连铸全程保护浇注,拉速为2.0~2.5 m/min。铸坯断面150 mm×150 mm,定尺长度12 m。
3.2 轧钢工艺要求
(1)加热制度
加热炉为空煤双蓄热步进式加热炉,额定加热能力150 t/h,采用汽化冷却工艺,燃料为高炉煤气。
以均热段炉温控制钢坯的出炉温度,以出炉温度控制开轧温度。钢坯温度控制:1000~1200℃。
(2)轧制控制
棒材全连轧机组由粗轧机组φ600 mm×4+φ500 mm×2、中轧机组 φ500 mm×2+φ400 mm×4、精轧机组 φ400 mm×2+φ350 mm×4共 18架轧机组成,精轧机组出口最高速度18 m/s。
轧机全部为平立交替布置,前八架为摩根型牌坊式轧机,后十架全部为高刚度短应力线轧机。中轧机组后三架轧机之间设有活套,中轧机组后布置有冷却水箱,控制轧制温度。精轧机组的第四架和第六架为平立可转换轧机,各架轧机间设有活套,全线生产可实现无扭轧制。精轧机组后布置有轧后余热处理装置,可使螺纹钢产品的强度提高一个等级。
粗轧机组:采用微张力控制轧制,各道次出口红坯尺寸按轧制程序表执行。
中、精轧机组:采用活套控制轧制,严格控制各架红坯尺寸,确保尺寸精度。
从加热温度到终轧温度进行全过程控温轧制,实现钢材晶粒细化、提高钢材机械性能。
4 标准要求
按GB1499.2—2007标准组织生产,国标对抗震钢筋的化学成分要求:
文献[1]规定HRB400E化学成分和碳当量(熔炼分析)应符合表2的规定,根据需要钢中还可以加入 V、Nb、Ti等元素。

表2 HRB400E抗震钢筋的化学成分 /%
碳当量Ceq(百分比)值可按下式计算:

根据 GB1499.2—2007中规定抗震钢筋HRB400E的力学性能特征值及工艺性能要求:
(1)屈服强度 Rel≥400 MPa。
(2)抗拉强度 Rm≥540 MPa。
(3)延伸率A≥16%。
(4)冷弯、反弯性能良好。
但HRB400E除应满足以上要求外,还应满足以下抗震性能指标:
(1)钢筋实测抗拉强度与实测屈服强度之比R°m/R°el≥1.25。
(2)钢筋实测屈服强度与标准规定的屈服强度特征值之比R°el/Rel≤1.30(即实测屈服强度≤520 MPa)。
(3)抗震钢筋要求最大力总伸长率Agt≥9%。
其中,R°m为钢筋实测抗拉强度;R°el为钢筋实测屈服强度。
5 钢坯的冶炼成分及钢筋产品性能
5.1 方案一(成分中添加微量元素V)

表3 方案一成分设计 /%

表4 方案一试生产Φ36mm规格成分 /%
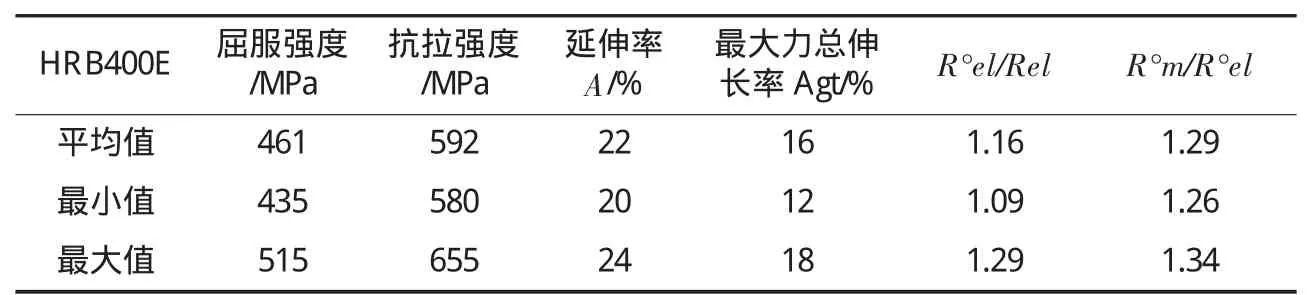
表5 方案一试生产Φ36mm规格力学性能
如表3~表9所示。
分析:该方案中,钢筋性能数据统计可得,HRB400E整体屈服强度、抗拉强度均偏高,当钢筋中V化学成分达到0.058%及以上时,易出现实测屈服强度大于520 MPa导致屈屈比(R°el/Rel)大于1.30 而使产品不合格,并使强屈比(R°m/R°el)小于1.25产品力学性能不合格现象。

表6 方案一试生产Φ22mm规格成分 /%
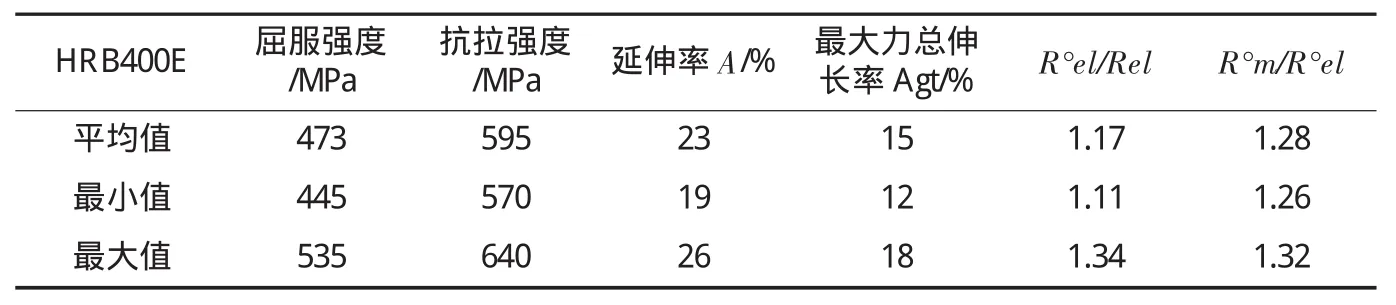
表7 方案一试生产Φ22mm规格力学性能

表8 方案一试生产Φ12mm规格成分 /%

表9 方案一试生产Φ12mm规格力学性能
从方案一的化学成分设计结果分析,试生产HRB400E性能个别炉次钢筋塑性低,强度高,机械性能稳定性较差。因此,优化钢坯成分时,重点从适度降低钢筋屈服强度和抗拉强度,提高钢筋综合性能考虑,兼顾降低钢筋制造成本。
5.2 方案二(成分中适当下调微量元素V)

表10 方案二成分优化 /%

表11 方案二试生产Φ32mm规格成分 /%

表12 方案二试生产Φ32mm规格力学性能
如表10~表16所示。
从上述“方案二”钢筋性能数据统计可得,HRB400E屈服强度、抗拉强度均适中,屈屈比(R°el/Rel)、强屈比(R°m/R°el)均符合标准,其它性能指标也符合标准。HRB400E经过熔炼成分优化,V成分下调,Mn成分略有提高,钢筋成分符合窄成分设计区间,钢筋强度降到合理水平,塑性有所提高,性能稳定性较好,钢筋轧制成品后合格率为100%,而且所加合金量少,特别是V的含量的降低,有效地降低了生产成本,达到预期目的。

表13 方案二试生产Φ28mm规格成分 /%

表14 方案二试生产Φ28mm规格力学性能

表15 方案二试生产Φ12mm规格成分 /%
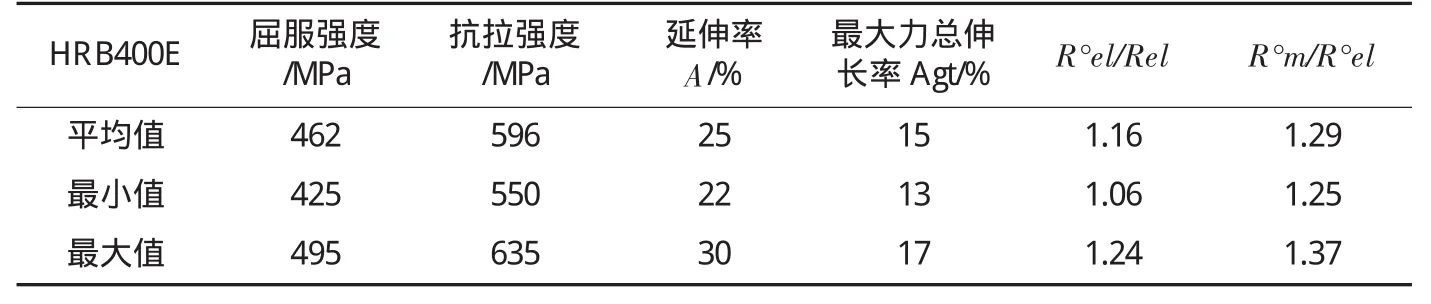
表16 方案二试生产Φ12mm规格力学性能
6 小结
(1)对钢筋进行钒微合金化方法,并采用了合理的冶炼、加热和轧制等生产工艺参数,成功开发了HRB400E抗震钢筋。
(2)对钢筋进行窄成分范围设计,合理减少所添加合金量,既保证了抗震钢筋的综合性能稳定,又能降低钢筋制造成本,经济效益显著。
(3)试验数据可以看出,不同规格产品由于压缩比不同对成分要求有差别,有条件企业可以分规格确定成分范围。在轧钢工序内,在按炉送钢的原则下,按规格选择入炉坯料,以确保产品的力学性能。
(4)此次对HRB400E的试生产收到了很好的效果,今后还将逐步摸索经验,改进工艺,确保工艺稳定和产品的质量。
[1]G B 1499.2—2007,热轧带肋螺纹钢筋[S].
[2]王子亮.螺纹钢生产工艺与技术[M].北京:冶金工业出版社,2008.
[3]蔡开科.连铸坯质量控制[M].北京:冶金工业出版社,2010.
