15MnNbR球罐表面裂纹的分析及修复
2013-10-21苗源,喻颖
苗 源,喻 颖
(1.广东省韶关市特种设备检验所,广东 韶关 512023;2.湖南省特种设备检验检测研究院湘潭分院,湖南 湘潭 411000)
1.裂纹的发现
韶关钢铁集团公司的1 000m3氧气球形储罐于2008年投入运行,球罐内径12 300mm,采用赤道正切柱式支座,壁厚48mm,材质15MnNbR,设计压力3.0MPa,设计温度-11~60℃。2011年,对该球罐进行了安装投用后的首次全面检验。
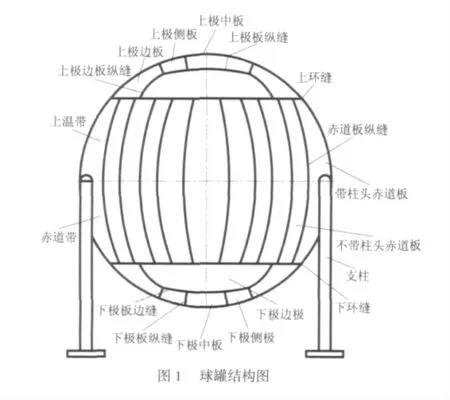
本次检验,针对球罐本体悍缝进行了全面的无损检测,包括:角焊缝100%磁粉探伤检测、罐体对接焊缝内外表面100%磁粉探伤检测、本体对接焊缝100%超声波探伤检测、对接焊缝X射线抽查检测等。球罐结构如图1所示。
经检测,共发现焊缝处存在30处内、外表面裂纹。其中,7处为焊缝表面凹坑尖端处产生的裂纹(见图2、图3)。具体情况如下:上环缝内表面裂纹3处,长度最大8mm,打磨深度小于1mm;上环缝外表面裂纹7处,最长15mm,打磨深度小于1mm;下环缝内表面裂纹8处,其中4处打磨深度在3~7mm之间,其余深度小于1mm;下环缝外表面裂纹12处,其中5处打磨深度在3~7mm之间,其余深度小于1mm。总体来看,裂纹集中分布在赤道带与上、下极板相接的上、下环焊缝上,以下极板相接的下环焊缝上裂纹数量较多,裂纹深度较大,裂纹延伸方向基本与焊缝平行。

图2 焊缝表面凹坑处发现的裂纹
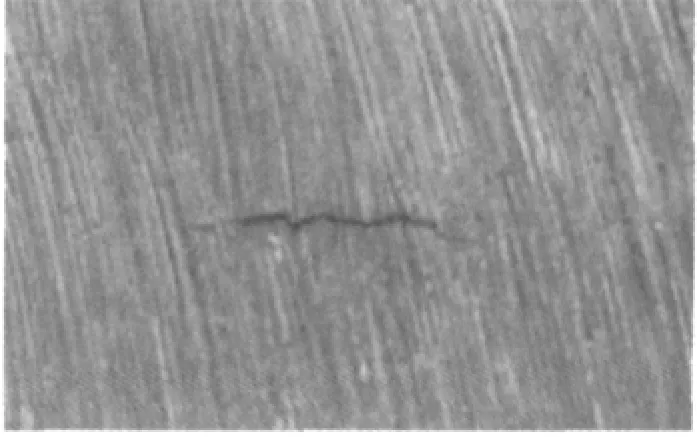
图3 修磨过程中的裂纹
2.裂纹产生原因的分析
(1)安装情况
球罐按JB4732-95《钢制压力容器——分析设计标准》的规定进行设计、制造、组焊、检验与验收,由赤道板16块,上下极带板各7块组成的混合式结构形式,组装时采用工卡具及定位斜铁组装固定,调整组对间隙和错边量。球罐组装程序为:赤道板——上极边板——上极中板——下极边板——下极中板。主体焊缝的焊接采用带装方式进行,即先焊纵缝,后焊环缝,先焊外缝(大坡口),后焊内缝(小坡口),焊前预热100~150℃,后热200~250℃(30~60min),焊后整体热处理温度560±20℃,保温120min。
这种方式是球形储罐安装普遍采用的组装及调整方式,由于球壳板尺寸存在形状偏差,组装时或多或少会进行强力组装。这种组装方式纵缝的残余应力虽不大,但造成了环焊缝的组装应力过大,下极板与赤道带相接的环焊缝属于最后焊接区域,因此,更容易产生较大的应力。另外,安装时球罐内、外表面焊缝均经打磨处理,但个别地方打磨深度不够,存在凹坑,产生表面的不连续,在凹坑的尖端导致应力集中,易引起开裂。
从安装情况可以看出,该球罐内外表面上裂纹的总体分布情况与该球罐的应力分布情况基本一致。
(2)球壳板及焊材的材料特性、焊接工艺
该球罐球壳板采用48mm厚的15MnNbR材料,该球罐的球壳板由上海某压力容器厂制造,所用钢板由南京某钢厂生产,其化学成份及机械性能见表1。

表1 球壳板的化学成份及机械性能
15MnNbR的碳当量Ceq(对焊接产生冷裂纹倾向及脆化倾向的一种估算方法)计算如下:

一般认为,当碳当量Ceq<0.4%时,钢材的淬硬倾向不明显,焊接性能较好,Ceq=0.4%~0.6%时,钢材的淬硬倾向逐渐明显,Ceq>0.6%时,钢材的淬硬倾向很强。同时,当钢板厚度增加时,结构刚度变大,焊后残余应力也增大,焊缝中心将出现三向拉应力,此时实际碳当量值将会降低。因该球罐钢板厚度较大,所以,碳当量为0.43时已具备明显的淬硬倾向,施焊时应采取预热、后热措施,严格按焊接规范来施焊。
该球罐组焊所用焊接材料是上海某公司生产的J557RH牌号焊条,型号E5515-G,规格φ4mm,是国内与15MnNbR钢配套研制的手工电弧焊焊条,其熔敷金属化学成分及力学性能见表2。
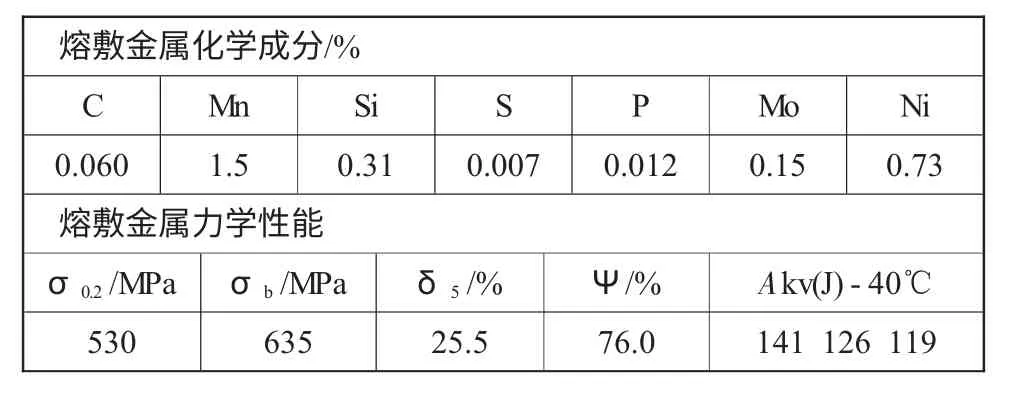
表2 所用焊条的化学成份及力学性能
该焊条是低氢钠型含镍焊条,药皮属CaO-CaF2-SiO2渣系,焊接电流为直流反接,适用于全位置焊接。焊条药皮中的水分可分为自由水、结晶水和结构水。自由水与药皮结合不牢,一般在100~200℃保温一定时间即可去除,结晶水以中性水分子(H2O)的形式参与矿物的结晶构造,并占有固定的位置,一般加热200~500℃会失水,但失水并不完全充分。结构水以H+、OH-、H3O+离子状态加入矿物晶格构造,这些离子在矿物晶格中占有一定位置,结合得比结晶水更加牢固,在焊条正常烘干温度下难以除去结构水,只有在600~1 000℃条件下,才能因晶格破坏而逸出。
在实际焊接时,结晶水与结构水分解和蒸发后几乎全部进入电弧气氛,是熔敷金属中扩散氢的主要来源。有试验表明,当焊条烘焙温度从350℃提高到450℃时,熔敷金属扩散氢含量明显减少。对E5515-G型焊条,在350~450℃范围内提高烘焙温度,去除焊条中结晶水的效果比较明显,是降低焊接接头的扩散氢含量、降低焊接接头氢致裂纹敏感性的有效途径。
该球罐现场施焊是在4~5月份进行的,露天作业,当地雨水较多,空气湿度较大,而湿度、温度、风速、雨水等天气状况对焊接质量都影响较大,施焊过程中空气中的水分易进入电弧气氛,增加了熔敷金属中扩散氢的含量。焊条烘干温度350~400℃,对焊条中的结晶水去除不够,也给熔敷金属中带来了扩散氢。焊接时虽然也采取了预热及后热工艺,但由于采用的是火焰加热方式,火苗的下方不易加热,加热温度难以保证,且加热温度不均匀,焊缝熔敷金属中的氢不能充分逸出,导致焊缝中氢含量较高。
另外,球壳板为48mm厚的15MnNbR钢板,刚性拘束较大,具备一定的淬硬倾向,是裂纹敏感性材料,本身具有一定的延迟裂纹倾向。
经以上分析可以确定,在该球罐内、外表面所发现的裂纹是在应力引导下,使熔敷金属中的扩散氢在夹杂物与缺陷处聚集而形成的成排小裂纹沿着垂直于应力的方向发展而形成的裂纹,属于应力导向氢致开裂(SOHIC),它是属于延迟裂纹的一种。
3.裂纹的修复及效果验证
在办理维修告知后,由球罐安装单位对球罐进行返修。
返修前,对磁粉检测时发现的表面裂纹进行打磨消除,打磨消除裂纹及凹坑后剩余厚度小于设计厚度的部位进行补焊返修。先对缺陷去除部位进行磁粉检测,确认缺陷已完全去除,补焊严格按焊缝返修焊接工艺进行,采用J557RH焊条,严格控制焊接预热温度和后热温度及时间,防止裂纹的产生,达到去氢、消除应力和避免出现淬硬组织的目的,焊条烘干温度达到450℃,补焊后焊缝表面打磨光滑,并要求对修复部位进行表面磁粉检测,对补焊深度超过3mm处进行射线检测,应合格。
无损检测合格后再进行局部热处理,采用电阻丝陶瓷加热器加热的方法,加热带宽度为壁厚的5倍,再用50mm厚的硅酸铝纤维针刺毯包裹于加热器外进行保温,两边至少比加热带宽200mm左右,使温度梯度不至影响材料的组织和性能,加热至540~580℃保温120min。修复、热处理后对补焊部位及热处理温度波及到的部位再经磁粉检测,未发现裂纹产生,证明补焊返修合格。
另外,对球罐宏观检验时发现的凹坑及尖锐伤痕(这些缺陷无需补焊)进行修磨并圆滑过度,使修磨范围内的斜度不小于1∶3,以减少凹坑及伤痕处的应力集中水平,减少今后球罐使用中裂纹产生的可能性。
[1]GB 713-2008 锅炉和压力容器用钢板[S].
[2]JB 4732-1995 钢制压力容器——分析设计标准.[S].
[3]TSG R0004-2009 固定式压力容器安全技术监察规程[S].
[4]TSG R7001-2004 压力容器定期检验规则[S].
[5]NB/T 47015-2011 压力容器焊接规程[S].
