英格索兰C180MX3N2型氮压机振动故障原因分析及修复方法
2013-10-17岳海文赵建信
王 帅,岳海文,赵建信
(安阳钢铁股份有限公司制氧厂,河南安阳 455004)
透平压缩机是高速旋转设备。由于轴瓦窜量造成扩压器与叶轮摩擦受损,进而叶轮动平衡破坏、压机轴振动量超标,造成本文所述设备事故。其修复方法可供参考。
安钢集团股份有限公司制氧厂1#23500空分工程25 000 Nm3/h氮压机由英格索兰公司生产,2004年11月28日投产,型号C180MX3N2,三级压缩,整体齿轮式布置,电机驱动主动大齿轮,大齿轮驱动三个行星轮,三个叶轮由三个行星轮带动,额定排气量25 000 Nm3/h,工作压力1.0 MPa。此设备担负着公司氮气供应的重要任务,其损坏直接影响公司的正常生产。
1 故障现象
此机组自投产以来,运行一直比较稳定。2011年11月因配合公司生产停车,2011年11月24日上午,1#23500机组25000氮压机开车启动,在正常运行后自动加载,在加载后的30 s内氮压机三级轴振动从正常值升高到连锁停车值,氮压机连锁停车。由于二级轴振动的振幅在极短的时间内升高,初步判断为仪控振动探头出现故障,仪控人员就地对振动探头进行检查,并把三级探头更换到二级上,然后盘车检查,发现轴振动为 8 μm,比平时(6 μm)略高,再次启动氮压机,轴振动值在极短的时间内达到联锁值再次停车。仪控人员拆下测振探头再次检查,确定探头工作正常,盘车时发现轴振动值为12 μm,已经大大超过了正常值,于是,决定解体检查。拆卸后发现叶轮与扩压器已经严重磨损,叶轮每个叶片外边缘有不同程度的磨损,叶片最高与最低处相差3 mm左右,扩压器上跟叶轮对应的气道壁由于严重磨损,导致大量的金属屑散落,扩压器磨损量最多与最少处相差2 mm左右。另外叶轮侧轴承瓦块磨损变形严重,已不能使用。推力轴承表面没有磨损,后轴承在振动时造成轻微损伤。
叶轮与扩压器磨损情况如图1所示。
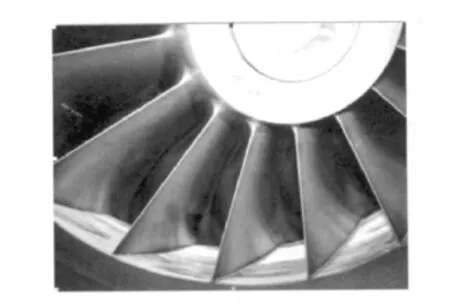
图1 叶轮与扩压器磨损图Fig.1 The graph of impeller and diffuser wear
2 原因分析
经过分析,找出两个造成此事故的可能原因:
1.首先叶轮与扩压器轴向安全间隙过小,机器在启动加载后,转子轴向窜动量突然增大,造成叶轮与扩压器轻微接触磨损,从而使转子组件的动平衡开始破坏,振动增大。随着振动增大,转子组件的动不平衡更加严重,最终导致叶轮与扩压器大面积磨损以及叶轮侧轴承的损坏和变形。
2.首先轴承由于长期运行,轴承径向间隙已经变大,开车加载后由于轴瓦振动高,造成叶轮与扩压器径向接触磨损,进而造成转子组件的动平衡被破坏,振动又进一步升高,最终导致叶轮与扩压器大面积磨损以及叶轮侧轴承的损坏和变形。转子结构示意图如图2所示。
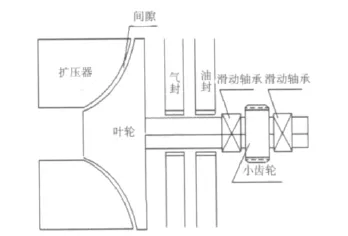
图2 转子结构示意图Fig.2 Schematic diagram of rotor structure
3 处理经过
英格索兰压缩机从2004年起在我厂运行至今,发生这么严重的事故还是第一次。事故发生后,我们向英格索兰厂方咨询,厂方回复说:“叶轮必须运回去检测,有必要更换叶轮。”考虑到如果更换叶轮,价格会在一百万元以上,而且制造加工时间长,影响公司生产,我们决定和国内生产叶轮的企业进行合作,对叶轮进行修复。开封一家企业距离我们很近,具备叶轮生产和修复的技术。经过联系,该厂派专业技术人员人到我厂查看实际情况,并共同制定了相应的修复方案。我们对此种修复方案进行了讨论分析,认为该方案可行。随后,通知厂家按该方案对叶轮和扩压器分别进行了修复。在厂家修复的过程中我们派专人到修复现场查看修复情况。2011年12月初修复完成,费用只有十万元左右。修复措施如下:
1.叶轮修复。首先把磨损最小的叶片形状做出基模,然后把所有磨损叶轮叶片采用焊接修复的方法进行补焊,最后按照基模形状对补焊后的叶片通过机加工,使其恢复原有技术参数。
2.扩压器修复。先用现有的扩压器制作出弧度基模样板,然后采用焊接和机加工方法进行修复,使其达到原来的各项技术要求。
2011年12月,叶轮和扩压器经修复完成,在更换了磨损的叶轮侧轴承后对整套设备进行了回装。
4 改进措施
回装后,用百分表测得叶轮与扩压器净间隙为0.78 mm,英格索兰厂方指导净间隙为0.813 mm,发现叶轮与扩压器净间隙过小,为了减少类似事故的发生,我们对叶轮与扩压器的净间隙进行了调整。在调整过程中我们有意把叶轮与扩压器轴向净间隙放大一些,在确保不影响设备运行工况的前提下,更好地提高设备的安全运行系数。调整方法为:先把转子推到扩压器侧,装上百分表,表打在推力盘或者径向轴承上,指针调到零位,然后把装有调整垫块的三条螺栓拆下,取出垫块,松开三条顶丝,注意百分表读数变化,记下读数①,然后将转子连同轴承再向扩压器方向用力推,记下此时百分表读数②,②—①即为叶轮与扩压器之间的间隙,然后根据数据通过调整垫块的厚度来调整该转子轴向串动量,以达到安装技术标准。按照上述方法我们将叶轮与扩压器的净间隙调整至0.88 mm并回装。
为了安全起见,我们对一级和三级叶轮与扩压器的净间隙也用类似方法进行了检测和调整。调整前后的数据如表1所示。

表1 叶轮与扩压器净间隙调整前后对比表Table 1 Comparison of net clearance of impeller and diffuser pre and post adjusting
5 试车情况
全部回装完毕后顺利开车,各级振动值如表2(正常报警值为32 μm)。
经过检修,此氮压机自2012年2月9日开车后一直运行正常,各级振动值均在允许范围内,而且原来的喘振现象也有所减少,排气量较检修前有了较大提高,增加了 1000 m3/h的气量,达到了26000 m3/h,超过了其设计流量。

表2 氮压机各级振动值Table 2 Nitrogen compressor vibration value at all levels
6 结束语
实际证明,按此措施修复后的叶轮和扩压器完全能够满足其技术要求,不但节省了大量资金,而且大大缩短了修复时间,同时也为今后此型设备故障处理摸索出一条新路。