RIK90-4型空压机排气端轴振动高的原因分析与处理
2013-10-17赵建信岳海文王延召
赵建信,王 帅,岳海文,芦 川,王延召
(安阳钢铁股份有限公司制氧厂,河南安阳 455004)
安钢制氧厂1#23 500 m3/h制氧机组于2004年11月投产,与空分配套的空压机是由瑞士苏尔寿生产的透平压缩机,型号:RIK90-4,压缩机转子转速:6194 r/min;GE电机,功率:12 000 kW,转速:1500 r/min;四级压缩,前三级各有2个冷却器,第四级排出气体由空冷塔冷却。如图1(机组布置示意图),电机通过增速机与压缩机相联。电机与增速机通过膜片联轴器联接,增速机与压缩机由刚性联轴器联接。此空压机担负着公司制氧的重要任务,它出现故障将会直接影响到公司的正常生产。此次故障的及时处理,保证了氧气的供应,进而保证了公司的钢铁正常生产。
1 故障现象
RIK90-4空压机排气端轴振动情况是由两测点VIAS1003和VIAS1004的振动值反映出来的,由表1可以看出,从2012年4月到8月,两侧点的振动值呈逐渐增大趋势,8月5日VIAS1003达到50.1 μm,超过了报警值50 μm。长期运行是个设备隐患,需要停车查找原因并处理。
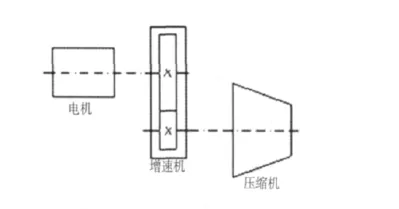
图1 机组布置示意图Fig.1 Layout diagram of unit
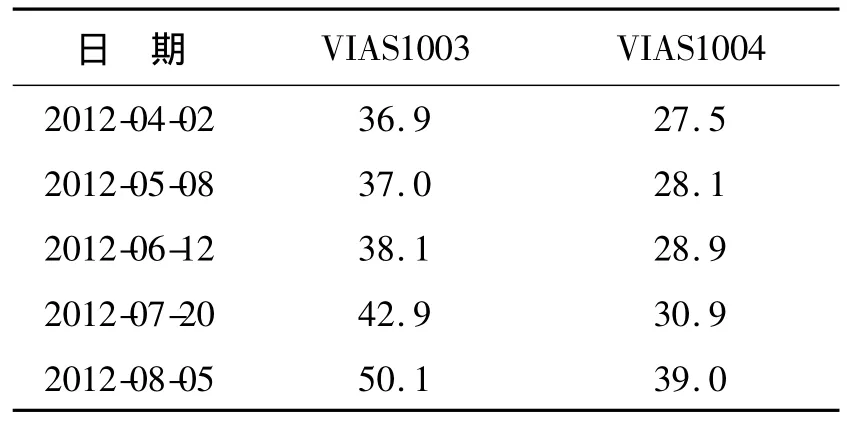
表1 排气端轴振动值(μm)Table 1 Exhaust side shaft vibration value(μm)
2 原因分析
能引起轴振动高的主要原因有:机械松动、轴对中不好、轴承故障等[1-4]。
1.机械松动。检查空压机地脚螺栓和轴承压盖螺栓等相关机械部位,发现紧固良好无松动,排除此条原因[5-6]。
2.轴对中不好。透平压缩机各转子间用联轴器联接传递运动和转矩,由于机组的安装误差、工作状态下热膨胀、承载后的变形以及机组的不均匀沉降,有可能造成机组工作时各转子轴线之间产生不对中,从而导致轴振动增高。用激光对中仪检查增速机和压缩机轴对中情况,结果为:增速机偏高:0.567 mm,下开口:0.725 mm,增速机偏东:0.084 mm,东开口:0.025 mm。与表2轴对中标准比较,发现增速机高出0.5~0.7 mm,下开口也超出了范围,不符合对中标准[7-8]。
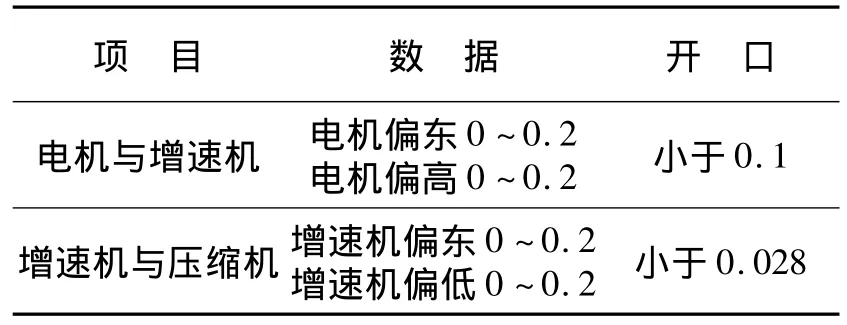
表2 轴对中标准(mm)Table 2 Shaft alignment standards(mm)
3.轴承故障[9-10]。轴承的间隙和压紧力是轴承安装的两个重要参数,间隙过大容易造成轴振动偏高,间隙过小容易导致轴温高甚至烧瓦;正确的轴承压紧力,既能抑制转动机械的振动,又能保证轴承盖不致变形、结合面不致漏油,因此轴承间隙和压紧力是两个必须检查的参数。首先检查排气端轴承间隙为0.21 mm,符合标准要求(0.18~0.255 mm);接着检查轴承压紧力为0.04 mm,而标准要求为0.05~0.1 mm,不符合标准要求。
综上分析得出结论:引起此空压机振动高的原因有两条:1)轴对中不好;2)轴承压紧力小[11]。
3 处理措施
3.1 轴对中调整
3.1.1 增速机和压缩机轴对中调整
对增速机进行调整,增速机地脚螺栓位置示意图如图2。首先松开增速机四周的定位块,增速机南侧四条地脚螺栓5、6、7、8处分别去掉0.9 mm的垫(0.45 mm+0.45 mm两个垫)。北侧四条地脚螺栓1、2、3、4 分别去掉 0.7 mm 的垫(0.3 mm+0.2 mm+0.2 mm三个垫),然后上紧地脚螺栓,用激光对中仪对中结果为:增速机偏低:0.019 mm,下开口0.015 mm,增速机偏东:0.117 mm,西开口:0.02 mm。满足对中标准要求。
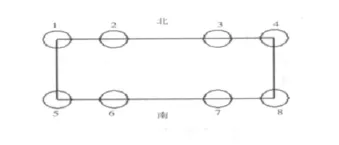
图2 增速机地脚螺栓位置示意图Fig.2 The diagram of anchor bolt position increasing gear
3.1.2 电机与增速机轴对中调整
增速机一旦调整,电机与增速机的轴对中数据也会变化,因此还要对电机和增速机进行轴对中调整。
拆掉电机与增速机端联轴器,用激光对中仪对电机和增速机进行轴对中检查,结果为:电机偏高1.285 mm,下开口0.25 mm,电机偏西0.229 mm,东开口0.04 mm。与表2轴对中标准比较,电机高出1 mm多,下开口和电机偏西也不符合标准要求,于是调整电机。如图3电机地脚螺栓位置示意图,松开电机南侧5、6、7、8四条地脚螺栓,发现每个地脚下各有3 mm厚的垫(3个0.7 mm+2个0.45 mm),这四个地脚处分别抽掉2.1 mm的垫(3个0.7 mm),随后上紧南侧四个地脚螺栓。接着按照同样的方法,电机北侧四条地脚1、2、3、4处分别抽调1.4 mm的垫(2个0.7 mm)。拧紧地脚螺栓后激光对中仪结果为:电机偏高0.165 mm,下开口0.25mm,电机偏东0.008 mm,西开口0.75 mm。下开口和西开口都超出了对中标准,这时我们发现在地脚螺栓紧固的情况下南侧5、7、8螺栓处的垫片没有压住,也就是地脚存在软脚,可能是基础不平或垫铁上有杂物未清理干净,于是松开地脚螺栓,发现在7和8之间的销孔周围的垫铁上有固体胶状物,清理干净后6、8两个地脚处再抽去0.15 mm的垫(原来有两个0.45 mm的垫,去掉一个换成0.30 mm)。5、7地脚处暂不垫垫片,拧紧6、8两条地脚螺栓,重新对中结果为:电机偏高 0.185 mm,下开口0.025 mm,电机偏西0.093 mm,西开口0.05 mm。垂直方向对中基本可以。这时用塞尺塞5处的缝隙为1.05 mm,于是垫上1.05 mm的垫片,塞7处的缝隙为0.75 mm,垫上0.75 mm的垫片,而后拧紧全部地脚螺栓,检查螺栓不再有软脚。电机偏西且西开口,水平方向需要向东调整电机,激光对中仪动态调整水平方向的轴对中,在地脚螺栓3和7位置处分别打上百分表,松掉1、2、3、4四条地脚螺栓,1处的顶丝向东顶电机,3处百分表到0.13 mm停下 ,对中仪显示电机偏东0.03 mm。这时重新对中结果为:电机偏高0.181 mm,下开口0.04 mm,电机偏东0.036 mm,西开口0.045 mm,满足对中标准,拧紧所有地脚螺栓,至此轴对中调整完毕[12]。
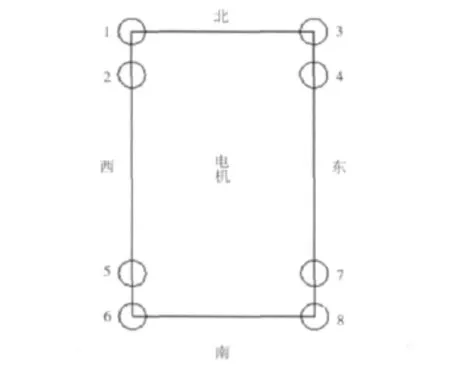
图3 电机地脚螺栓位置示意图Fig.3 The diagram of anchor bolt position motor
3.2 排气端轴承压紧力调整
拆下排气端轴承正上方垫块,垫块上加0.04 mm的不锈钢垫片,回装后测得轴承压紧力为0.08 mm,符合标准要求。
4 试车情况
2012年8月24日回装完毕试车,排气端轴振动明显下降,两测点振动值由检修前的VIAS1003:50.1 μm,VIAS1004:39μm 下降到 VIAS1003:35μm,VIAS1004:26μm,运行稳定,其后6个月振动值如表3,可以看出此空压机运行稳定,轴振动没有增大迹象。
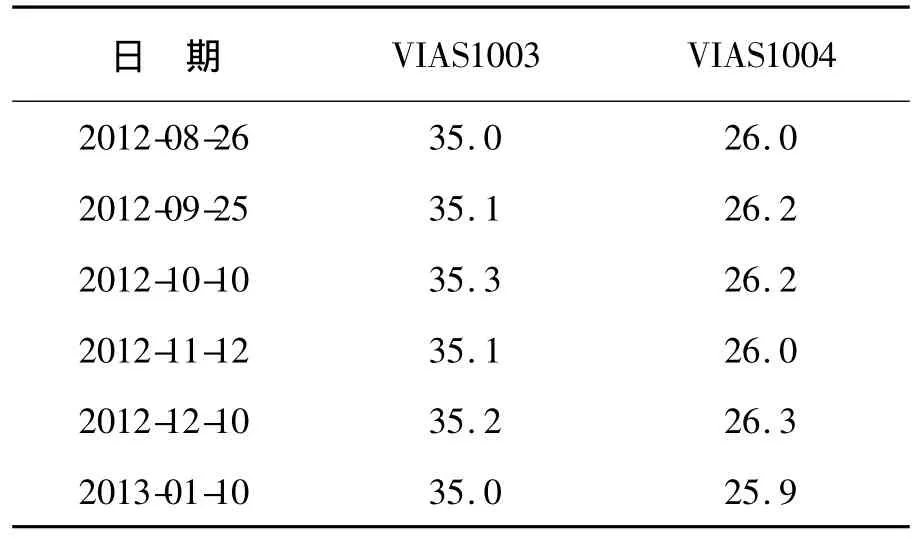
表3 故障处理后排气端轴振动值(μm)Table 3 The exhaust side shaft vibration values(μm)after handling the fault
5 结束语
通过检查分析,发现导致空压机排气端轴振动高的原因是轴对中不好和排气端轴承压紧力小,并对其进行了调整,调整后振动值明显下降,此次故障的处理消除了设备运行隐患,保证了空压机安全稳定运行,也为同类故障的处理提供了借鉴经验。
[1]吴朝福.空气压缩机的喘振原因分析及措施[J].风机技术,2009(3):74-76.
[2]李怀庆,张娜,张胜利,等.透平压缩机多机组喘振现象分析[J].风机技术,2010(6):73-76.
[3]袁汝康.原料气离心压缩机振动分析[J].风机技术,2010(1):75-80.
[4]拜禾,蔡德宇,等.天然气管道离心压缩机喘振与预防[J].风机技术,2010(2):60-63.
[5]韩捷,张瑞林.旋转机械故障机理及诊断技术[M].北京:机械工业出版社,1997.
[6]杨国安.机械设备故障诊断实用技术[M].北京:中国石化出版社,2007.
[7]杨增军.四级透平压缩机故障处理[J].矿山机械,2006,3(4):146-147.
[8]王灿.透平压缩机转子振动原因分析及处理[J].现代机械,2009(4):79-81.
[9]徐忠.离心式压缩机原理[M].北京:机械工业出版社,1990.
[10]王书敏,何可禹.离心式压缩机技术问答[M].北京:中国石化出版社,1995.
[11]李国农.透平压缩机振动因素与诊断方法的探讨[J].水利电力机械,2000(3):29-32.
[12]白晖宇,朱瑞,等.透平压缩机转子系统常见振动故障分析及处理[J].风机技术,2012(4):86-87.