热连轧卷取机设备间隙分析
2013-10-16王小庆周松涛魏宏武
王小庆,周松涛,魏宏武
(安阳钢铁股份有限公司,河南 安阳 455004)
国内某钢企1780 mm热连轧为一条传统配置的宽带钢生产线,该生产线设备由3座加热炉、2架粗轧机、切头飞剪、7架精轧机、层流冷却装置、3台卷取机、1套钢卷运输设备等组成,卷取机为地下式卷取机,卷取设备布置如图1所示(3#卷取机图中未示出)。投产两年后,生产中发现钢卷的卷形质量有下降趋势,出现有塔形、错层、内圈松动、浪型折边等情况,而该生产线二期新启用的3#卷取机卷形要好很多。生产现场分析,与设备间隙过大有很大关系,需要对磨损超标的零部件进行更换。但卷取机结构复杂,且液压缸耳轴、轴承座、液压缸头、销子、助卷台架、助卷辊等本身存在有间隙的部位较多,累积设备间隙很多。用传统的方法检查并处理该问题需要较长的检修时间,对生产影响较大,有必要对此进行研究,找到科学合理的方法[1-2]。
1 卷取机设备间隙及其对卷取生产的影响
1.1 地下卷取机结构组成及工作原理
1.1.1 地下卷取机结构组成
卷取机采用地下式全液压三助卷辊卷取机,主要由张力辊、助卷辊、卷筒和机架组成,如图2所示。

图1 卷取设备布置图(3#卷取机未示出)Fig.1 Coiler equipments layout(No.3 coiler unshown)

图2 卷取机组成示意图Fig.2 Assembly sketch of coiler
张力辊将成品带钢夹紧并送入卷取机,并在带钢头尾部与卷取机形成张力,下辊电机通过万向接轴直接传动,上辊电机通过减速机和万向接轴传动。
三个助卷辊分别由电机通过万向接轴单独驱动;助卷辊架为铸焊结构与成形导板的把合采用予应力螺栓,助卷辊本体为表面堆焊硬质合金件,入口上导板端部装有表面喷焊硬质合金的导向辊,可以减少钢板表面擦伤。助卷辊驱动液压缸内装有位移传感器,以控制助卷辊与卷筒间隙,并且通过伺服控制实现助卷辊跳过带钢头部的功能。液压缸与助卷辊架之间通过销轴连接。
卷筒通过电机和变速箱驱动,机架为整体板坯焊接件,其上有助卷辊回转轴承座及液压缸支座和横梁。
1.1.2 地下卷取机工作原理
带钢头部离开精轧机时,卷取机已处于准备工作状态。此时,上张力辊压下,上张力辊控制液压缸为位置控制状态,上下张力辊间隙的预设定应依据夹送辊送进的带材厚度。助卷辊围抱卷筒,预设定辊子与卷筒之间的间隙,间隙值根据精轧后的带钢的实测厚度设定。带钢进入卷取机时,张力辊前导尺正确导向,借助导板装置,在张力辊和卷筒之间形成封闭路径,使带钢能顺利地卷上卷筒。待带钢卷上3~5圈后,带钢在卷筒和轧机之间即能建立稳定的张力。此时上张力辊放松,传动电机采用“零电流”控制,助卷辊全部打开(卷取厚带钢时,第一个助卷辊要始终压住带钢),卷筒和轧机一起加速到最高轧制速度,进入正常卷取状态。带尾即将离开轧机时,卷取机进入收卷状态。轧机与卷取机同时降速,助卷辊合拢,压住外层带卷。当带钢脱离末架轧机时,张力辊压紧,传动电机处于发电状态,使带钢在张力辊与卷筒之间建立张力,避免带卷跑偏或带卷外层松散。卸卷时助卷辊打开,卸卷小车上升托住带卷,待卷筒收缩后,可将钢卷移出。此后卷取机又恢复准备工作状态[2-3]。
1.2 卷取机设备间隙组成
由地下卷取机的工作原理可知,张力辊在钢卷卷取3~5圈时,上张力辊即抬起放松,对整个卷取过程影响不大。本文重点研究卷取机本体的间隙结构,由卷取机结构组成可知,构成卷取机的设备间隙见表1:
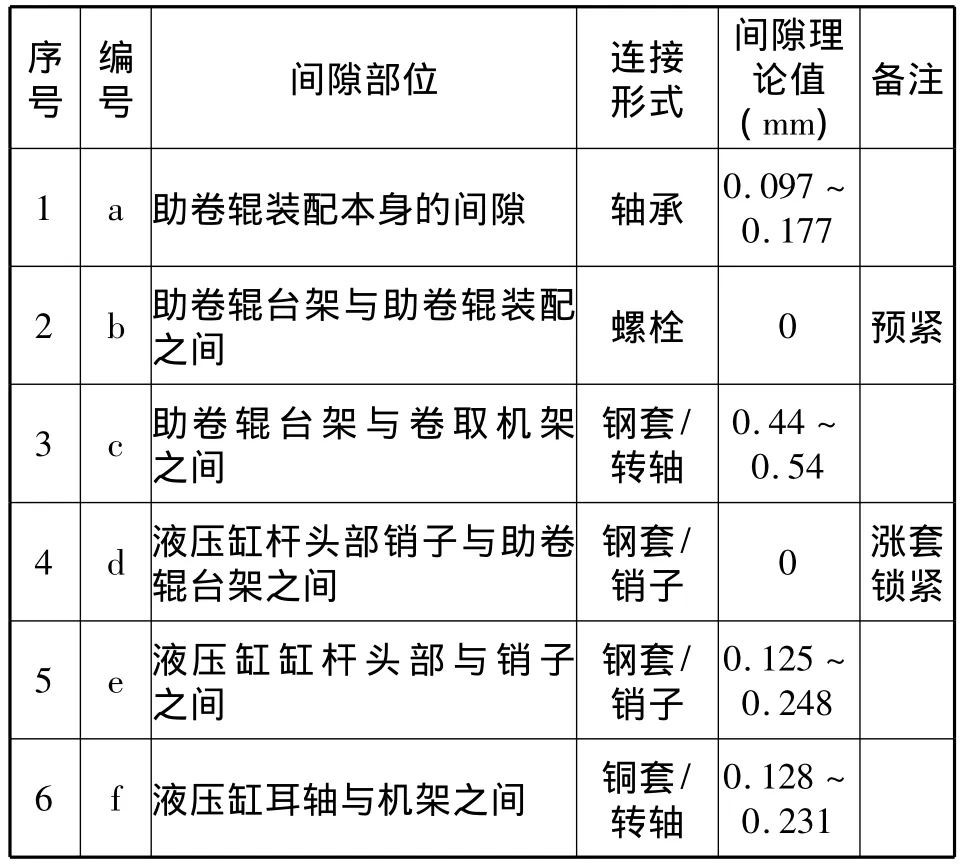
表1 卷取机设备间隙组成[4-5]Tab.1 Coiler assembly gaps
卷取机本体各部位设备间隙组成示意图如图3所示:

图3 卷取机设备间隙组成示意图Fig.3 Coiler assembly gaps sketch
1.3 不良设备间隙对生产的影响
1.3.1 不良设备间隙产生的机理
设备零部件加工成品都有一个尺寸偏差,因此两个设备零件之间的配合存在过盈、过渡、间隙配合三种情况。为实现设备功能、工艺等要求,设备设计时往往采用不同的配合形式。如在设备的转动部位往往采用间隙配合,以便于设备的转动功能要求。所以正常设备间隙的存在是必然的。
但相对运行的设备零部件之间在发生相对运动时,两个零件表面相互接触,并形成磨擦。由于绝大多数机械零件的损坏是表层损坏,且多数原因是由于各种形式的磨损造成的。在摩擦过程中,摩擦表面的材料产生微量脱落、转移的现象称为磨损。
正常情况下磨损过程分为三个阶段:初期磨损——新的摩擦副表面具有一定的粗糙度,真实接触面积小、单位面积承受比压高,在额定的速度和负载下磨损速度较快。经长时间跑合后,磨平了摩擦面上部分微凸体,降低了摩擦面的比压,提高了承载能力,使磨损速度减慢,并趋于稳定;稳定磨损——磨损速度缓慢而又恒定,耐磨时间较长的阶段;加速磨损——当稳定磨损达到某一极限值时其磨损速度加剧,导致报废。磨损的分类有多种:粘附磨损、磨粒磨损、疲劳磨损、腐蚀磨损、微动磨损、侵蚀磨损、脱层磨损等[6]。
零件表面材料的微量脱落转移造成零件尺寸变化,使两者之间的正常间隙变大,使设备部件之间的位移量增大,造成设备精度降低,影响设备功能发挥[7]。
1.3.2 卷取机各种设备间隙产生的原因
组成卷取机设备的各部件之间是通过轴承、螺栓、销子、轴套等零件相互连接起来的。其中:
1)助卷辊本体的设备间隙是轴承本身的,轴承在长时间运转后产生的磨损是疲劳磨损,即轴承滚子与内外滚道接触面作滚动摩擦时,在交变接触压应力作用下,使材料表面疲劳而产生反复塑性变形,分离出磨屑,使轴承本身的游隙发生扩大。
2)助卷辊台架与助卷辊装配之间和(d)液压缸杆头部销子与助卷辊台架之间按其装配要求是通过螺栓和锥套预紧连接的,即将连接二者之间的螺栓和锥套通过预应力拉伸消除了它们之间的间隙,只要螺栓和锥套不松脱或没有被拉断,间隙将始终保持为0.
其余三处(c)助卷辊台架与卷取机架之间、(e)液压缸缸杆头部与销子之间和(f)液压缸耳轴与机架之间的间隙是通过销子和轴套连接的,用以实现设备部件之间的转动功能。它们之间存在磨粒磨损和疲劳磨损:销子和轴套之间存在硬度差,硬质颗粒或硬表面上的微凸体在软表面上犁沟、拉槽和脱落而引起磨损,并在交变接触压应力作用下,使材料表面疲劳而产生反复塑性变形,分离出磨屑,从而使销子与轴套之间的间隙扩大。
1.3.3 卷取机设备间隙对生产的影响
由卷取机工作原理可知,在带钢头部即将进入卷取机时,助卷辊围抱卷筒,预设定助卷辊与卷筒之间的辊隙,辊隙值根据精轧后的带钢的实测厚度设定。如果卷取机设备的累积间隙值较大,尤其是在卷取薄规格(一般指3 mm以下)带钢时,预留辊隙值较小,与累积设备间隙值具有可比性时,整个卷取机刚度将下降,主要表现在助卷辊标定性有异常响声、卷形尤其是头部卷形不良等,影响产品质量,严重时影响卸卷对生产造直接影响。
2 卷取刚度测试及设备间隙评价
2.1 传统设备间隙的测量
传统设备间隙的测量是通过动力源或千斤顶等机械工具作用于设备部件,同时在被检查部件上打百分表的办法来检查,但这种办法不能测量出设备在冲击、刚度变化等情况下准确间隙值,静态测量与真正的动态工况差别较大,造成测量失真,从而给设备隐患查找和检修处理造成困难。
2.2 刚度测试及设备间隙评价
在卷筒(1)处于不同扩张直径位置时,通过给定不同的压力值,测量出相应的辊缝值。因为不管卷径和压力大小,设备固有的间隙值是不会变化的,所以从这些测得的设备综合间隙值即可判断卷取机某个助卷辊的刚度情况是否良好。
卷筒(1)直径的扩张位置是通过卷筒芯轴的轴向位置来测定的,因为该芯轴通过卷筒内部的连杆和楔块与外直径相连,芯轴在转动的同时,超声波检测仪通过其上的圆盘检测出卷筒外径的相对位置,该位置每卷一次钢都要标定一次,用以保证数据的真实性并相对消除芯轴内部连杆的相部间隙。压力值直接从助卷辊液压缸(5)阀台上的塞腔压力传感器读取。辊缝值从助卷辊液压缸(5)尾部的线性传感器从系统中读取即可。所有检测数据均可从生产一级自动化系统中导出,也可从操作界面中读取,不需要增加新的检测无件。
如表2所示为某热连轧一台卷取机三个助卷辊刚度测试数据:

表2 某卷取机刚度测试数据Tab.2 Test parameters of a coiler model
对三个助卷辊的卷径和压力值分别进行拟合,可以得到它们的压力值曲线,从曲线的平滑度和重合情况,也可以清晰地反映出设备刚度和间隙的优劣情况[8],如图 4 所示。
从压靠数据及图形上可以看出1#、2#助卷辊的刚度较好,分别为0.09 mm 和0.1 mm,而3#助卷辊刚度较差,达到5.4 mm,需要尽快检查和改进。而评判这些刚度和间隙数值好坏的标准需要根据实际情况给定,然后逐步优化完善。通过检查发现3#助卷辊c)助卷辊台架与卷取机架之间的钢套和f)液压缸耳轴与机架之间的铜套磨损严重,经过检修更换,3#助卷辊辊缝值达到0.12 mm,卷取机刚度得到恢复,标定卷筒时异常声响明显减小,生产出现的钢卷卷形质量明显好转。

图4 某卷取机助卷辊压力值曲线图Fig.4 The diagram of wrap pressure of a coiler
3 结论
通过检测卷取机刚度的方法来检测和评价卷取设备间隙的方法,可以快速判断影响卷取设备间隙的因素并进行设备维护。同时对其它类似间隙测量不易的设备检查有一定的借鉴意义。
[1]朱洪波.全液压地下卷取机的工艺控制过程[J].一重技术,2008(3):10-11.
[2]卢庆春.热带钢连轧机组地下卷取机设备综述[J].一重技术,2008(1):1-3.
[3]宋耕田,陈崇义,傅文斌,等.武钢热轧地下卷取机的改造[J].上海金属,2000,22(5):22-27.
[4]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[5]宋耕田,漆平,周汉武.卷取机助卷辊支臂与轴过盈联接结构[J].上海金属,2002,24(4):29-31.
[6]高泽远,姚玉泉,李林贵.机械设计[M].沈阳:东北大学出版社,1994.
[7]叶成水.设备工程[M].上海:华东理工大学出版社,2005.
[8]刘才,冯宪章,崔艳梅,等.全液压地下卷取机卷筒压力分布研究[J].锻压技术,2009,34(5):23-25.