30万机组低压缸异音及轴承振动分析及处理
2013-10-11张异
张 异
(大唐淮南洛河发电厂, 安徽 淮南232008)
1 机组情况概述
我厂1#机300MW为上海汽轮机厂生产的亚临界中间再热凝汽式汽轮机,其型号为N320-16.18/535/535型(改进型),汽轮机本体结构可分为高压缸,中压缸,2台低压缸,低压缸为对称分流布置,分为内缸和外缸2层,顶部设有2个排大气安全门,低压缸蒸汽是中压缸抽气,是通过中低连通管进入低压缸的。低压缸前后两端装有喷水减温装置。9#瓦,10#瓦是发电机转子的前后轴承,均为圆筒形轴瓦。
2 机组运行状况
我厂1#机在2007年2~4月份进行标准性大修,大修后机组运行正常,轴瓦振动状况良好,振动测点均小于30μm。2009年8月28日,机组在正常运行时,运行巡检人员发现低压Ⅱ缸上缸右侧有异音,用测振仪检测汽缸轴向振动最大处达到130 μm,并通知检修人员到场,通过检测发现汽缸内部异音是间断不连续,像是缸内部件脱落被气流冲击的振动音,站在汽缸旁边能听到,用测振仪检查汽缸上半部分轴向振动较大,并检查低压Ⅱ缸前后轴承7#瓦,8#瓦的轴振瓦振均无变化,真空、负荷等参数也无异常变化,对汽缸上部联通管,防爆门及汽缸螺栓检查均牢固无振动,鉴于此种情况对低压缸只是加强监视,并未进行其他处理。
2009年10月14日运行人员就地检测10#瓦轴向振动由原来20μm达到55μm,最大至68μm,通知检修人员对轴承盖螺栓及轴承座地脚螺栓进行紧固,但效果并不是很理想,最终维持在52μm。9#瓦、10#瓦部分振动数值见表1。
后联系省电科院对1#机振动情况进行升有功无功试验,初步判断转子可能存在热弯曲。
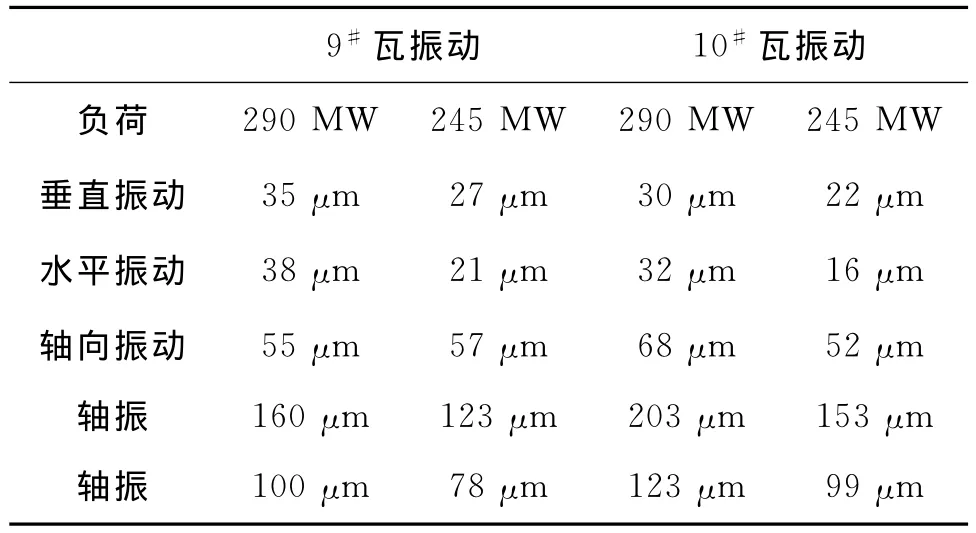
表1 9#瓦、10#瓦部分振动数值表
3 原因分析及处理
针对1#机低压Ⅱ缸振动及异音,9#,10#瓦轴向振动较大这一现状我们在2010年2月份小修中,根据相关的测量及检查,分析了有缸体缺陷、内缸振动、紧固力问题和支撑轴承座问题、动静碰摩等引发振动的原因,并进行了分析排查,制定检查方法及处理方案。
3.1 低压Ⅱ缸异音振动原因及处理
3.1.1 动静部分碰磨
动静部分轴向和径向碰磨会使机组强烈振动,而现场检查低压缸前后轴瓦7#瓦、8#瓦的振动并无较为明显的波动变化,7#瓦X向轴振47μm,Y向轴振44μm,8#瓦X向轴振44μm,Y向轴振42 μm,并无大的波动,用听筒监听并未听到动静摩擦的声音,初步排除动静摩擦。
3.1.2 低压转子上零部件脱落松动
1#机2007年进行大修时未发现低压Ⅱ转子有缺陷,且前后轴承轴振正常,并无急剧上升的趋势,应当排除零部件脱落;汽缸结合面螺栓松动;检查汽缸结合面紧固螺栓,无松动,检查上部连通管及防爆门结合面螺栓均无松动。
低压汽缸由外缸、内缸和隔板组成。低压外缸和低压内缸全部由钢板焊接而成。低压外缸的上、下半各由3部分组成:低压调端部分、低压电端部分和中部。各部分之间通过垂直法兰面由螺栓作永久性连接而形成一个整体,可以整体起吊。内缸由4个支撑垫块支撑固定,防止内缸沿轴向和横向移动。低压缸具有水平中分面以进行检测和维修。低压排汽缸内设计有良好的排汽通道,由钢板压制而成。面积足够大的低压排汽口与凝汽器弹性连接。低压缸四周有框架式撑脚,增加低压缸刚性,撑脚座落在基架上承担全部低压缸重量,并使得低压缸的重量均匀地分在基础上。在一号低压缸撑脚四边通过键槽与预埋在基础内的锚固板配合形成膨胀的绝对死点。在蒸汽入口处,外缸、内缸通过2个承接管与连通管连接。为了减少流动损失,在进排汽处均设计有导流环。低压缸排汽的压力非常低,因此低压缸的缸体特别庞大,并与凝汽器直接连接。低压缸的排汽经排汽管进入相应的凝汽器,排汽管和凝汽器之间采用挠性膨胀节,用于补偿设备和管件的膨胀。低压内缸上部装有“遮热罩”,用来限制低排、抽汽管道与内缸的蒸汽之间的热交换,减小内缸壁的温差。鉴于汽缸内部部件较多环境较为复杂而且根据检查的各种情况错初步怀疑汽缸内部支撑筋或其他静止部件松脱,所以在2010年小修中,检查人员从凝汽器进入排气缸内进行全面检查,检查支撑筋,前后缸喷水管,导流环等焊接处牢固无开裂,并无直接脱落部件,在进入低压缸内缸上半部分北侧时,检查人员发现在低压内缸水平中分面螺栓上部的一块长1 200mm,宽400mm,厚为2.5mm的隔热铁板整体脱落,上部的6颗固定螺栓脱落,焊接处完全脱开,整块铁板平铺在低压内缸上部呈自由状态,在机组运行中,汽流带动铁板发出异常声音。检查人员对铁板进行重新装配6颗M46固定螺栓,并将铁板焊接在低压内缸上,确保牢固无松动。
3.2 9#瓦10#瓦振动原因及检查处理
由省电科院通过升有功、无功试验,初步判断发电机转子可能存在热变形,引起热变形的原因可能存在二方面:一是转子线圈匝间短路;二是转子冷却水堵塞,与轴瓦本身并无太大关系,但是在机组震动超标情况下运行较长时间,对轴瓦造成了一定的磨损,在小修中对9#瓦,10#瓦进行了全面检查。
一是对轴瓦、紧箍及轴承座螺栓紧力进行检查,并无松动;二是9#瓦解体测量轴瓦顶隙在0.60 mm,标准在0.53~0.64mm,侧隙在0.55mm,标准在0.57~0.62mm。翻出下瓦检查下瓦有一块50mm×50mm大小的乌金脱壳,结合轴瓦震动及油温,瓦温情况,对9#瓦进行补焊后修刮,着色后检查正常,对侧隙进行修刮,修复后侧隙四角均在0.60 mm,装复时检查紧力为0.02mm,标准为0.02~0.04mm,组装时对轴瓦及紧箍紧力进行加固;三是10#瓦解体测量轴瓦顶隙在0.65mm,标准在0.57~0.69mm,侧隙在0.60mm,标准在0.58~0.63 mm,翻出10#瓦下瓦检查下瓦乌金并无明显脱胎及磨损现象,对轴瓦进行修刮后装复,对轴承盖及紧箍紧紧力均调整在合格范围内。
[1]何锋.汽轮机低压缸整栋的原因分析[J].企业科技与发展,2009,(2):58-61.
[2]查冰锋.汽轮机低压缸异常振动原因及处理[J].电力安全技术,2009,(1):58-60.
[3]施维新,石静波.汽轮发电机组振动及故障[M].北京:中国电力出版社,2008.
[4]李录平.汽轮机发电机组振动与处理[M].北京:中国电力出版社,2007.
