浅谈应用综合精度指数评定设备的技术状态
2013-10-11崔丽
崔 丽
(哈尔滨轴承集团公司 设备管理部,黑龙江 哈尔滨 150036)
1 前言
设备的技术状态反映了它在生产活动中的存在价值和对生产的保证程度,为了有效地组织生产,就必须及时掌握设备的技术状态。
2 设备技术状态劣化的主要表现
2.1 设备精度降低
设备精度是一项与被加工工件质量有直接关系的主要技术指标。如果生产条件基本相同,在给定的时间内被加工工件的精度可近似地认为取决于设备的精度。
2.2 丧失预定的使用功能
设备的零、部件经过长期运转而磨损,其中某些零、部件的磨损结果可导致设备预定使用功能的丧失,例如,离合器经过一定时期使用,最终将丧失其传递动力的功能。
2.3 设备性能下降
有时设备零、部件虽有劣化,但仍能完成预定功能,例如,滚动轴承磨损了,传动齿轮磨损了,一般情况下仍能完成预定功能,但噪音增大,工作平稳性下降,有时还会导致生产率下降,以及引起燃料动力的消耗增加。
2.4 设备故障频率和故障强度增加
当设备零、部件劣化到一定程度时,将会导致设备故障频率增加,也就是说设备可靠性下降,以及设备故障强度增加,即故障趋向严重。
在上述有关设备的技术状态的各种劣化现象中,在大多数场合下,设备精度降低,对生产影响最大,恢复其精度也最为困难,花费的维修力量最多。
3 应用综合精度指数评定设备的技术状态
在实际工作中应用设备综合精度指数来定量地评定设备的技术状态。
3.1 精度指数的基本概念
设备的精度,是用许多彼此相对独立的技术指标来表征的,但这些单项指标不能全面完整地表征设备的精度,而用综合精度指数可以做到这一点。
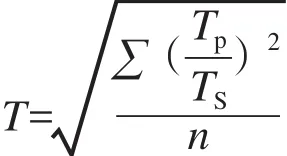
其中:T:单台设备综合精度指数,
Tp:实测某项精度值,
TS:标准某项精度值,
n:检测项数,
∑:代数和的符号。
综合精度指数T是以相对误差表征了设备的综合精度。
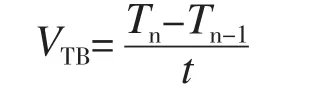
当T<1时,机床精度符合出厂或大修标准;1 表示单项精度劣化程度,其绝对值越小越好。通过对单项精度劣化比的分析,可以了解精度的劣化范围和各项精度劣化程度,有助于修理方案的确定。 3.3.1 新设备实测综合精度指数TN 新设备到厂后应进行综合精度指数测算,最好在安装验收后进行一次精度测定,这样可以复验一下出厂时精度与安装后精度之差异。一般应相差不大,如果太大应查明原因。通过对出厂时新设备精度指数的计算,可以看出该设备精度储备状况以及对产品质量控制水平。它是设备初期管理的重要内容。 3.3.2 工作运行状态的设备实测精度指数Tw 对正在工作运行中的全部设备进行测算,或随机抽查测算部分设备,可以发现在各种生产条件下的正常工作状态的允许T值范围。 同时,通过定期测算处于工作状态中的Tw值并对各台设备的Tw值与时间变化规律进行分析: (1)在工作条件相似情况下,对各设备的维护保养水平做出估价。 (2)在工作条件、保养水平相似情况下,可对各设备精度保持性做出估价。倘能定期提供各类设备单台综合精度指数值,有助于工艺施工人员编制加工工艺,有利于指导调度人员合理使用设备。 (3)设备修理前后的综合精度指数TR。精度劣化是机床性能下降的主要原因,修前精度的测定是决定修理与否的重要依据之一,有助于修理类别的确定。修后精度的测定可以评价修理人员对设备主要性能、精度方面达到的水平。对修后精度稍加改善,必将较多延长设备有效使用期限,从而产生较大经济效益。 它反映的是该设备精度随时间而变化的规律。 其中:VTB——精度劣化速度, Tn——第n次测定的综合精度指数值, Tn-1——第n-1次(即前一次)测定的综合精度指数值, t——是相邻两次测定时间。 举例:某设备2000年12月测算的综合精度指数为Tn=1.9,经查该设备前一次精度测定日期为1999年10月,此时测定的精度指数为Tn-1=1.5,间隔14个月。则 通过VTB值的测算和分析,可以定量地反映出某一台设备的精度实际变化状态。VTB可能是正值,表示测定期内设备精度劣化速度,也可能是负值,则表示测定期内经过某种类型的维护修理。 (1)新设备精度指数的测算有助于设备选择 新设备精度指数的测算,可以从一个重要侧面定量地了解设备制造对产品质量控制水平和设备精度储备状况。如果能系统分析和积累这方面资料,将有助于设备的选择。 (2)修前设备精度指数的测算有利于修理计划的确定。 (3)精度劣化速度更进一步明确地揭示了设备运动的规律。 (4)设备综合精度指数的运用有利于提高设备管理水平。 综合精度指数不可能解决所有问题,还要通过努力进一步探索某些事物的规律性,进一步揭示设备精度状况、故障间隔期、维护保养水平和周期费用与产品质量之间的内在联系。3.2 单项精度劣化比Tp/TS
3.3 单台设备实测综合精度指数
3.4 精度劣化速度

4 测定设备精度指数对设备管理与维修的作用
5 结束语
