氯碱企业副产氢气在炼油装置中的应用
2013-09-28郑纪东
郑纪东
(山东东明石化集团万海氯碱有限公司,山东 东明 274500)
东明万海氯碱化工有限公司现有15万t/a离子膜烧碱生产装置。电解装置副产的氢气很少一部分用于合成盐酸,其余全部放空处理,既不安全又造成了资源的巨大浪费。东明石化集团中油公司的25万t/a加氢精制装置缺乏高纯度的氢气,为了充分利用现有的氢气资源,氯碱公司增设氢气回收利用设施,设1台1 000 m3湿式气柜及1套氢气增压输送设施,回收烧碱装置产生的氢气,输送至中油公司加氢精制装置,实现资源的综合利用。
1 氢气回收装置工艺流程
由电解工序电解槽阴极室产生的85℃湿氢气含有大量的水蒸气和碱雾,通过冷却降温,使水由气态凝结为液态并与氢气分离,达到氢气干燥清洁的目的。高温湿氢气进入氢处理系统的洗涤塔下部,经洗涤液洗涤、冷却后约为45℃,其中,75%~80%的水分得到冷凝,并除去了氢气中所夹带的碱雾。氢气从塔顶出来,进入液环式氢气压缩机加压至约0.1 MPa,再经水雾捕沫器除去氢气夹带的水雾后,经氢气分配台,一部分送至三合一盐酸合成炉生产盐酸;另一部分输送至氢气柜。通过1 000 m3湿式气柜缓冲贮存,缓冲后的氢气经过活塞式压缩机压缩后,约为0.7~0.9MPa,输送至25万t/a加氢装置作原料。回收装置工艺见图1。
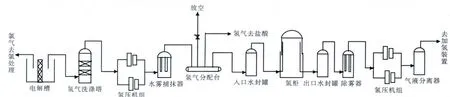
图1 氢气回收装置工艺流程图
开停车时浓度较低的氢气、运行过程中的不合格氢气以及过剩的氢气经分配台的放空管道和氢气阻火器排入大气。
2 控制方案
为了使电解槽氢气压力保持稳定,在压力调节系统控制下,由氢气分配台设1条回流氢气管线到氢气压缩机的进口总管。根据进氢气洗涤塔的氢气总管的压力的变化自动调节回流量,以保证电解工序及本工序氢气压力的稳定。
为了使气柜柜容保持稳定,在压力调节系统控制下,由压缩机出口冷却器后设1条回流氢气管线到气柜的进口总管。根据柜容变化情况及加氢岗位的压力变化情况自动调节回流量,以保证柜容及加氢岗位氢气压力的稳定。
为了使前序装置氢气压力保持稳定,在压力调节系统控制下,在气柜入口管线上设1个压力自控调节阀,根据前序氢气压力变化情况自动调节,以保氢气压力的稳定。
此外,在气柜进出口处还各设1个水封罐,既保证了进出气柜的氢气压力稳定,还可在长时间停车时建立一定高度的水封,保证气柜内氢气不外泄,杂质气体无法进入气柜。
3 安全要求
氢气无色无味,人不能凭感觉发现;比空气轻,呈上升趋势;当氢气与空气或氧气混合时,形成混合比范围很宽的易燃易爆混合物。
因此,氢气对处理系统条件要求苛刻,为保证安全生产,该公司采取的方法为,设采样点5个,每8 h采样一次,严格控制氢气纯度;根据压力及流量,严格规范氢气管线直径;从电解到加氢装置设多处液封式排凝点,以防管路积水,产生压力波动;多处设氮气引入管,以便在开停车时采用分段置换及意外事故时可局部处理;全部放空管道上均设有阻火器、氮气蒸汽引入管。
4 生产中遇到的问题及解决方法
4.1 氢气放空着火
2008年夏季,在雷雨天气时,曾出现雷电引燃氢气放空管中的氢气,发生着火事故。尽管放空管上设有阻火器、氮气管、蒸汽管,但由于放空管出口氢气压力大(约70 kPa)、浓度高,再加上当时雷电发生高度低、强度大,故仍引起氢气着火。为避免此类事故再次发生,当雷雨天气且氢气用户用量减少需放空时改从电解氢气总管放空,尽量减少氯氢工序氢气放空量。因为电解工序氢气总管氢气压力低(约为5 kPa),放空基本属于自然散逸,应避免与雷电接触的可能。
4.2 氢气压力波动
由于氢气分子量低,故在实际生产中容易引起压力波动,在加上电解岗位为保护电解槽设备的完好,设有连锁装置,如氢气压力波动较大,往往引发连锁导致电解跳停,被迫停工。为解决此类问题,电解设有氢气水封罐、氯氢设有氢气回流管、气柜前设有稳压自控阀、盐酸氢气缓冲罐前设有稳压自控阀。经生产实际验证,效果良好。
4.3 气柜柜容超高
2009年春季,因1个活塞式氢压机跳停,而当时氢气量较大,出现柜容超高情况,但由于所用气柜结构是直升湿式单节焊接储气柜,顶部设有放空管和放空阀,故很好地解决了柜容超高的问题,未引起生产事故。
4.4 排凝点管线凝结水结冰
由于氢气中含水较多,需要在排凝点定期排凝,但在冬季生产时容易使排凝点出现冻凝无法排水;此外,从液环式压缩机到气柜入口管线较粗(Ø350 mm)且为裸管,再加上其内氢气压力较低(70~100 kPa),流速慢,管线内凝结水在低点排凝点积聚结冰而无法排凝,导致氢气压力波动。因此,对液环式压缩机到气柜入口管线用保温材料保温,并在各排凝管线上加蒸汽伴热,保证持续排凝。经生产实际验证,效果良好。
5 结语
(1)在几次非计划停车中,紧急关闭气柜入口前压力自控阀、氢气分配台上现场一次阀、去加氢管线现场一次阀、加氢装置现场一次阀,对这二段管线包压,在再次开车时不必对其进行置换;气柜区2台往复式活塞压缩机走闭路循环,既节约了氢气资源又节约了时间。
(2)2009年8月,在按计划停车进行设备检修时,首先关闭进气柜区的进料阀和去加氢的送料阀,并对关闭的阀门加盲板,然后,停气柜区的2台往复式活塞压缩机,再关闭气柜进出口蝶阀,并对进出口水封罐建立150 cm液封。
(3)以该公司目前生产能力,每年生产时间7 200 h,每小时回收3 358 m3/h氢气,每年可回收氢气2 172 t,每标方氢气按1.3元计算,每年可增效益三千多万元。自装置投产以来,已增收3 905万元。
(4)经过增设氢气回收利用设施,避免了氢气放空,减少了氢气着火发生的可能,实现了零排放。