高速节能精梳技术的研究与应用
2013-09-27任家智张一风冯清国
任家智,马 驰,张一风,冯清国
(1.中原工学院 纺织学院,河南 郑州 450007;2.上海昊昌机电设备有限公司,河南 郑州 450007)
精梳机是纺制高档纱线的关键设备,它是通过锡林与顶梳对棉丛的两端进行梳理,除去短绒、棉结与杂质,提高纤维的伸直度、平行度及分离度,从而使成纱质量大幅度提高。为了完成梳理及棉网的搭接工作,精梳机的钳板要进行前、后往复运动,分离罗拉要进行倒转、静止及顺转运动,因此精梳机是由多个做正反转运动及平面复合运动的机件组成。在精梳机高速性能的研究方面,有学者提出了采用降低机件质量的方法,例如钳板组件采用钛合金、减轻齿轮的质量等,减小机件运动的惯性力[1-3];也有学者采用改进机件尺寸方法,减小机件的回转半径,取得了较好的效果[4-6]。本文在 HC350型精梳机的基础上,从机构运动学的角度,采用优化设计的方法,降低了精梳机分离罗拉、钳板及其传动机件在1个运动周期内运动的最大加速度、速度值,开发了HC500型新型精梳机,并将HC500型及HC350型精梳机的性能进行了对比实验。
1 精梳机高效节能的机制分析
1.1 机件的惯性力与惯性力矩
棉纺精梳机高效的重要指标之一是高速,因为速度越高精梳机单位时间内的产量越高。根据精梳机的产量分析可知,精梳机的产量与精梳条的输出速度成正比,与喂入精梳机内的小卷定量成正比,因此,提高精梳机的产量,必须提高精梳机的速度。提高精梳机的速度,分离罗拉、钳板及其传动机构所产生的惯性力将急剧增大,精梳过程中产生的冲击、噪声越大,精梳机机件越易损坏,因此精梳机的高速机制就是要减小精梳机高速运动时分离罗拉及钳板机构的惯性力及惯性力矩。图1示出机件的惯性力及惯性力矩,对于高速回转的机件,A点为其回转的中心,S为其质心,其惯性力P(N)和惯性力矩M(N·cm)是决定精梳机能否高速的重要条件。根据理论力学和机械原理[7-8]可知:

式中:m为往复运动件的质量,kg;a为回转机件质心的加速度,mm/s2;JA为机件对 A点的转动惯量,kg·m2;ω为回转件的角速度,rad/s;ε为回转机件对A点的角加速度,rad/s2;r为往复运动件对其重心的回转半径,m。

图1 机件的惯性力及惯性力矩Fig.1 Inertia force&moment of machine
随着精梳机速度的增加,钳板与分离罗拉运动的加速度a急剧增加,惯性力P和惯性力矩M也将急剧增加。
1.2 精梳机能耗的数学模型
精梳机是由锡林、钳板、分离罗拉等m个往复、回转机件组成的传动系统。如图2所示,设第 i个作平面复合运动的机件所消耗的功率为Ni(kW),则精梳机的总功率 N(kW)[9]为

式中:ωi为第 i个机件运动的转速,rad/s;εi为第i个机件运动的角加速度(rad/s2),Ji为第 i个机件的转动惯量,kg·m2;Fi为作用在第 i个机件的作用力,N;vi为 Fi作用点的速度,mm/s;βi为 Fi与 vi的夹角,rad;ai为机件质心的加速度,mm/s2。
由式(3)可知:1)对于作变速回转运动的机件,当其质心与回转中心重合时,其耗电量与机件的转动惯量成正比,与机件的角加速度及角速度成正比;2)对于作往复直线运动的机件,其耗电量与机件的质量成正比,与机件的质心加速度成正比,与机件的质心速度成正比,与机件的质心加速度和速度的夹角余弦成正比。
1.3 精梳机高速、节能的技术措施
综上所述,提高精梳机速度,降低精梳机的能耗应从以下2个方面考虑:
1)采用机械优化设计的方法,减小精梳机主要运动机件质心的速度及加速度,以减小机件的惯性力及惯性力矩。
2)利用改进精梳机钳板组件、分离罗拉传动等机构的设计,减轻机件的质量及转动惯量。在精梳机主要机件及材质设计方面采取以下措施:改进钳板组件的结构设计,并选用轻质合金以减轻钳板组件的质量;改进分离罗拉轮系传动部件结构,以减轻行星齿轮、差动齿轮、分离齿轮及连杆机件的质量。
2 精梳机主要机件运动参数的优化
2.1 钳板运动的优化
在HC350型精梳机基础上,以钳板摆轴为原点建立坐标系,构建上、下钳板钳持点的位移、速度及加速度的数学模型[2,10-11]。以降低钳板运动的速度及加速度,降低能耗及提高锡林、钳板及分离罗拉运动配合精度为目标,改变钳板摆轴的运动参数,运用计算机编程方法计算钳板的位移、速度及加速度值,对计算结果进行运动配合分析,选取最优方案,并以此设计HC500型新型精梳机的钳板传动机构。
在精梳机的速度为350钳次/min时,计算得到HC350型及 HC500型精梳机1个工作循环中钳板钳持点在水平方向运动的速度及加速度的变化规律,结果见图3、4,钳板速度、加速度的最大值及平均值分别见表1、2。
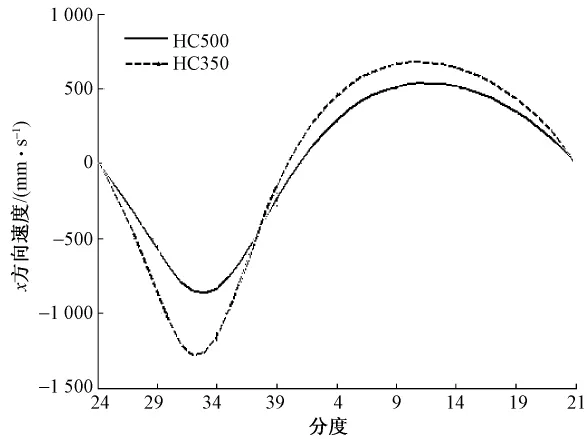
图3 钳板运动的速度曲线Fig.3 Speed curve of nipper

图4 钳板运动的加速度曲线Fig.4 Acceleration curve of nipper

表1 1个工作周期钳板速度的峰值、谷值及平均值Tab.1 Peak,valley and mean values of nipper speed in one work period mm/s

表2 1个工作周期钳板运动加速度谷值、峰值及平均值Tab.2 Valley,peak and mean values of nipper acceleration in one work period mm/s2
由表 1可知:在速度为 350钳次/min时,与HC350型精梳机相比,HC500型精梳机钳板运动速度的谷值减小了453 mm/s,降低31.3%;1个工作循环中钳板速度的平均值减小131.6 mm/s,平均速度减幅为28.3%。因此就钳板传动系统而言,HC500型精梳机相对于HC350型精梳机,在高速与节能方面具有明显的优势。
由表2可知,HC500型精梳机与HC350型精梳机相比,钳板的钳持点在水平方向加速度的谷值与峰值都小。由计算可知:加速度的谷值减小33.55%,加速度的峰值减小33%。HC500型精梳机与HC350型精梳机相比,钳板加速度的平均值减小6 825 mm/s2,减幅为27%。因此,HC500型精梳机具有明显的高速与节能优势,并有利于减小精梳机高速时的振动与噪声。
2.2 分离罗拉运动的优化
在HC350型精梳机基础上,以锡林轴为原点建立坐标系,构建分离罗拉的位移、速度及加速度的数学模型[12]。以降低分离罗拉运动的速度及加速度,降低能耗及提高锡林、钳板及分离罗拉运动配合精度为目标,改变分离罗拉平面连杆尺寸,运用计算机编程方法计算分离罗拉的位移、速度及加速度参数,选取最优方案,并以此设计HC500新型精梳机的分离罗拉机构。
在精梳机的速度为350钳次/min时,计算得到HC350型及 HC500型精梳机1个工作循环中分离罗拉运动的速度及加速度的变化规律见图5、6,分离罗拉速度、加速度的最大值及平均值分别见表 3、4。
由表3可知:HC500型精梳机与 HC350型相比,分离罗拉的速度值减小了491 mm/s,减幅为15%;平均速度减小了72.3 mm/s,减幅为10%。
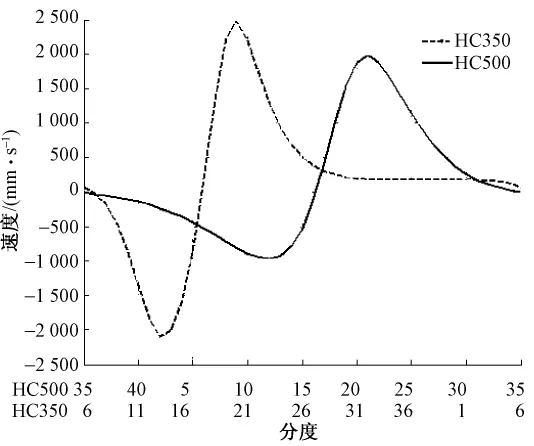
图5 分离罗拉速度曲线Fig.5 Speed curve of detaching roller

图6 分离罗拉加速度曲线Fig.6 Acceleration curve of detaching roller

表3 1个工作周期分离罗拉速度的峰值、谷值及均值Tab.3 Peak,valley and mean values of detaching roller speed in one work period mm/s

表4 1个工作周期分离罗拉加速度曲线的谷值、峰值及均值Tab.4 Valley,peak and mean value of detaching roller acceleration in one work period mm/s2
HC350型及HC500型精梳机的分离罗拉加速度的峰值均是出现在分离罗拉由倒转至顺转的过渡期。由表 4可知,与HC350型精梳机相比,HC500型精梳机分离罗拉的最大加速度降低了50%,平均速度减幅为29%。因此HC500型精梳机的分离罗拉传动系统具有较好的高速及节电性能。另外,与HC350型精梳机相比,HC500型精梳机的分离罗拉运动加速度曲线的平稳性较好,具体表现在分离罗拉加速度曲线的峰值与谷值明显降低,减小了分离罗拉高速运动时的惯性力及惯性力矩,有利于减小分离罗拉高速时的振动与冲击。
3 结果与分析
为了考察HC500型精梳机的高速性能、节电效果及纺纱质量,在山东明胜纺织有限公司进行了纺纱测试,并在许昌华丰纺织有限公司对HC500型及HC350型精梳机的耗电量进行测试对比。
3.1 HC500型精梳机速度
对分离罗拉及钳传动机构未优化的HC350型精梳机,与优化后的HC500型精梳机的纺纱速度进行对比,结果表明,HC350型精梳机最高生产速度为400钳次/min,HC500型精梳机的最高生产速度为500钳次/min。2种机型不同速度时的噪声及振动参数见表5。

表5 噪声与振动参数对比Tab.5 Contrast of noise and vibration parameters
由表5的测试结果可知:HC500型精梳机在生产速度为500钳次/min时与HC350型精梳机在生产速度为400钳次/min时的噪声及振动基本相当;在生产速度为400钳次/min时,HC500型精梳机的噪声及振动明显低于 HC350型精梳机。因此,HC500型精梳机的高速性能明显优于HC350型。
3.2 HC500型精梳机耗电量测试
3.2.1 测试条件
精梳机主要工艺参数:棉卷定量为61.03g/m,喂棉方式为后退给棉,给棉长度为4.3 mm,锡林定位37分度,顶梳插入深度为 +0.5,落棉隔距为10 mm,精梳条定量为22.07g/5 m。
3.2.2 测定结果
在车速分别为 330、400、450、500 钳次/min时,利用DTS8666型电能表测定得到HC500型及HC350型精梳机的耗电量,结果见表6。

表6 耗电量Tab.6 Power consumption
由表 6可知,在生产速度为 330钳次/min,HC500型精梳机的耗电量比HC350型约节电7%,具有较好的节电效果。
4 结论
1)精梳机的高速性能及节电性能取决于运动部件的转动惯量及1个工作周期内的速度及加速度值的大小。
2)利用机械优化方法及计算机编程技术,对钳板机构、分离罗拉传动机构进行优化设计,可大幅地降低1个工作周期内的速度及加速度值。
3)利用机械优化设计方法开发的HC500型新型精梳机,生产速度可达500钳次/min,并具有明显的节能效果。
[1]任家智.高效能精梳技术及技术创新的探讨[J].棉纺织技术,2001,29(4):12-16.REN Jiazhi.Discussion of technology and processing innovation on high-efficacy comber[J].Cotton Textile Technology,2001,29(4):12-16.
[2]任家智.E7/5型精梳机钳板机构分析[J].棉纺织技术,1998,26(6):16-20.REN Jiazhi.Analyses of nipper driving mechanisms on E7/5 comber[J].Cotton Textile Technology,1998,26(6):16-20.
[3]戴步忠,曾一平,朱丽华.高速精梳机用钛制上下钳板:中国 ZL200610053294.X[P].2007-03-07.DAI Buzhong,ZENG Yiping,ZHU Lihua.High speed comber with titanium nipper:ZL200610053294.X[P].2007-03-07.
[4]任家智,李营建,宋道义.A201C型精梳机技术改造的研究与实践[J].棉纺织技术,1995,23(2):16-19.REN Jiazhi,LI Yingjian,SONG Daoyi.Type A201C comber technical reform of research and practice[J].Cotton Textile Technology,1995,23(2):16-19.
[5]任家智,郁崇文.E7/6型精梳机钳板机构运动特性分析[J].纺织学报,2004,25(6):30-31.REN Jiazhi,YU Chongwen.E7/6 type comber clamp plate of mechanism motion characteristic analysis [J].Journal of Textile Research,2004,25(6):30-31.
[6]任家智,杨玉广.精梳系统技术的新进展[J].棉纺织技术,2007,35(10):25-28.REN Jiazhi,YANG Yuguang.New development of combing system technology [J].Cotton Textile Technology,2007,35(10):25-28.
[7]华大年.机械原理[M].第2版.北京:高等教育出版社,1994:36-382.HUA Danian.Theory of Machines[M].2nd ed.Beijing:Higher Education Press,1994:36-382.
[8]南京工学院.理论力学:下册[M].北京:人民教育出版社,1979:76-79.Nanjing College of Engineering.Theoretical Mechanics:Ⅱ[M].Beijing:People's Education Press,1979:76-79.
[9]孙桓,陈作模,葛文杰,等.机械原理[M].北京:高等教育出版社,2006:82-171.SUN Huan,CHEN Zuomo,GE Wenjie,et al.Theory of Machines[M].Beijing:Higher Education Press,2006:82-171.
[10]任家智,马宏庆.立达精梳机计算机辅助工艺设计与优化分析[J].棉纺织技术,2008,36(9):26-29.REN Jiazhi,MA Hongqing.Rieter comber computer aided process design analyses [J].Cotton Textile Technology,2008,36(9):26-29.
[11]符炜.机构设计学[M].长沙:湖南大学出版社,2001:43-44.FU Wei.Mechanism Design[M].Changsha:Hunan University Press,2001:43-44.
[12]任家智,尹燕芬.棉精梳机分离罗拉传动机构分析[J].中原工学院学报,2006,17(4):12-16.REN Jiazhi,YIN Yanfen.Theanalysisofdriving mechanism of detaching roller on comber[J].Journal of Zhongyuan Institute of Technology,2006,17(4):12-16.