薄壁类工件装夹新模块化设计
2013-09-27卢耀堂
卢耀堂
(宝鸡法士特齿轮有限责任公司,陕西宝鸡 722409)
本文涉及的薄壁易变形零件主要是指笔者公司设计生产的卡车变速箱上盖类零件,此类零件一般是壁厚为7 mm的灰铸铁件(目前也有壁厚为5 mm的铝合金件),大小约470 mm×300 mm,产品结合面平面度要求0.15 mm,孔系位置度0.2 mm。传统加工方法是使用如图1老式工装,放入工件后,先逐个拧紧4个侧抱块螺钉,找正工件外形,再旋紧4个浮动支撑星形手把。但此类装夹方法使工件在受力上不合理,易使工件装夹变形。具体分析如下:
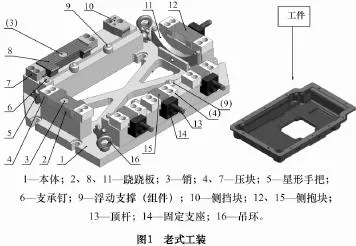
(1)工装以毛坯外形定位,由于设计了“跷跷板”式支承,实际工件长边定位长度短,定位效果一般。
(2)在此类工装中侧抱紧(侧压)功能与浮动支撑功能是分别设计的,使用过程中由独立的动作分别操作。因此为了便于有足够空间操作,各支撑点相距较大,使得整体设计复杂,支撑点离散严重;又因为加工时是局部受力,易产生局部翘曲变形。
(3)侧抱点数量少,为保证工件装夹稳固、安全,操作者常常下意识地拧侧抱螺钉力大,工件未加工就已经变形。
(4)浮动支撑点少(4个),相距远,铣面时振动大,刀纹明显。
(5)拧浮动支撑星形手把处空间小,操作不便。
(6)工装通用性差,结构相似的工件,要重投制新工装。
1 新工装设计
详细分析了以往夹具的优缺点及被加工工件的特点,对加工过程进行受力分析,不仅考虑是否使用简便,还充分考虑本工装能否制造及装配,优化各部件和动作。设计出一种操作简单,又能自由组合使用并含有侧抱紧(侧压)及浮动支撑功能的夹具模块。通常对于薄壁或腔体工件加工来说,其难点是既要克服装夹变形,又要夹紧牢固,才能保证加工后的尺寸及精度要求。从机加工的受力分析可知,通过增加工件侧抱点及浮动支撑点的数量,可有效提高工件的夹紧稳定性并减小工件的变形量,对于加工质量及加工效率的提升是有力的保证。
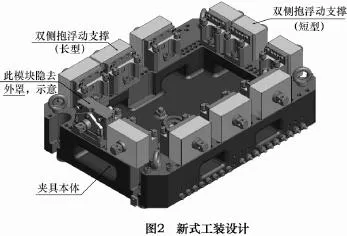
如图2所示,新工装是模块化设计,根据被加工产品特点,在夹具本体上安置一定数量的模块。此模块能自由调整位置,安装简便,只需在库房常备一定形式及数量的模块,在新产品试制或换产时,可快速组装使用,大大缩短生产周期,节约成本。
2 双侧抱浮动支撑模块设计
本模块设计基本要求是安装简单、可重复使用、操作简单、定位夹紧可靠安全。因此设计了一种新型的双侧抱浮动支撑模块,如图3所示。
2.1 工作原理

工件装入后,支撑帽9在底部压簧4力作用下自动浮动支撑着工件底面。当球面压紧螺杆13旋紧时,压紧可调压板16并带动顶销6将斜楔支撑销5锁紧在浮动支撑位置。继续旋紧螺杆13后,铰接压板10会带动侧压销20抱紧工件。根据杠杆原理,螺杆13的压紧力会按设定比例分成两分力:小分力分配给侧抱部件,大分力分配给浮动支撑自锁部件。因此工件最终会在合理的力平衡下被定位夹紧。反向松开螺杆后,各部件能在各压簧的作用下复位。
2.2 模块特点
(1)可在支撑帽9下A处增加平垫圈(GB/T 95-2002),使其成为支承侧压模块。(2)可在B处去掉压簧18并增加平垫圈(GB/T 95-2002)若干,使其侧压动作失效,成为浮动支撑模块。(3)可根据使用情况调节支承钉11的位置,使得单个侧抱压力f与总压紧力F的比值为23/(23+H)×(14-H)/44×1/2,即F/31.5≤f≤F/6.3,其中0≤H≤10(H 为支承钉 11 中心与球面压紧螺杆13中心在高度方向的距离,F为球面压紧螺杆的压紧力)。
3 应用案例
根据被加工工件特点,设计相应的本体及附件(如图4所示)。图3所示模块安装前需先去掉球面压紧螺杆及外罩,待模块在夹具本体上安装固定后再安装外罩及球面压紧螺杆。
使用事项说明:工件装载后,要根据工件特点先预紧(轻轻拧紧)相应的模块,保证各浮动支撑点及侧抱点都能接触工件,再逐一拧紧各模块。操作人员可通过多次调整模块的受力顺序及拧紧力大小,掌握好工件被定位夹紧的要领。
4 新式模块化工装优点
(1)新工装同样以毛坯外形定位,长边定位点可自由选择最远的两点定位,定位效果好。(2)侧抱点数量增加,每个侧抱力是联动机构的一个分力,大小可根据实际需要调节,不仅工件装夹稳固、安全且整体受力均匀变形小。(3)浮动支撑点数量增加3倍(达17个),周边均匀分布,大大减小铣面时的振动和变形,有利于平面度的保证。(4)以模块化设计,模块防切屑密封性好,可根据不同产品外形调整位置,工装通用性好,不仅降低制造成本,还减少后续设计周期。(5)每个模块仅需一个拧紧螺杆的动作,即可实现侧抱和浮动支撑的功能,操作简单。模块扩展性好,可通过气缸或油缸改进为自动夹紧模块。
5 应用效果
将本工装用于笔者公司薄壁类工件的加工,产品的平面度及孔系位置度都有了极大的提高,特别是采用新式工装后,平面度由原来的平均超差30%以上,降低到5%以下,合格率大大提高。这表明本工装设计方案是可行及有效的。
6 结语
本设计是一种操作简单,又能自由组合使用并含有侧抱紧(侧压)及浮动支撑功能的夹具模块。不仅结构紧凑、动作灵活,还防切屑,外观简洁。对工件定位效果好,装夹变形小,有利于薄壁易变形件的加工。模块通用性强,可通过长、短模块(改变两侧压销的间距)的自由组合,实现快速换产、长期下来工装投制费用低、维护成本低、组装调试简单、减少设计人员设计周期等多功能于一身。
