基于模糊控制的铁芯横剪线控制系统改造
2013-09-27虎恩典丁晓军
赵 涛 虎恩典 丁晓军
(宁夏大学机械工程学院,宁夏银川 750021)
1 概述
变压器铁芯横剪线是变压器厂的生命线,几乎所有的变压器的硅钢片都要经过横剪线的剪切。如果横剪线出现故障,变压器将无法正常生产。变压器铁芯横剪线原控制系统由许多单片机、大量的数字、模拟电子元器件组成。随着时间的推移,许多元器件严重老化,故障时有发生,任意一个元器件的故障可能导致整个系统不能正常工作。由于原有元器件老化的缘故,只靠维修来解决问题难度很大,很多元器件很难买到,再加上大量的数字、模拟器件老化严重,使得维护难度加大,要想从根本上解决这种现状,就必须对原有的控制系统进行改造。
现运用欧姆龙CQM1H系列PLC对其控制系统进行改造,并且用到3个输入模块,分别是:模块1、模块2、模块3,3个模块均为16点;4个输出模块,分别是:模块1,8点,模块 2,16点、模块 3,16点、模块 4,16点。由于CQM1H本身就是一个输入模块,故该控制系统是四输入四输出型的。该横剪线有3把剪刀,分别是:V剪、I剪和II剪,这3把剪刀都是用液压缸来控制的。V剪主要是在硅钢片上剪出V形缺口,I剪主要是对硅钢片进行45°剪断,II剪主要是对硅钢片进行135°剪断。
2 横剪线工艺简介
图1为变压器铁芯横剪线示意图。整个设备主要由双头开卷机、送料机构、冲床和剪床、出料机构、分理料机构等组成。
(1)双头开卷机 在手动状态下,可以慢速进料或退料。在自动状态下,通过光电开关B24、B25、B23和带环检测的信号,根据实际剪切的需要,双头开卷机的工作机头可以正转或者反转,快速或者慢速,并且及时的停止。始终保持缓冲坑中有一定长度的余料,以便送料辊能正常地工作,避免硅钢带受到较大拉力影响其使用性能。

(2)送料机构 主要由测量辊、送料辊组成。测量辊由电动机M42和M44驱动,测量辊上面装有光电编码器,主要提供系统调速和定位的反馈信息。送料辊由电动机M33和M35驱动,通过调速器和位置控制来实现速度控制和精确定位。
(3)冲床和剪床机构 冲床是V剪,剪床是I剪和II剪。V剪在硅钢片上剪切V形缺口,I剪主要是对硅钢片进行45°剪断,II剪主要是对硅钢片进行135°剪断。3把刀主要由液压缸控制,配合送料机构的精确定位及冲、剪床的控制实现预先设计的硅钢片剪切片型。
(4)出料机构 主要包括压辊、排辊I、排辊II和传送带。主要实现全剪后的片料输送,压辊、排辊和传送带可保证各种形状的片头能水平输送,进入分理料机构。
(5)分理料机构 主要有分料头、磁性输送带、上、下压头和堆叠台组成。分料头可以实现不同片行的分类,理料机构分为上、下两层,上、下磁性输送带都有多个磁条组成,通过电动机M26带动齿形带进行拖动。片料倒吸在磁性输送带上向前传送,到位后,经过上、下压头的落料、下拍、定位等动作将片料整齐地堆放在叠料台上。叠料台装置可以手动调节高度和前后,也可以自动根据堆叠高度来调节制动器的高度,使其能够正常压片[1]。
3 系统设计
在实现原有控制系统各项性能指标的前提下,尽可能降低开发成本。改造后的系统保留了原有设备的机械、液压和电动机驱动部分,原控制系统大部分被更换为由欧姆龙CQM1H系列PLC组成的控制系统,使得可靠性大大提高,设备维护十分方便。

3.1 控制方法的确定
硅钢片的尺寸(长度和角度)精度和剪切毛刺是影响变压器质量的重要因素。剪切毛刺直接影响变压器的空载损耗,而送料速度对变压器生产效率有着至关重要的影响。因此横剪线控制系统设计不但要满足高速度下的片料定位要求,以保证尺寸精度,还要满足很高的毛刺要求[2]。图2为总体控制框图。
由图2可知,该控制系统主要由两部分组成,一部分是由PLC控制,另一部分是对硅钢片的速度控制。
手动把片型的数据输送给上位机,上位机根据片型的形状给出分段速度控制波形,调用相关的程序,把脉冲信号送给PLC来控制系统的启动、指示灯、3把刀的动作、制动以及液压缸解锁等。同时上位机对速度给定,通过速度调节器、电流调节器,整流触发、直流电动机、电流互感器TA、整流转换和测速发电机对硅钢片运行的速度进行调节,调速部分采用单片机进行控制。
速度调节采用PI调节。由于电流调节比速度调节速度快,超调小,波形变化复杂,而且要经常调节,对电动机的转矩控制要恒定,电流调节器相对速度调节器的时间间隔要小,所以电流调节采用模糊PI控制,对系统性能的提升更加有利。
本文将模糊控制与常规PI控制相结合,利用模糊推理的思想,根据不同误差e,误差变化ec对PI的参数Kp、Ti进行在线整定。常规PI控制原理简单、适应性强、鲁棒性好,建立在被控对象的数学模型已知的前提下,而实际系统中往往很难得到确切的数学模型。模糊控制可以不需要被控对象的数学模型就可以实现较好的控制,这是因为被控对象的动态特性已经隐含在模糊控制器输入、输出的模糊集和模糊规则中。模糊控制器本质上是一种非线性控制器,它是将输入量模糊化后根据设计的模糊推理规则进行模糊推理,再把推理结果反模糊化后输出精确控制量的一种控制方式[3]。
3.2 模糊PI控制算法的实现
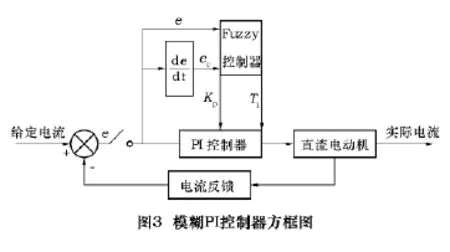
模糊PI控制主要由参数可调整的常规PI控制器和模糊推理器两部分组成,模糊推理器以偏差e和偏差变化率ec作为输入,以常规PI控制器的两个参数Kp、Ti为输出,采用模糊推理方法实现对参数Kp、Ti的调整,以满足不同时刻偏差e和偏差变化率ec对PI参数自调整的要求,其方框图如图3所示。模糊PI控制器的核心是模糊控制器的设计,根据模糊控制器的工作原理,可以将控制器的设计分为输入模糊化、建立控制规则表、模糊判决等。
对于模糊PI控制器而言,为了获得良好的动静态特性,在不同的输入量区域内,选取了PI参数的要求是不同的。需要从系统的稳定性、超调量、响应速度和稳态精度等特性考虑。通过Kp、Ti两个参数对系统控制品质的影响进行归纳,可以根据PI参数整定原则[4]及专家的经验,列出ΔKp、ΔTi的模糊控制规则表,如表1所示。
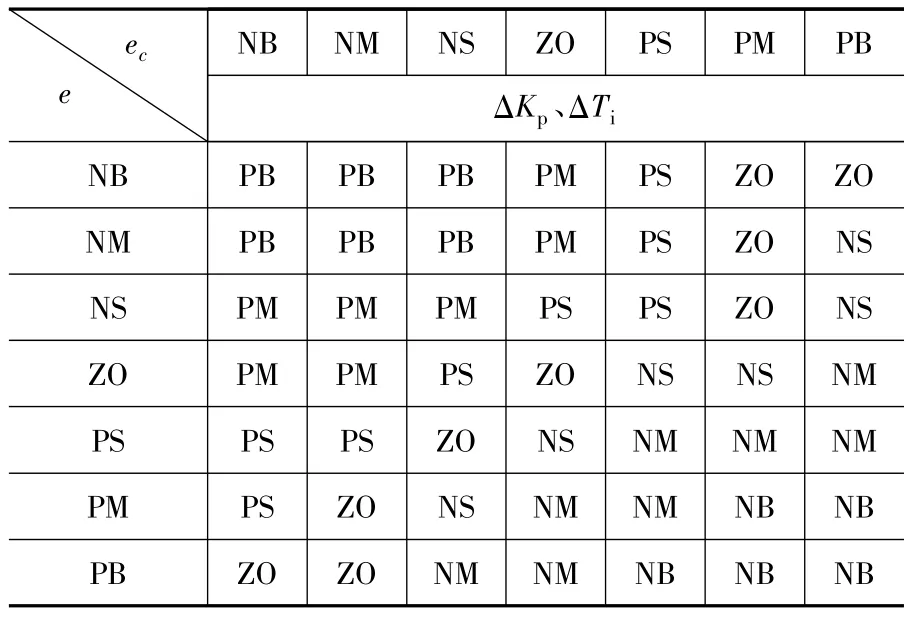
表1 ΔKp、ΔTi模糊控制规则表
模糊控制表可以通过查询将当前时刻模糊控制器的输入变量量化值所对应的控制输出值作为模糊逻辑控制器的最终输出,从而达到实时快速控制的目的。取模糊语言变量e、ec、ΔKp、ΔTi的论域均为[-3,+3],确定它们的隶属度函数,采用Mamdani模糊推理方法,并根据不同偏差及偏差变化率对PI参数的要求及其现场调节的经验,由模糊控制规则表对输入语言变量量化后的各种组合通过模糊逻辑推理离线计算出每一个状态的模糊控制器输入,最终得出一张模糊控制表[5],ΔKp、ΔTi的模糊控制表如表 2 所示。
在进行PI参数在线整定时,计算机根据采样和变换来的e和ec值直接查表得出ΔKp、ΔTi在论域内的精确值,将这些值代入下式进行离线计算就可以得到控制系统的最佳的PI参数:


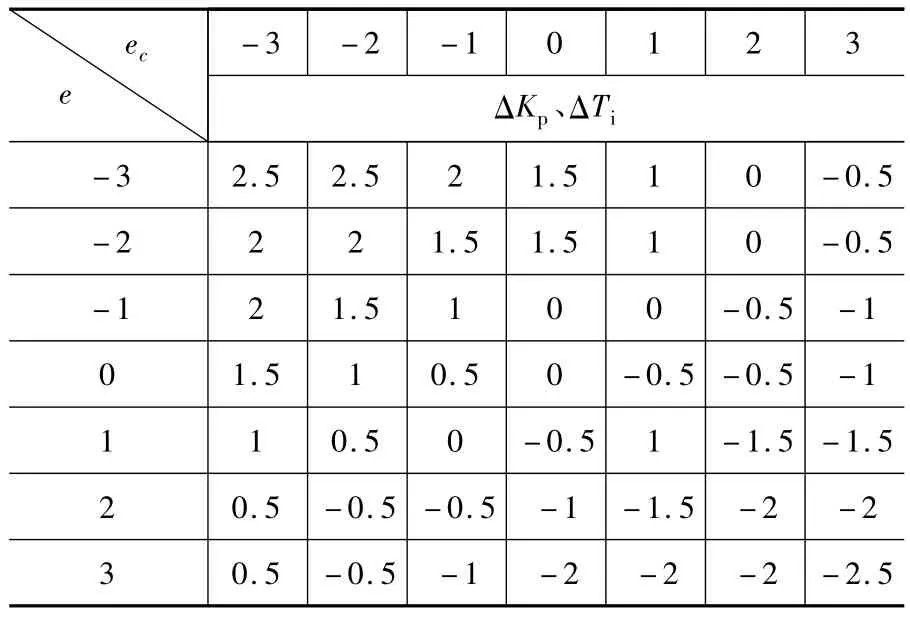
表 2 ΔKp、ΔTi模糊控制表
3.3 上位机界面
上位机采用普通的工业控制计算机,工控软件采用组态王软件,人机界面使用中文,方便操作员操作。界面包括:预置循环数、实际循环数、剩余循环数、程序号、宽度、级数、步距、每级长度、长度1、长度2、长度3、打料调整、启动信号灯、自动停信号灯、手动信号灯、程序代码显示、硅钢带的走料速度以及片料的形状等。人机界面如图4所示。

4 程序设计
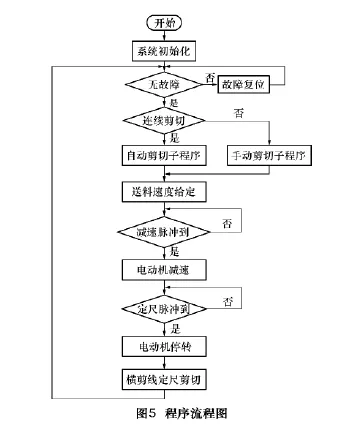
程序通过CX—Programmer编程软件采用梯形图语言设计完成,主控制器采用欧姆龙CQM1H系列PLC为整个横剪线的实时控制器,其中扩展了7个I/O模块,整个系统的I/O量有100多个,输入模块主要对整个系统的传感器、继电器和控制按键信号的采集,输出模块主要对控制系统的各种执行机构及其状态信息的显示。程序结构采用主、子程序的形式,子程序又分为自动剪切子程序和手动剪切子程序,程序流程图如图5所示。
5 结语
在变压器铁芯横剪线控制系统改造升级中,运用上位机对整个系统进行实时监控,上位机由普通工业控制机和组态王软件组成。PLC控制系统的启动、指示灯、三把刀的动作、横剪线的制动以及液压缸解锁等。速度调节和电流调节均采用单片机,速度控制采用PI控制,电流控制采用模糊PI控制,实现了在线修正PI参数。实际运行表明:方案设计合理,系统运行稳定,提高了硅钢片的生产效率,降低了变压器的生产成本,达到了预期的改造目的,为其他型号的铁芯横剪线的改造升级提供了参考,具有一定的实际应用价值。
[1]张立平,吴乃贯,王波,等.乔格剪切线的控制系统改造[J].电气传动,2008,38(12):2.
[2]朱秋萍.BHX900—JCBD型变压器铁芯横剪线的设计[J].工业建设与设计,2005(8):1-2.
[3]方赟,虎恩典,薛永风.基于模糊PID和单片机的温度控制系统设计[J].电气技术与自动化,2011(2):2.
[4]马金雷,虎恩典,王祥.参数自整定模糊PID控制在烘干炉中的应用[J].自动化与仪表,2009(10):2-3.
[5]梁云峰,谷凤民,虎恩典,等.基于参数自整定模糊PID控制的抗生素发酵罐温度控制系统[J].制造业自动化,2011,33(9):2.
