国内外数控工具磨削软件的发展状况
2013-09-27张洪军李建广张天微
张洪军 李建广 张天微
(①哈尔滨工业大学机电工程学院,黑龙江哈尔滨 151001;②齐齐哈尔大学机电工程学院,黑龙江齐齐哈尔 161006)
随着现代制造技术的发展,对高精度复杂刃型刀具品种的数量需求越来越大,而这类复杂刃形高精度刀具,采用普通工具磨床和传统工艺方法来制造是很难实现的,为了满足这一要求,数控工具磨床得到了快速的发展。高精度、高刚度、结构紧凑、操作方便、效率高、软件编程灵活、合适的功率和可视化效果一直都是刀具制造企业对数控工具磨床的追求,数控工具磨床必须配置用于磨削加工、工件测量、砂轮修整等软件才能完成相应操作,制造出高品质的刀具[1-2]。所以刀具磨削软件的发展必须满足这些需求,否则只有机身没有磨削软件是不能满足市场需求的,机床的软件功能已成为判断数控工具磨床先进性水平的主要标志之一[3-4]。
1 国内外数控工具磨削软件的发展现状
国外CNC工具磨床配置的刀具磨削加工软件可分为两类:一类是由专业的刀具磨削软件公司开发的软件,如DECKEL公司为其采用PMAC型数控系统的工具磨床配置了瑞士MTS公司开发的tool-kit PROFESSIONAL,又如 Ewag、Star、Saacke 等公司为其制造的工具磨床配置了瑞士NUM公司开发的刀具磨削软件NUMROTOplus;另一类是由工具磨床制造商自主开发的软件,如ANCA公司的ToolRoom,WALTER公司的以“所见即所得”为宗旨开发的Helitronic Tool Studio,CUOGHI公司为OCTOPUS 100型数控工具磨床开发的OCTOSOFT等,这类磨削加工软件中不但包含了工具磨床制造商(国外知名的工具制造商通常也是知名的刀具制造商)的刀具磨削、机床制造知识,更融入了其长期积累的刀具生产实践经验。虽然各公司推出的刀具磨削加工软件在功能、智能化、可视化等方面存在差异,但都包含具有仿真加工功能的模块,以便于实现刀具的设计和制造[5]。
我国21世纪初期开发的数控工具磨床,大多采用的是主机自行制造、数控系统靠引进的方式研制,这种数控工具磨床产品不但成本很高,而且由于通用的CNC系统没有集成刀具磨削加工技术和编程软件,难以实现刀具(特别是复杂刀具)的磨削加工。
目前,我国各数控工具磨床生产厂家也积极与各科研院所合作,开发具有自我知识产权的数控磨削软件[6]。武汉机床厂MK6035-5数控万能工具磨床选用国产华中数控系统,软件基于Windows XP操作系统的操作界面,操作者利用图形交互式刀具加工软件,在提示下输入刀具参数,即可生成定制程序完成加工,2D或3D磨削模拟软件支持刀具截形模拟;上海黑格数控的HELIXCNC-5A五轴联动数控工具磨床采用华中HNC-22MD数控系统,五轴联动,配置自行开发设计的具有自主知识产权的刀具磨削软件;大连科德数控有限公司TG-45数控工具磨床采用大连光洋自主开发的GTOOL刀具磨削软件,实现六轴五联动。
从国内数控工具磨床磨削软件的发展现状不难看出国内工具磨床制造企业还缺乏市场需求的准确定位,尽管刀具本身看似简单,但其结构数学模型却很复杂,高精度、结构紧凑、操作方便、可视化效果好、生产、修磨一体化的高档磨削软件,在国内尚属于起步阶段。虽然,我们生产的五轴联动数控工具磨床同国外公司的产品一样,通过自己开发的软件能够加工设计要求的各种形状的特型刀具和一般平面刀具,但是,对于例如圆锥球头立铣刀等复杂形状刀具的磨削加工只有德国WALTER、美国HUFMAN、瑞士的STRAUSAK这样实力雄厚的公司才能精确地加工出来,因为加工这种刀具需要高精度多轴联动的数控工具磨床以及高精度的加工数据计算。国内工具磨床企业要在这一领域有所突破,在引进国外先进技术,借鉴国外数控工具磨削软件的研发经验的同时,必须要投入大量的人力和物力从事这方面的研究。应依靠产学研合作攻关开发出能满足刀具制造企业对数控工具磨削软件追求的尖端产品。
2 典型数控工具磨削软件分析
2.1 德国瓦尔特(WALTER)公司 Helitronic Tool Studio刀具磨削软件
WALTER公司以刀具市场的前景为开发点,历年来陆续推出了适应市场需求的成型刀具软件包,从复合铣刀、复合钻头到圆环面、球面-铣刀、燕尾槽铣刀、梯型槽铣刀直到圣诞树铣刀,其软件的通用性和灵活性越来越被市场所认可和接受,所加工的刀具也被广泛地使用在飞机制造、冶金行业、模具加工和汽轮机行业。在2011年CIMT展出[6]的刀具磨床所采用的软件(如图1所示)是基于Windows XP操作界面,利用自适应技术根据实际磨削量动态调整所需的进给速度实现等扭力控制,不仅节省加工时间,也有利于砂轮使用寿命。机床具有自动定位测量系统探针,能快速获取刀具参数,确保高效率生产。软件涵盖了目前市场上所有类型刀具的生产和修磨,可实现装载机自动上下料。
2.2 德国德克(MICHAEL DECKEL)公司S22P型工具磨削中心的磨削软件
德克精密机械制造公司(MICHAEL DECKEL)是一家有50多年历史的专业工具磨床制造厂,在世界精密工具磨床技术领域一直占据领先地位,诞生了多项历史性重大发明,为世界工具磨床的发展做出了极其重要的贡献[7]。

DECKEL公司的 S22P软件(如图2所示)平台基于Windows XP Professional操作系统,具有机床自诊断功能,还可以通过 Internet网络可接入 DECKEL的全球远程服务系统(Deckel-Teleservice System),实现远程诊断、升级以及维修服务。S22P的图形交互式刀具加工软件覆盖了几乎所有刀具种类,操作者在全程图形帮助系统的帮助下,可以轻松完成刀具的编程、加工模拟及干涉检查工作[8]。
S22P磨削中心集成了机床内全自动修整砂轮和全自动测量砂轮的功能,为砂轮修整和砂轮测量分别开发有专门的软件,独立的图形交互式操作界面,只需按下按钮即可自动完成砂轮的修整或测量。S22P提供的这一实用性功能,使用户不必再单独购买砂轮修整和测量设备,同时有利于提高工作效率,为非专业化刀具企业解决相关技术难题。S22P的砂轮库管理软件具有大容量、智能化的特点,可以最多管理256个砂轮库,甚至可以支持砂轮库的虚拟化应用。
2.3 澳大利亚ANCA公司Toolroom iGrind刀具磨削软件
Toolroom iGrind是ANCA公司推出一种生产型应用软件。这种基于Windows平台的软件系统可以做到既适应操作者熟练程度又满足使用需求。系统既能让操作者进入预先设定的刀具几何参数数据库,也能让操作者建立自己的数据库;同时,在三维模型上还可即时实现任意参数的改变,通过简单地拖放鼠标编辑命令,就能依次改变各种操作指令并执行。

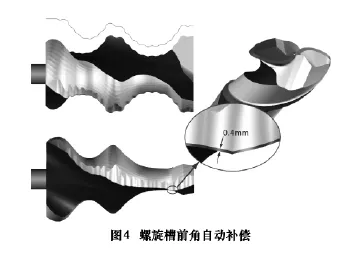
ANCA的Toolroom 2012工具磨削软件包是该软件的最新版本,增添了很多新的应用功能,更加利于设计和生产过程[9]。该软件在以前版本基础上,将3D刀具图形模拟集成至iGrind编程软件(如图3所示);新增了角度补偿和修正功能,与Windows 7专业版32位和64位进行了兼容,又增加了工件在线激光检测、砂轮自动标定、刀芯轮廓探测和补偿(如图4所示)、自动侦测球头齿隙部可能出现的根切痕迹和适用于所有TX7盘式上料机上料编辑软件。

2.4 瑞士NUM公司NUMROTO刀具磨削软件
NUMROTO 软件的开发小组由专业技术人员组成,他们拥有CNC数控机床和刀具磨削的全方位技术知识[10]。NUMROTO软件整体解决方案除了 NUMROTOplus(程序设计系统)以外,还包括所有能够运用在刀具上的智能元素。利用二维(2D-Simulation)和三维模拟(3D-Simulation)功能,用于刀具、砂轮上的全方位精确的测量循环,以及加工过程中的砂轮调整、作业控制等,同时还提供按照要求设立了专业培训和远程诊断。
NUMROTOplus软件基于Windows XP和Vista系统,也可以被集成到公司的网络中。可以简易地实现中央储存、零件程序的管理以及备份功能。此操作程序是为刀具磨削使用而设计的,并且具有鲜明的结构(如图4所示)。即使对于复杂的形状,此软件也可以简洁地进行编程,并可使用15种语言运行。刀具制造商使用NUM的Numroto磨削软件提供的功能,可以自动创建标有尺寸的机床工程绘图标注。Numroto Draw的功能通过在刀具长度的任何位置的横截面上生成视角,可有效地对生产进行自动审核。绘图直接通过三维模拟获得图像,从而使复杂的磨削细节通过图形被清晰进行描述[10-11]。
NUMROTOplus软件与使用者共同合作,并为使用者工作。刀具生产企业可以利用NUMROTOplus软件生产各种各样的刀具,并进行重磨。同时还可以改变各个刀具的细节参数,以便适应各种特殊需求。在过去20年中,NUMROTOplus软件已演变成为刀具磨削的一个标准解决方案,适用于30种不同的机器类型。许多刀具生产商和刀具修磨商基于软件独立编程的优越性,选择安装NUMROTOplus软件。在生产中,刀具生产商大都采用NUMROTOplus软件中“成型铣刀”来编程和磨削。该软件的应用范围涵盖广泛,应归功于软件卓越的灵活性与成熟性。在刀具研磨领域里拥有丰富经验的NUMROTOplus软件团队,运用专业技术知识,以Windows应用软件为基础,开发创新,为NUMROTOplus软件应用提供了保证。
2.5 瑞士 MTS公司 tool-kit PROFESSIONAL刀具磨削软件
瑞士的MTS公司从事专业化的刀具数控磨削软件研发和市场推广,以专业化的“tool-kit PROFESSIONAL”软件产品闻名[5]。MTS的含义是“数学技术软件”,因为针对刀具的专业软件需要建立复杂的数学模型,所以MTS的很多资深员工都是数学专家。作为一家来自瑞士的专业刀具解决方案提供商,MTS为制造复杂刀具CNC加工中心的制造企业提供配套的通用刀具软件,同时也为世界领先的刀具企业提供服务,MTS已成为业内值得信赖的刀具、机床制造商,其产品在模块化概念、集成干涉控制、可视化、在线帮助功能、可选的3D模拟等方面都极具优势。“tool-kit PROFESSIONAL”软件以清晰逻辑化的结构著称,支持铣削、钻孔和车刀的生产和重新刃磨,通过模块化的设计可以定制不同应用以适应各种刀具几何形状;通过向导程序和工作区处理模式自动引导用户完成操作过程。软件界面分为机床管理、砂轮、刀具数据三个区域。支持图形化的参数定义数据,并且任何时候都可以调用在线帮助获取支持;在刀具和砂轮数据区域以及砂轮路径计算过程均提供2D和3D的可视化,并且实现3D的机床模型和CNC仿真过程展示;软件的数据系统具备工件、砂轮和相关数据的实时优化能力。根据用户需求来组织数据库结构,“topdown”的架构确保每一步输入数据的数量自动最小化,完整的磨削过程包括所有的相关数据都记录在数据库中。操作者可以为经常使用的刀具系列在表格中创建预设值,通过点击相关按钮刀具可以自动创建并直接送向机床;软件提供干涉控制,在机床指令生成的时候可以得出所有相关对象的干涉分析结果,图形可视化工具详细地记录了可能的干涉位置使得操作者很容易分析和改正数据错误或者砂轮设置等;在刀具测试方面支持所有标准测试系统,并且对不同的刀具几何外形有自己的测试准则,同样也实施了可扩展的测量系统界面。
MTS tool-kit PROFESSIONAL能够和所有已知CNC系统配套。同时,提供全系列参数化刀具模型,使得刀具的设计与加工变得简单易行,不再需要经过“设计→图纸→试磨→修改参数图纸→磨削”这样一个往复的过程。tool-kit PROFESSIONAL从刀具设计开始,通过全参数化定义刀具三维模型,再通过五轴或六轴的磨削加工中心直接进行加工。此外,tool-kit PROFESSIONAL还有Cycle Calculation功能,可以计算出一批刀具的加工时间,还可以设计和加工各类非标的刀具。
2.6 意大利库菲(CUOGHI)公司的刀具磨削软件
意大利库菲(CUOGHI)公司历史悠久,是欧洲知名的工具磨床和钻头刃磨设备制造商,其数控工具磨床OCTOPUS100和MODENA200采用了全新的设计理念,使其制造成本大幅度降低,具有明显的竞争优势[12]。但是,由于市场定位和价格的差别,这类设备和其他欧洲品牌的机床并不形成直接竞争,在功能上是其他机床的补充,目的是共同满足刀具制造和刀具修磨客户的需求。刀具修磨商并不要求机床实现无人操作,但希望一名操作者能够看管多台机床以控制成本。该公司的WU305万能生产型工具磨床就能实现这一要求。该机床的刀具磨削软件特点是:(1)其软件和装载系统允许在一次安装下对不同型式、不同柄部尺寸的刀具实现自动重磨,包括圆柱形和锥形立铣刀、倒圆角和球头立铣刀、阶梯钻,以及其他不同外径、形状和几何参数的阶梯形刀具;(2)采用该公司整合的SIGS磨削软件,操作者首先输入被磨削刀具的数量、尺寸和型式;其次,选取要执行的操作工序;然后,对装在托盘上的刀具启动自动磨削程序。
2.7 上海黑格工具磨床磨削软件
2006年以来,华中数控与上海黑格数控科技公司合作生产的配备华中数控系统具有自主知识产权的五轴数控工具磨床,已经形成了批量生产和批量销售。该系列机床成功地实现了对圆柱/圆锥立铣刀、球头铣刀等刀具的刀面修磨。磨削软件功能和技术特点为:机床可实现五轴联动;可进行各种铣刀的磨削加工;直接在CNC上以图形菜单方式输入被磨刀具的参数和加工工艺即可进行加工或修磨,实现了编程加工一体化;具有刀具几何形状测量功能,保证各种铣刀后刀面的重磨加工;可在线对砂轮参数、刀具参数、磨削工艺和磨削用量等进行方便的修改,可充分发挥操作者的丰富经验,刀具试磨和修磨过程非常方便。
3 数控工具磨削软件的发展
数控工具磨削软件是数控工具磨床的大脑,是一项多学科交叉的综合技术,涉及的各项技术仍处于不断的发展之中,将来的发展方向主要体现在:
(1)数控工具磨床的专用系统的CNC编程技术结合了各种数学方程式,因而解决复杂形状刀具的高精度加工,通用化的数学方程的建立和各种插补算法的研究是刀具磨削软件发展的方向。
(2)为满足非标专用磨制刀具的加工需求,图形引导、参数化编程功能、开放式刀具磨削专家库模块的开发是刀具磨削软件发展的方向。
(3)高速、高效、高精度是当今数控切削加工技术发展的方向,为满足数控工具磨床加工质量需要,加工路径优化功能、磨削进给自适应控制、刀具碰撞监视及三维工具模拟可视化功能也是目前刀具磨削软件的发展方向。
(4)砂轮是工具磨床制造生产和修磨刀具的“刀具”,是工具磨床的关键部分。全自动的砂轮修整、检测补偿和测量结果评估技术也是未来工具磨床磨削软件发展的一个重要方向。
(5)利用计算机技术及模拟技术,开发能对刀具刃磨过程、排屑过程、磨削力变化、磨削区温度、磨削精度和磨削表面质量进行仿真的数控工具磨床磨削软件,是未来数控工具磨床很好的一个发展方向。
4 我国数控工具磨削软件的展望
国内数控工具磨床经过近十年的发展,在全功能数控工具磨床领域,已逐步从借鉴和引进阶段进入自主研发设计阶段,开发出多台具有自主知识产权的新品,逐步打破了由进口设备一统天下的局面。
为逐步提高我国高端装备制造业的自主开发能力,满足国内重点行业对制造装备的基本需求,在数控机床专项“十二五”实施计划框架下,“五轴联动工具磨床及磨削软件开发”被列入“高档数控机床与基础制造装备”科技重大专项2013年度课题[13]。这就要求我们坚持大兵团联合作战、产学研用合作,各自发挥优势,集中解决关键核心技术的思路,大力发展数控工具磨床磨削软件的关键技术,包括针对产品结构特点的数控系统后置处理软件设计、基于难加工材料的复杂刀具高效精密磨削工艺研究,工艺流程及砂轮轨迹优化技术、刀具及砂轮在线测量、评估及其几何误差补偿技术、刀具磨削专家软件研发(开放式刀具磨削专家库、碰撞监视及三维工具模拟技术)和复杂刀具刃磨的编程技术等,来缩短与世界先进水平的差距,甚至打破国际上技术封锁,占领了这一战略性产业的至高点。
5 结语
综上所述,数控工具磨床和刀具磨削软件的水平关键要看创新能力、人员素质和功能部件品质的提高,这也是一个国家整体技术水平的体现。我们应在消化吸收国内外先进技术的同时,根据国内外市场需求,寻找企业自身定位,研究开发出适合用户需求的产品。
[1]沈秀莲.国外工具磨床的发展现状[J].工具技术,1994,38(12):30-36.
[2]沈小云,余江.刀具刃磨机床发展的探讨[J].科技信息:学术研究,2008(23):84-87.
[3]胡江林.孔加工刀具及数控工具磨床发展现状与趋势[J].装备机械,2012(1):15 -23.
[4]陶杰,徐增豪,胡剑峰,等.国外数控工具磨床发展状况[J].精密制造与自动化,2008(3):1-3.
[5]陈芳.球面砂轮数控磨削复杂形状刀具的研究[D].武汉:华中科技大学,2009:6-16.
[6]张帆.CIMT2011 展出的数控工具磨床[J].工具技术,2011,45(12):77-82.
[7]耿建新,冯云伟.世界著名工具磨床制造企业 MICHAELDECKEL[J].制造技术与机床,2003(2):83 -84.
[8]MICHAEL DECKEL.S22 — Die Profi-Serie für das CNC -Werkzeugschleifen[Z].Germany,2006.
[9]新版 ANCA Toolroom 2012 发布[O/L].http://www.anca.com.2012.
[10]周淞.用于刀具磨削软件的新文档功能[J].数控机床市场,2012(7):82-85.
[11]numroto刀具磨削的整体解决方案[O/L].www.numroto.com.2012.
[12]智新.库菲(CUOGHI)七轴数控工具磨床的独特设计理念[J].新技术新工艺,2006(8):90-91.
[13]科技重大专项实施管理办公室.“高档数控机床与基础制造装备”科技重大专项2013年度课题申报指南[Z].2012.
