低负荷工况对天然气处理装置的影响及工艺操作的改进措施
2013-09-18王燕妮陈俊霞
盛 伟 王燕妮 盛 辰 陈俊霞 牛 芳 朱 华
(中原油田天然气处理厂)
某天然气处理装置以油田伴生气为原料,生产甲烷、乙烷、丙烷、丁烷和天然气油等产品。原设计原料气处理量为80~120×104m3/d,压力(绝压)为3.8~6.77MPa,乙烷收率为85%。随着油田勘探开发形势日趋严峻,工厂供气量降低至60~65×104m3/d左右,气质也明显变贫,原料气中C3+质量浓度由230g/m3降至155g/m3,这样在原设计工艺参数和操作方式下,装置无法达到预期的制冷深度,严重降低了产品的收率(统计12个月乙烷收率为80.4%),而且还影响到机组的平稳运行,同时给分馏单元的操作也带来了一定的困难[1-5]。因此,面对油田伴生气量逐年下降的现状,研究低负荷工况对装置的影响及如何根据现状对工艺操作方式进行改进,成为亟待解决的问题。
1 低负荷工况对装置的影响
1.1 低负荷对机组运行的影响
本装置有3个主要机组,包括:原料气压缩机、膨胀增压机和丙烷制冷压缩机。其中,原料气压缩机和膨胀增压机均为主流程机组,丙烷制冷压缩机为辅助制冷系统机组。这3个机组均是离心式压缩机,因此以原料气压缩机为例来说明低负荷对机组的影响。
该原料气压缩机为离心式压缩机,作用是为天然气增压,满足干燥、膨胀、分馏等工艺需求。该机为二段压缩,共有8级叶轮,具有排气量大、效率高、结构简单、体积小,以及正常工况下运转平稳、压缩气流脉动小等特点。但离心式压缩机对气体的压力、流量、温度变化比较敏感,原料气各项参数的变化易导致压缩机发生喘振。

由天然气处理装置原料气压缩机工况图(图1所示)可以看出,若压比不变,则流量降低时工作点向左(即喘振线方向)移动,当流量降低到一定值时碰到喘振线,此时机组防喘阀打开,会使处理气量降低;若防喘阀不能及时打开则机组喘振。
喘振对离心式压缩机的危害较大,具体到该装置的原料气压缩机,其危害主要体现在以下3点:
(1)由于原料气压缩机由燃气轮机带动,原料气压缩机喘振会引起燃气轮机高低压轴转速大幅波动,易使燃气轮机壳体振动升高导致停机,同时压缩机的性能恶化,压力和效率显著降低;
(2)压缩机产生强烈的振动,同时伴随异常的噪声、吼叫和爆音,轻则机组中心偏移,轴承磨损,密封间隙增大;重则径向和轴向间隙消失,止推轴承烧毁,动静部件碰撞,损坏机组;
(3)由于原料气压缩机在膨胀增压机增压端的上游,原料气压缩机喘振会造成膨胀增压机超速停机,装置停产。
由以上分析可知,由于该装置是连续生产方式,任何一台机组的喘振除了对机组本身造成损坏外,还会直接影响其他机组的运行。
学校应着重建立健全自律与他律并重的师德建设长效机制,研究制定科学合理的师德考评制度、方式,切实把师德表现作为评判教师是否优秀的第一标准。引导和鼓励教师静心教学、潜心育人,做学生生活上的学习榜样和专业学习上的引路人。
1.2 低负荷对收率的影响
结合图2介绍工艺流程:工厂来气经原料气压缩机和增压机三级压缩,干燥脱水后,进入冷箱2-E1、2-E2换热,在低温分离器2-V1中进行分离,液相通过焦耳-汤姆逊阀节流后进入脱甲烷塔2-C1顶部,气相经膨胀机降温后作为2-C1的进料,塔顶产品甲烷经冷箱换热后外输,C+2产品由NGL泵送入分馏单元。在整个过程中,为原料气提供冷量的主要有在2-E1中与其换热的丙烷介质,通过等熵膨胀使气相降温的膨胀机,对2-V1底部介质进行节流膨胀的焦耳-汤姆逊阀。

透平膨胀机是为整个低温装置提供冷源的主要设备。在实际运转中,常常由于各方面条件的变化,总要引起装置总耗冷量的改变。为了维持装置的冷量平衡,就要求透平膨胀机的工况能够调节,使产冷量发生相应的变化。制冷量计算公式见式(1):

式中:Q0为制冷量,kW;qm为膨胀气体量,kmol;hs为等熵比焓降,kJ/kmol;ηs为等熵效率。
由式(1)知,制冷量Q0与膨胀机的膨胀气体量qm、等熵比焓降hs及等熵效率ηs这三者有关。qm与原料气量有直接的关系。hs与膨胀机膨胀比有关。由于该厂膨胀机的出口压力P2即脱甲烷塔压力,固定控制在1.25MPa。低气量下,膨胀机入口流量qm、压力P1分别降低,从而使膨胀机的制冷能力下降,导致甲烷塔2-C1顶温上升,产品收率下降。
另外,负荷降低同样对下游的分馏单元有一定的影响,导致分馏塔效率降低,给操作带来一定的难度,同时降低了产品纯度。
2 工艺操作的改进措施
由于伴生气的气量和气质无法控制,主要靠“补气”来提高工厂的处理量,同时优化工艺参数以提高轻烃产品的收率。针对现状,采取了如下措施:
2.1 向原料气中补充干气,提高处理量
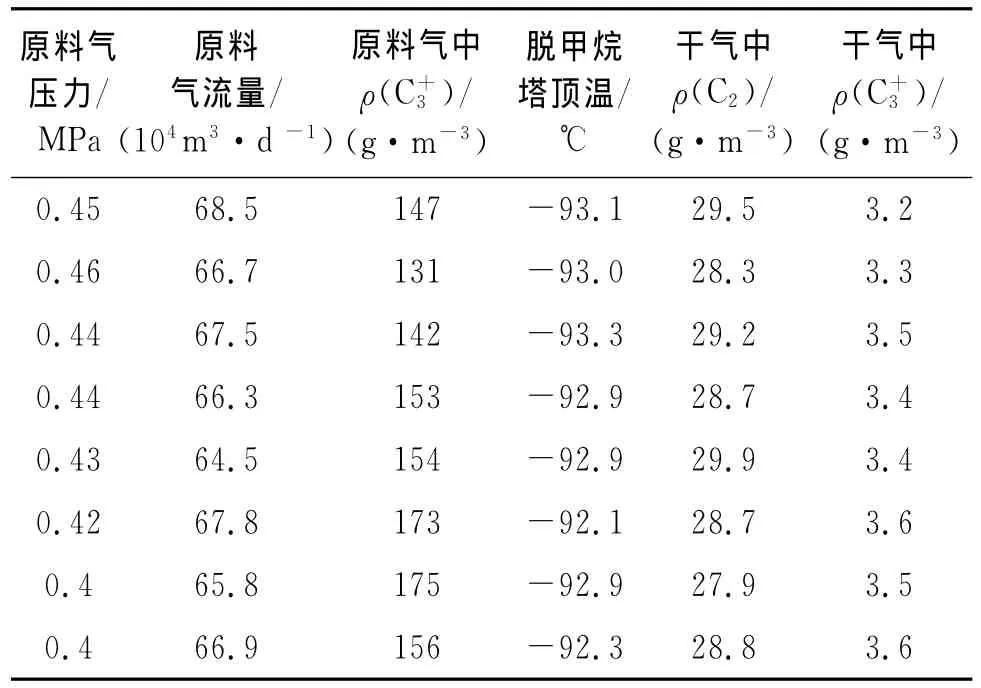
表1 补气前的工艺参数Table 1 Process parameters before filling gas
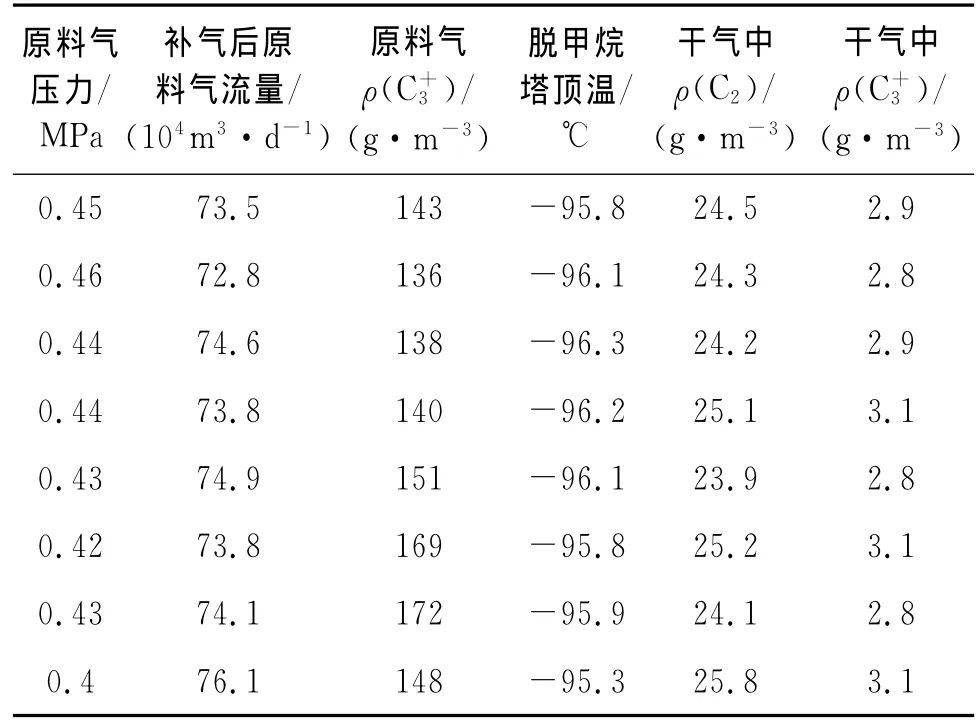
表2 补气后的工艺参数Table 2 Process parameters after filling gas
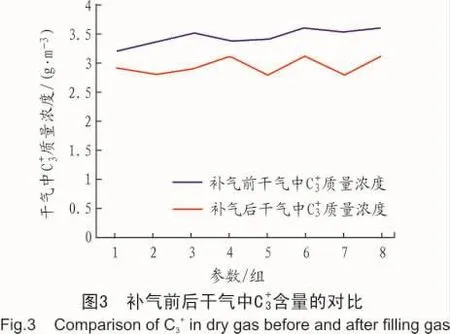
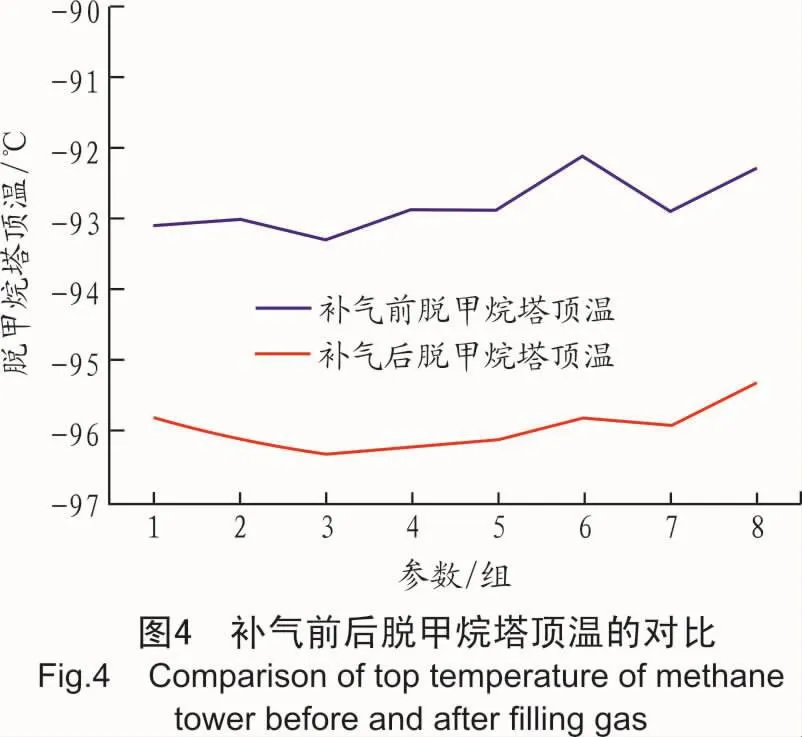
表1和表2是气量波动时补气前后的数据记录。
通过表1与表2的对比,可以看出,经过补气后,脱甲烷塔的顶温平均降低了3℃,干气中C2和C+3的质量浓度分别降低了3.6g/m3和0.4g/m3。
2.2 降低甲烷外输压力,提高膨胀比
为了提高伴生气处理量,将膨胀机喷嘴开度由20%开大至32%,但是膨胀机的膨胀比却由3.9 MPa(绝压)/1.35MPa(绝压)=2.89下降到3.5 MPa(绝压)/1.35MPa(绝压)=2.59,根据膨胀机经验公式:

式中:k为常数(对天然气而言k值在1.35~1.4左右);T1为膨胀机入口温度,K;T2为膨胀机出口温度,K;P1为入口压力,MPa;P2为出口压力,MPa。
由式(2)可以看出,膨胀比率下降,膨胀机的出口温度T2会升高,不利于降低脱甲烷塔顶温,因此将干气外输压力(出口压力P2)由1.25MPa(表压)降低至1.15MPa,降低外输压力后,膨胀比为2.8。同时,加大辅助制冷量降低膨胀机入口温度,最终在提高伴生气处理量的情况下,达到了降低膨胀机出口温度的目的。
2.3 降低脱甲烷塔的热负荷,减少冷量消耗
对脱甲烷塔重新进行热量衡算,发现应减少塔的热负荷来降低塔顶温度。为此对脱甲烷塔的控制参数重新进行了调整,将脱甲烷塔灵敏板温度由原来的2℃降低到-8℃,将脱甲烷塔塔顶压力(即甲烷外输压力)PICA0201由1.25MPa降至1.15 MPa,这样既保证了产品的纯度又减少了NGL单元所需的冷量,降低了脱甲烷塔顶的温度。
2.4 增加丙烷制冷单元冷量
该厂的丙烷辅助制冷单元采用的是三级压缩制冷流程,图2中所示3-V6为一级制冷蒸发器,靠温度差作为蒸发动力,制冷低温位为-35℃。3-V6制冷深度不够,单靠3-V7提供冷量,造成了脱甲烷塔顶温度偏高。分析发现,在冷箱2-E1中与3-V6、3-V7同时给原料气提供冷量的脱甲烷塔侧沸线7、8层温度偏低,8层进料温度TI0215为-60℃,7层出料温度TI0214为-40℃,低于丙烷在3-V6中的制冷深度,造成丙烷不能蒸发,影响了3-V6的制冷。调整后,7、8层侧沸线温度恢复正常,8层进料温度TI0215恢复为-30℃,7层出料温度TI0214恢复为-15℃,3-V6开始制冷,调整后适当投入3-V6、3-V7冷量,降低了2-E1出口原料气温度。
2.5 减小2-V1开度,提高节流效应
在增大膨胀机喷嘴开度,提高处理量的同时,根据节流膨胀公式:

式中:C为气体的特性常数;ΔTH为温度降,K;ΔP为节流阀前后压差,MPa;T1为节流前绝对温度,K。
由式(3)可以看出,节流膨胀所获得的温度降与压力降成正比,与节流前温度T1成反比,采取增大压力降和降低节流前温度的方法来增大温度降。因此对辅助制冷系统进行调整,加大制冷量以降低节流前绝对温度T1(TI0212)的同时,关小节流阀开度以增大ΔP值,这样ΔTH值也相应增大,即降低了节流后温度TI0210。
3 小结
通过以上措施,统计6个月的乙烷收率提高至82.6%,与未采取措施前相比提高了2.2%。
目前天然气化工产业的发展日新月异,而不少老油田的油气资源衰竭较快,很多天然气处理装置均在设计下限甚至更小的状况下运行,在能耗未减的情况下轻烃收率逐步降低,不仅造成能源消耗,而且还降低了经济效益。在无法改造设备的前提下应从工艺入手对装置进行挖潜增效,以提高装置的收率,达到节约能源提高经济效益的目的。
[1]朱利凯.天然气处理与加工 [M].北京:石油工业出版社,1997.
[2]王遇冬.天然气处理与加工工艺[M].北京:石油工业出版社,1999.
[3]张庆安.还原吸收法尾气处理装置及CT6-5催化剂工业运行回顾[J].石油与天然气化工,1997,26(2):90-93.
[4]王吉云.100kt/a硫磺回收装置尾气处理单元改造[J].石油与天然气化工,2010,39(4):307-310.
[5]胡天友,熊钢,何金龙,等.胺法脱硫装置溶液发泡预防及控制措施[J].天然气工业,2009,29(3):101-103.
