天然气脱碳装置产能核定实例介绍
2013-09-18朱利凯陈怀龙
朱利凯 陈怀龙
(1.中国石油西南油气田公司天然气研究院 2.中国石油阿姆河天然气勘探开发(北京)有限公司)
1 概述
20世纪80年代,德国BASF公司推出以活性MDEA水溶液用于高CO2含量的工业气流尤其是天然气脱碳的aMDEA Process系列,其公布的专利活化剂之一是哌嗪(Piperazine,对二氮己环)。几乎同期,法国Elf集团改组的Total公司改进了原先开发的“Active MDEA Process”,推出用途更为广泛的“AdMDEA Process”,其专利的活化剂之一是二乙醇胺(DEA)。已活化的MDEA水溶液脱碳有以下优点。
1.1 增强了对CO2吸收的反应速率
MDEA与CO2反应是受控于H2O解离的缓慢反应。当需要大量脱除CO2时,与伯、仲胺相比,其不利的结果是需要更高的填料段或吸收塔板数。
当MDEA水溶液中添加有活化剂(哌嗪或DEA)时,基于“穿梭机理”或“平行反应机理”可大大提高化学反应增强因子,加强了对CO2吸收的反应速率,减少设备尺寸。
1.2 节能效果明显
若气流中 CO2分压甚高(如>0.5MPa),MDEA水溶液吸收CO2后在较高的溶液温度(当CO2分压约为1MPa时,吸收塔底富液温度可高达85℃),若降压闪蒸可释出大量的酸气。由此,工程上采用两段吸收,上段用较少量的半贫液经再生的贫液去塔顶吸收,以控制净化气中CO2含量。如此,可大幅度地降低能耗。
我国自20世纪90年代后,对活性MDEA水溶液用于氮肥工业装置中变换气的脱碳多有研究,且形成软件包用于设计。中国石油大港设计院曾用“ASPEN PLUS”软件包设计用活化MDEA水溶液处理某气田含y(CO2)为30%的天然气。有意义的是,中国石油西南油气田公司天然气研究院(以下简称“天研院”)也曾用“Amism”7.0版模拟用活化MDEA水溶液在3MPa下处理y(CO2)为30%的天然气的脱碳过程,两者都很成功。
天研院曾对大港设计院设计的装置作了标定,采用测定有关节点的酸气负荷 ,结合计算机计算的方法成功地核实了实际工况下装置的产能。有鉴于其实用性,录以供参考。
2 工艺原理
2.1 系统物料平衡
系统物料平衡[1]如图1所示。



由如上各式知,

式中:m 为溶液质量浓度,kmol(MDEA+P)/m3;L0为贫液流量,m3/h ;L′为半贫液流量,m3/h;L 为总溶液流量,m3/h;α0为贫液中残存的酸气负荷,kmol CO2/kmol(MDEA+P);α′为半贫液中残存的酸气负荷,kmol CO2/kmol(MDEA+P);α为塔底总溶液中的酸气负荷,kmol CO2/kmol(MDEA+P);P,PZ为哌嗪或其他;[CO2]F为原料气带入的 CO2,kmol/h;[CO2]′为净化气带出的CO2,kmol/h;[CO2]″为 1#闪蒸塔带出的 CO2,kmol/h;[CO2]f为系统闪蒸出的 CO2,kmol/h;[CO2]R为再生塔排出的CO2,kmol/h。
提高贫液流量L0可以提高上段的吸收能力。若不苛刻要求净化气中CO2含量(L0≈1%(y)),一般推荐 R=3.8~4.2;如要求y(CO2)小于0.2%,有例报导其时可取为R<3。
如图1明显示出,塔上段吸收的CO2量q1即相当于是再生塔排出的酸气量[CO2]R;下段吸收的CO2量(q2+q3)即是2#闪蒸塔闪蒸出的酸气,[CO2]f。
严格讲,出1#闪蒸塔溶液中的酸气负荷应小于塔底富液中的酸气负荷(α),也即是入2#闪蒸塔溶液中的酸气负荷不是α。由计算而知,在相当于CO2分压的压力下闪蒸,其闪蒸出的气相中含的CO2量[CO2]″不足[CO2]R的3%,为便于表达起见,假设入2#闪蒸塔溶液中酸气负荷不变,仍为α。
因L0≪L′,如此可以大幅度地节约能量。
2.2 “穿梭(Schuttle Bus)机理”和“平行反应”(Parallel Reaction)机理[2]
“穿梭机理”、“平行反应”机理其总包二级反应速度常数,k2,ov是 MDEA,哌嗪(PZ)各自的二级反应速度常数与质量浓度的乘积之和。

式中:

在40%(w)MDEA水溶液中添加3%(w)的PZ,虽然[PZ]≪[MDEA],但kp≫k2,其结果是k2,ov几乎是k2的20倍(85℃)。无因次化学吸收准数是:

而化学反应增强因子E是:

由此大幅度地提高了MDEA水溶液吸收CO2的速率,详见文献[1-2]。
2.3 MDEA水溶液中CO2 的溶解特征[3]
MDEA水溶液中CO2的溶解特征参见图2所示。

文献[3]提出了CO2在活化MDEA水溶液中溶解度的计算式:

式中:Pc为CO2分压,kPa;Hc为CO2的溶解度常数,kPa/mol/L;K1为MDEA的解离常数;K2为 哌嗪的解离常数;K3为H2CO3的一级解离常数;α为CO2酸气负荷,kmol CO2/kmol(MDEA+P);m1为MDEA的质量浓度,kmol/m3;m2为哌嗪的质量浓度,kmol/m3。
本文用以计算理论的酸气负荷与实测的数据比较。由图2或式(8)可以看出,当温度较高时(如Pc≈1 MPa时,塔底富液温度可高达85℃),因降压而导致CO2的酸气负荷降低,意味着即有CO2因降压而解吸出。这就是前文提及的节能的基本原因。
3 设计参数
原料气组成和装置生产操作数据分别见表1、表2所示。
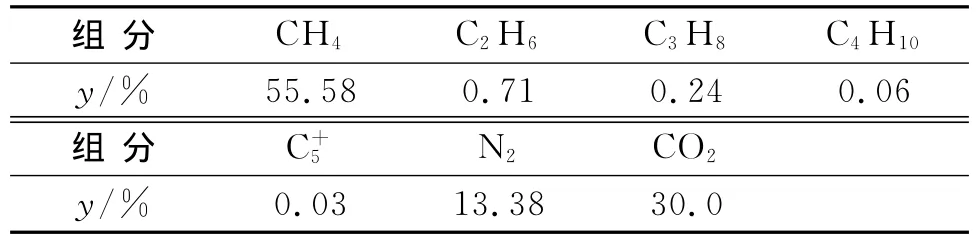
表1 原料天然气组成表(设计) (3.2MPa,20℃)Table 1 Composition of feed natural gas(design value)

表2 装置生产操作数据表(设计值)Table 2 Operation data of plant(design value)
净化气中:CO2<1.5%(y);活化 MDEA水溶液:w(MDEA)=40%,w(哌嗪)=3%;贫液酸气负荷 :0.042kmol CO2/kmol(MDEA+P)。
4 考核
由于气田工况有变,实际处理的原料气中含y(CO2)≈20%,CO2分压自设计的0.96MPa降到约为0.64MPa,且溶液泵排量不足,长期贫液量为153~157m3/h,半贫液量为910~976m3/h。在此循环量下,即使原料气中CO2含量下降为1/3,在设计处理量时,净化气中y(CO2)>1.5%达1.65%。
考核期间,在基本上相当设计的压力、温度操作参数的前提下,按最大处理量(公称处理量10×104m3/h)、日常处理量(公称处理量6×104m3/h)、最小处理量(公称处理量2×104m3/h)3种工作状态,记录相应生产数据,同时在现场采集了3组共24个气液样品,进行分析、整理。
4.1 酸气负荷测定
根据标准SY/T 6537-2002《天然气净化厂气体及溶液分析方法》,测定溶液中酸气负荷。在最大处理量时用塑料瓶、钢瓶两种方法采取液样,以作比较。结果见表3、表4所示。

表3 实际工况下最大处理量(10×104 m3/h)测得的溶液中酸气负荷*(kmol CO2/kmol(MDEA+P))Table 3 Acid gas load in solution(kmol CO2/kmol(MDEA+P))at maximum treatment capacity(10×104 m3/h)under the actual working conditions

表4 正常处理量(6×104 m3/h),最小处理量(2×104 m3/h)测得的酸气负荷Table 4 Acid gas load measured at normal(6×104 m3/h)and minimum treatment capacity(2×104 m3/h)
4.2 物料平衡
以测得的酸气负荷与“Amism”软件计算作比较。按式(1)~式(3)作物料平衡,以衡量装置状况。
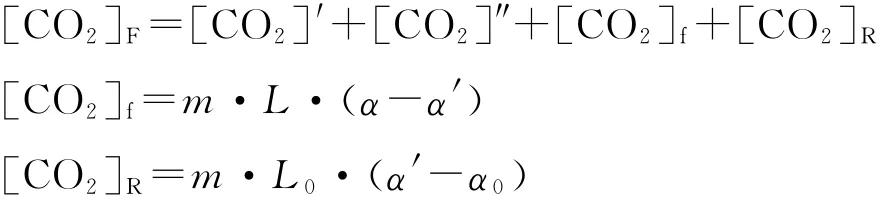
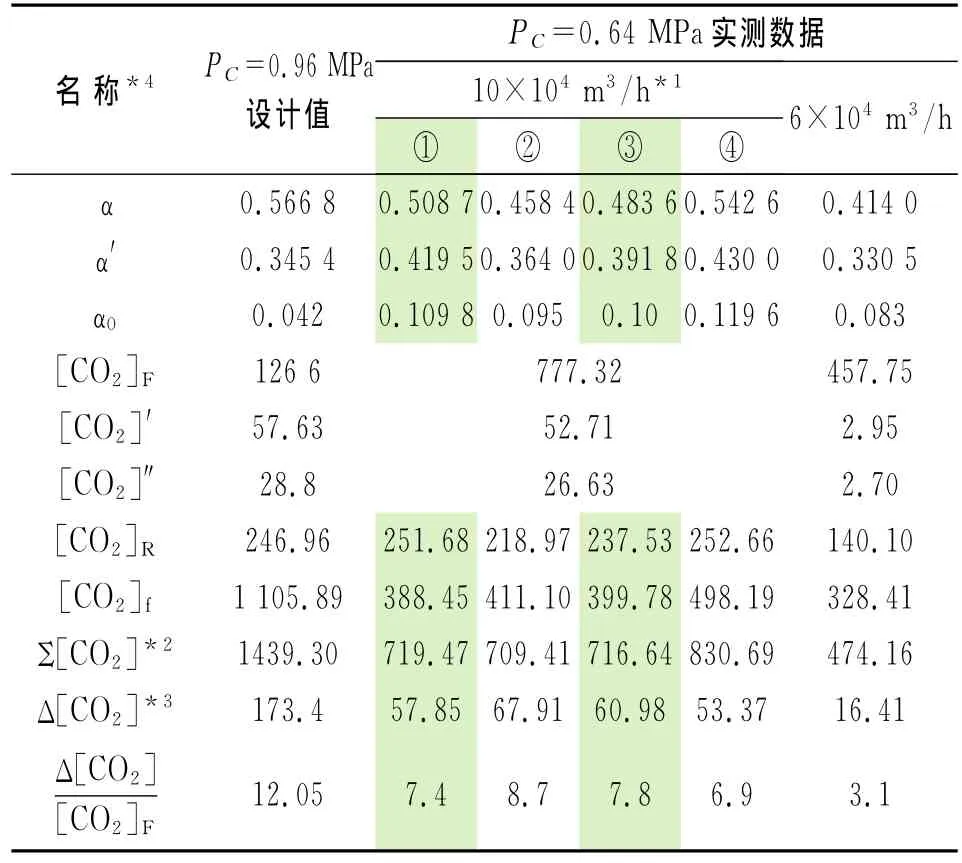
表5 10×104 m3/h、6×104 m3/h处理量的物料平衡Table 5 Material balances with the treatment capacity of 10×104 m3/h and 6×104 m3/h

表6 物料平衡的构成分析Table 6 Composition analysis of material balance
由表6物料平衡构成分析可以看出,实际工况下操作,闪蒸出的CO2量与再生出的CO2量相比远远小于设计值。说明装置的节能状况不理想,有待在操作中调整参数,详加考察。
4.3 塔底富液酸气负荷达到的平衡程度(η)
塔底富液的酸气负荷α与理论计算的溶解度(α0)之比即是达到的平衡程度。由于动力学上的原因,在塔底的气液反应不可能达到平衡,故一般在设计上η取0.75左右,也即加大些理论计算出的溶液循环量,保证塔顶净化气的质量,以策安全。
本文以式(8)求解相应工况条件下酸气负荷的理论值,以求出塔底富液酸气负荷达到的平衡程度,评价装置的状态。

表7指出:①即使在设计条件下,Pc=0.96 MPa,10×104m3/h,循环(20m3/h+1 130m3/h),因η甚高达0.90,装置的净化气中CO2量可能不会达标(1.5%(y)),即装置的循环量可能要加大;②实际工况下,10×104m3/h处理量处于“卡边”情况,宜加大循环量,调整操作;③6×104m3/h处理量可望提高。

表7 各工况下塔底富液的酸气负荷达到的平衡程度*Table 7 Balance level of acid gas load in rich solution at the bottom of tower under each working condition
5 结语
本文从物料平衡及塔底富液中的酸气负荷来源评估装置的运行状况,兹讨论如下。
5.1 装置的节能情况不理想,未能最大发挥优势
装置设计排出的酸气中的CO2,约有75%是由2#闪蒸塔降压释出的,去再生的半贫液仅为总液量的1/6,释出的CO2约占17%,两者之比约为4.5左右。而实际工况下,以6×104m3/h处理量为例,两者之比仅为2.34。原料气的CO2分压降低所致也许是其原因之一。
5.2 原设计的总溶液循环量可能偏低
原设计塔底富液中酸气负荷达到平衡程度约近92%。取太高的平衡程度会导致估计的溶液循环量偏小,不安全,不易保证净化气质量。如按经典以取75%,仍以R=5.14计,则溶液循环总量约需增加15%,以策安全。
5.3 控制贫液质量、加大溶液循环量
实际工况下,10×104m3/h处理量,应控制贫液的再生质量,使贫液中酸气负荷<0.1kmol/kmol,若总溶液循环量再增加约10%,可能保持正常生产。净化气中y(CO2)含量可能会降到<1.5%。
5.4 活性MDEA水溶液吸收CO2的动力学及热力学上的特征
“穿梭机理”或“平行反应机理”的k2,ov表达式是相同的,见式(5)。采用哌嗪或DEA作活性剂,只是在动力学上或有所差异,但3%(w)的活性剂不一定会影响到热力学上的CO2在MDEA水溶液中溶解的特性。溯源知“ASPEN PLUS”兼容“Hysys”,而“Hysys”则包容有“Amsim”、“Hysim”、“Sulsim”等元素。因此,用“ASPEN PLUS”软件设计的装置,用“Amsim”作工艺运算解释,不计活性剂是哌嗪或DEA,得出相同结论,似可理解。
[1]朱利凯,陈赓良,何荐轩.活化甲基二乙醇胺脱碳工艺讨论[J].石油天然气化工,2007,36(5):382-384.
[2]陈赓良.天然气处理与加工工艺原理及技术发展[M].北京:石油工业出版社,2010年10月.
[3]张春阳,朱利凯,陈赓良.CO2在 MDEA和MDEA-PZ水溶液中的溶解度简化计算方法[J].石油与天然气化工,2006,35(5):368-371.
