FGH96高温合金惯性摩擦焊接头表面温度场研究
2013-09-17王红宾付春坤索娟娣
王红宾,白 钢,付春坤,索娟娣,杜 鹏
(西北工业大学凝固技术国家重点实验室,陕西西安 710072)
0 前言
FGH96高温合金是基于“损伤容限”思想设计的采用粉末冶金工艺制备的我国第二代粉末高温合金,是当前750℃工作条件下满足高推比、高燃效发动机使用要求的涡轮盘、环形件和其他热端部件的关键材料[1]。惯性摩擦焊是一种高效、节能、环保的固态连接方法,其焊接质量好、工艺简单、自动化程度高,在汽车、航空航天、船舶、电力设备等许多领域有着广阔的应用前景[2]。焊接温度场是惯性摩擦焊的重要物理参量,大多数学者主要采用软件模拟研究焊接温度场。
本研究采用红外测温对惯性摩擦焊接头表面温度场的分布规律进行分析,为惯性摩擦焊接头的组织性能研究和焊接温度场模拟提供依据。
1 实验材料和设备
实验材料为FGH96高温合金,焊接试件为外径φ60 mm、内径φ40 mm、高10 mm的环形件,如图1所示,以十字凹槽连接焊接工装夹具。焊接设备采用MOD-EL300BX惯性摩擦焊机,焊接工艺参数如表1所示。在焊接过程中采用红外热像仪记录接头表面温度。红外热像仪的操作规范:环境温度20℃、光谱范围 4.00~8.71 μm、拍摄距离 0.89 m、空气湿度70%。
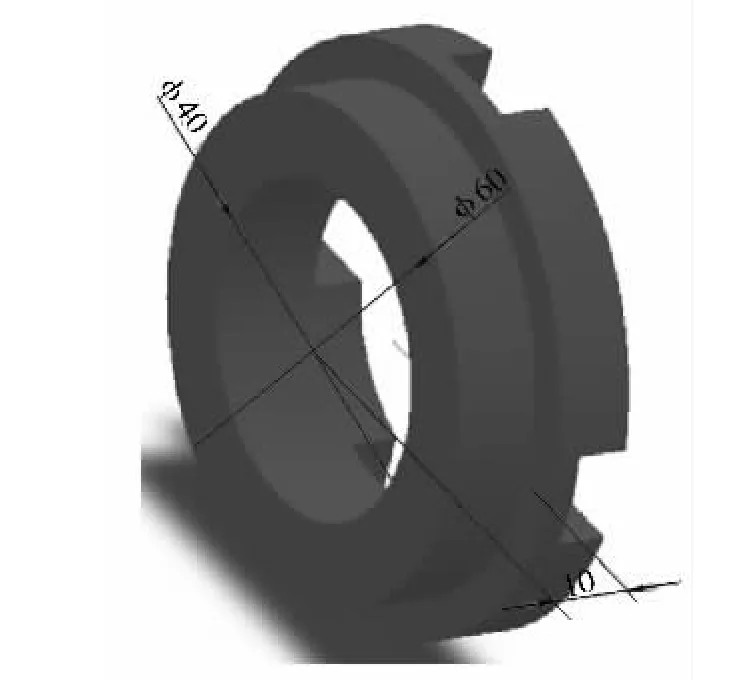
图1 焊接试件
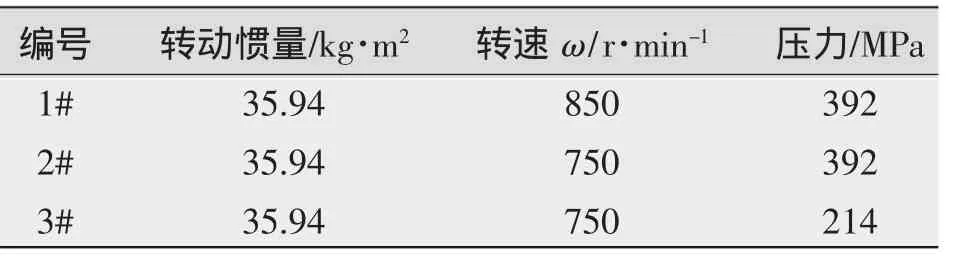
表1 焊接工艺参数
2 红外发射率标定
采用红外热像仪测温,被测物体不是黑体时,发射率值均小于1,其值大小与辐射体本身的性质、表面状态、温度以及波长等有关[3]。在非黑体情况下,发射率对表面温度测量有较大的影响。为了减少发射率设定不当带来的测温误差,本研究结合热电偶测温和红外测温,通过高频感应加热,在不同温度条件下对FGH96高温合金的发射率进行实验标定,标定结果如图2所示。
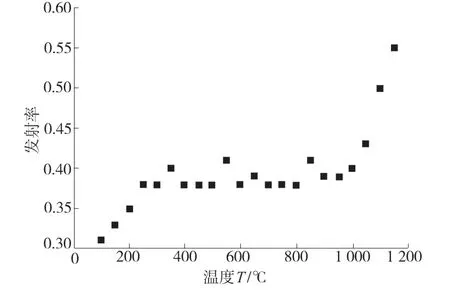
图2 红外发射率实验标定结果
由图2可知,FGH96高温合金的红外发射率与温度关系密切。在0~400℃温度段内,发射率值不断上升,到达400℃后发射率值趋于平稳,1000℃之后又不断上升。由于每个温度都对应一个发射率值,所以不可能在红外热像图中十分精确地标定每个温度的发射率值。本研究提出分温度段设定发射率的观点,即将红外热像图划分温度区域,并分别对其设定发射率。考虑到较低温度对焊接接头影响不大,且发射率设定过低会使接头温度过高,甚至超过材料的熔点,将FGH96高温合金的发射率分成三部分:0~400℃温度段的发射率设为0.35;400℃~1 000℃温度段的发射率设为0.38;1 000℃以上温度段的发射率设为0.50。在每个时刻的红外热像图上依次找出三个温度段对应的区域并设定相应的发射率,即可获得较准确的接头表面温度场。
3 接头表面温度轴向变化规律
各焊接阶段接头表面温度的轴向分布如图3所示,其在不同焊接阶段的分布状态存在一定差异。
在初始摩擦阶段,接头表面轴向中点两侧的温度梯度高,高温区较窄。在不稳定摩擦阶段,接头表面温度的轴向分布发生微小波动,轴向中点两侧的温度梯度减小,轴向中点处的温度稍有升高,高温区稍加宽。在稳定摩擦阶段,由于飞边和金属飞溅的影响,接头表面温度的轴向分布很不规则,高温区最宽。在冷却阶段,接头表面温度逐渐降低,呈现“三峰”分布。
接头表面温度的轴向分布关于轴向中点不完全对称,在对应位置处固定端的温度高于旋转端。这是由于旋转端高速旋转,与空气发生强烈对流,导致旋转端的散热效果优于固定端。
4 接头表面轴向中点的热循环
接头表面轴向中点的热循环曲线如图4所示。初始摩擦阶段的温度梯度最高,这是由于初始界面温度低、轴向压力大、主轴转速最高,产热功率大。不稳定摩擦阶段的温度梯度减小,这是由于摩擦扭矩逐渐下降,主轴转速也在不断降低,产热功率降低。稳定摩擦阶段的温度升高趋于平缓,并上升到最大值。冷却阶段,转速迅速下降为零,热输入停止,温度开始降低,并趋于均匀分布。
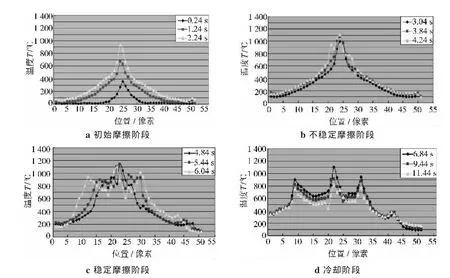
图3 各焊接阶段接头表面温度的轴向分布
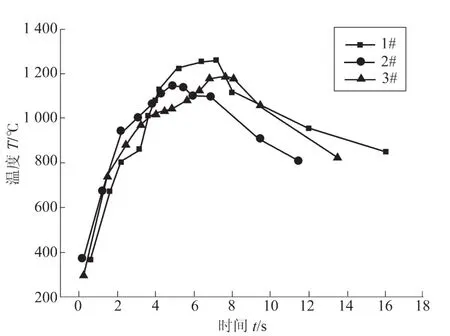
图4 接头表面轴向中点的热循环曲线
对比1#和2#试样的接头表面轴向中点热循环曲线可知,在压力和转动惯量一致时,转速越大,接头表面轴向中点所达到的峰值温度越高。1#试样轴向中点峰值温度达到1 254.62℃,比2#试样高出109.17℃,但到达峰值的时间会延迟。这是由于转动惯量一定时,转速越大飞轮储存的能量越多,焊接过程中产热功率也相应提高,所以接头界面的温度高。同时,由于转速较高,旋转端停止转动所需的时间也相应增加,界面产热时间长,所以达到峰值所需的时间会增大。对比2#和3#试样的接头表面轴向中点热循环曲线可知,在转速和转动惯量一致时,压力越大温度上升越快,并且到达峰值所需的时间越短。这是因为焊接压力越高,能量输入速度越快,相同的焊接时间内其相应的接头表面所达
到的温度越高,同时到达最高温度所需时间越短。但最终两者的温度峰值相差不大,分别为1145.45℃、1182.30℃。
5 结论
(1)提出分段设定发射率校正惯性摩擦焊接头表面热像图方法,获得了较准确的接头表面温度场。
(2)惯性摩擦焊初始摩擦阶段,接头表面温度梯度高、升温快、高温区较窄;不稳定摩擦阶段,接头表面温度梯度减小,升温速度减小,高温区稍加宽;稳定摩擦阶段,接头表面温度升高到最大值,高温区最宽;冷却阶段,接头表面温度迅速下降,并趋于均匀分布。
(3)其他焊接工艺参数一定,转速越高接头表面温度峰值越高,峰值温度时刻相对滞后;压力越大,加热的速率越快,到达峰值温度的时间越短。
:
[1]《中国航空材料手册》编辑委员会.中国航空材料手册(第5卷)——粉末冶金材料、精密合金与功能材料[M].北京:中国标准出版社,2001:44-47.
[2]刘雪梅.先进摩擦焊接技术的开发与应用[J].热加工工艺(焊接版),2006,35(7):49-52.
[3]李云红.基于红外热像仪的温度测量技术及其应用研究[D].黑龙江:哈尔滨工业大学,2010.
