基于单片机的家用制氧机电控系统优化设计
2013-09-15周传运李汉挺孟凡文
周传运,李汉挺,孟凡文
(1.济宁职业技术学院 电子信息工程系,山东 济宁 272037;2.济宁职业技术学院 机电工程系,山东 济宁 272037)
0 引 言
家用制氧机多通过变压吸附式(PSA)的方式制取高浓度的氧气[1],其基本结构包括气路系统和电气控制系统。电气控制系统的主要任务是控制压缩机和电磁阀,以及为实现操作的方便性而增设的LED或LCD指示电路。张万林等[2]提出用光电耦合器驱动固态继电器从而驱动电磁阀的方案,用光电二极管指示灯显示机器的运行状态。由于采用了固态继电器,其设计较高。沈克宇等[3]在移动式制氧机一文中提出压缩机采用无刷直流电机、指示电路采用触摸屏的方案,同时加装氧浓度传感器。这种设计在功耗、噪音、操作的方便性等方面上具有优势,较适合于高端机。当前,采用一级提取的方式,使氧浓度达到95%及以上,现有的PSA技术很难达到[4]。冯念伦等[5]指出了PSA技术的3个发展方向:即提升分子筛性能、改进吸附流程、优化电控系统。在这些方面有所突破的话,有可能使出氧浓度进一步提升。
本研究在综合考虑各种文献提出的方案基础上,并经过市场调研提出用达林顿管直接驱动电磁阀、压缩机采用继电器控制和用LCD作为显示界面的设计方案。整个设计充分体现功能可靠、设计简洁、成本较低的特点。
1 硬件系统设计
1.1 电源系统
电源系统的组成如图1所示。
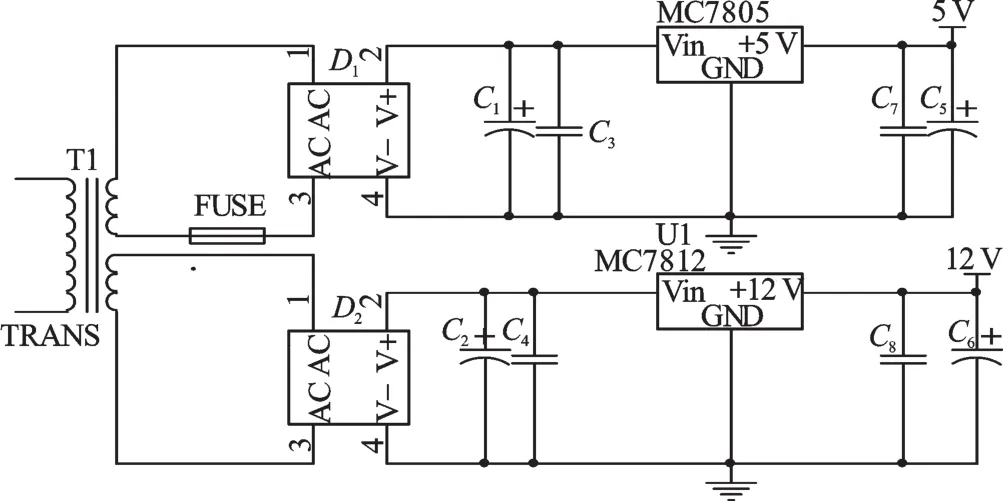
图1 电源系统
出于成本控制的需要,本研究采用一进二出的变压器,原边电源为220 V,副边分别为AC8.5 V、14 V,经整流滤波稳压后为DC5 V、12 V。DC5 V电源供给上、下位单片机、六反相器、液晶显示器使用,DC12 V电源提供给压缩机继电器、蜂鸣器和功率驱动管ULN2003使用[6]。由于DC12 V电源直接推动两个电磁阀的动作,负荷较重,稳压块MC7812须选用额定输出电流较大的规格,最好能达到1 A。
1.2 压缩机和电磁阀控制系统
该系统集成在下位机电路板上,下位机系统如图2所示。
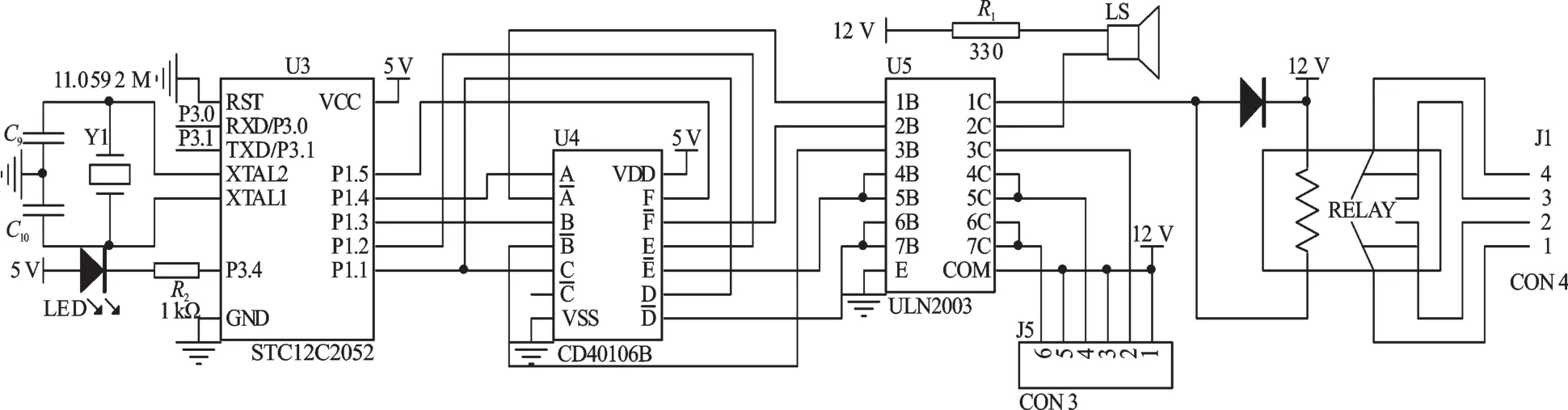
图2 下位机系统
从控制的方便性考虑,本研究选用宏晶电子的STC12C2052作为控制芯片[7]。该芯片超小封装,仅20个管脚,时钟周期等于机器周期,而且功耗非常低,正常工作时为7 mA。家用制氧机的出氧量一般控制在5 L/min以内,采用的无油压缩机的输入电功率多在300 W以下。从制氧机原理图中可以看出,系统需要两个电磁阀,每个电磁阀均采用制氧机专用的DC12 V/3 W规格。STC12C2052输出信号进入CD40106B六反相施密特触发器,由触发器对控制信号进行缓冲整形,调理后的信号直接输入到功率驱动元件ULN2003。该芯片每个管脚的灌流电流可达300 mA,可直接用来驱动继电器和电磁阀。继电器采用DC12 V/8 A规格,图2中,CON4接口在电路板覆铜时1、4相连,2、3相连,确保压缩机可靠运行。图2中CON3接口的3、4端和5、6端分别接两个电磁阀。基于运行的可靠性,使ULN2003的两个管脚并联后驱动一个电磁阀,其灌流电流达600 mA,大于电磁阀的工作电流。CON3接口的1、2端接排水电磁阀,用于每次制氧结束后排出管路中的凝结水。
1.3 显示和操作系统
该系统集中在上位机电路板中,上位机系统如图3所示。
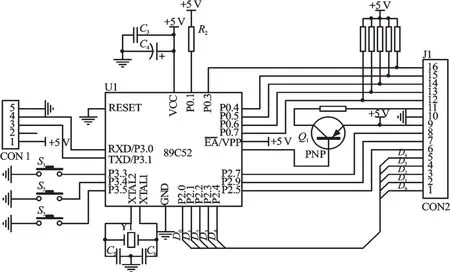
图3 上位机系统
上位机采用的芯片为89C52[8],主要功能为处理手动操作指令、驱动LCD显示。LCD使用接口为16位并口8080时序的12864规格显示屏,用于显示生产商、开关机等信息。CON2的1~8为数据接口,9脚为电源,10脚接地,11脚背光显示调节,12~16为功能引脚。手动操作指令通过复合功能按键S1、S2、S3来实现。S1为强制中断按键,按下S1后,通过S2、S3配合调节下位机电磁阀通断电时间,从而调节吸附塔内的压力,间接调节出氧浓度;再次按下S1,即退出压力调节模式进入正常工作模式。在正常工作模式下,S2为开关机按键、S3为工作时间设定按键。
1.4 上下位机通讯系统
上、下位机采用串行通讯,图3显示,CON1为通讯接口,同时上位机需用的DC5 V电源通过此接口采集,因为DC12 V、DC5 V两个电源均集成在下位机电路板中。下位机通过通讯接口采集上位机的开关机、电磁阀设定工作周期等指令信息,从而驱动压缩机和电磁阀的工作。
2 程序设计
程序设计时要重点考虑两电磁阀的工作周期和交错时间。由于压缩机连续运转,一定要确保压缩空气顺畅地进入到吸附塔。若气路堵塞,将会使排气压力迅速升高,造成管路爆破事故。
A、B电磁阀的时序图如图4所示。

图4 电磁阀时序
高电平表示电磁阀打开,压缩机排气管路通畅;低电平时电磁阀关闭,气路阻塞。从图4中可以看出,A阀关闭时,B阀已提前1.25 s打开;A阀打开时,B阀滞后1.25 s关闭,即每个阀都呈现出“提前打开、延迟关闭”的特点。该图显示每个阀的工作周期都是12.5 s。试验结果表明,改变阀的工作周期即可改变出氧浓度,增大周期,出氧浓度增大,减小周期,氧气浓度减少。合理控制电磁阀的工作周期,其出氧浓度可达90%以上,可达到医用要求。规格不同的制氧机,其出氧浓度曲线也不同,需要通过多次试验才能找出最佳的电磁阀通电周期。基于以上事实,在程序运行通过后,需反复调试电磁阀的工作周期。
整个系统的程序框图如图5所示[9-10]。图5中提及的设置键即图3中S1、开关键为S2、定时键为S3。
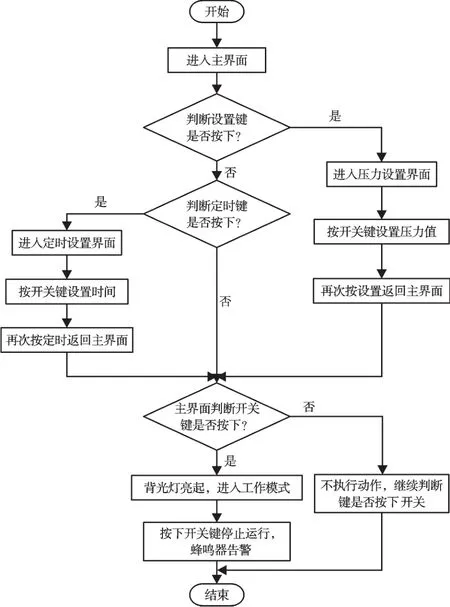
图5 程序框图
3 试验结果
该产品完成后,笔者在本地企业生产的5 L/min制氧机上进行了测试。测试按照医药行业标准YY/T0298-1998《医用分子筛制氧设备通用技术规范》所规定的项目逐项进行[11]。
3.1 环境测试
(1)低温贮存试验,断电后将样机放入-40℃的低温箱中4 h后取出,在室温环境中恢复4 h,再进行测试。
(2)高温贮存试验,断电后将样机放入55℃的老化车间4 h,在室温环境中恢复4 h,再进行通电试机。
(3)额定高温运行测试,在40℃的环境中,通电试机1 h。
机器在上述各类环境下测试均能正常工作。
3.2 氧浓度测试
前文已叙述,出氧浓度可改变电磁阀的交替工作时间进行调整。测试时本研究首先验证出氧浓度的可调性,然后再依据技术规范设定氧浓度≥90%时设定电磁阀的转换时间。测试方法为:在室温环境下开机运行稳定后即用氧浓度测试仪在出氧口进行测试。两者的关系如图6所示,从图6中可以看到在交替时间为7.5 s时出氧浓度即达到90%,再增大交替时间,其氧浓度变化很小,但整机功耗却增加很多。一般把电磁阀的交替间隔设置为7 s~8 s较好。
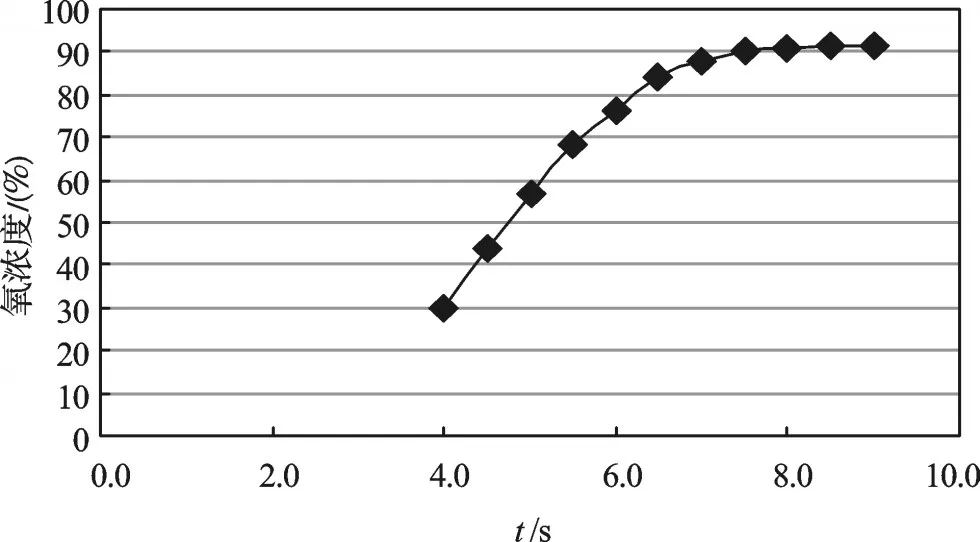
图6 电磁阀交替时间与出氧浓度关系
3.3 其他测试
本研究对通用技术规范要求的其他一系列指标分别进行了测试,均能达到预期效果。如:待机功耗≤2 W,整机连续运转12 h性能稳定,短时间内多次开关机均能正常运行等。
4 结束语
本研究从软、硬件两个方面介绍了家用制氧机的电气控制设计系统,以89C52和STC12C2052分别作为上下位机控制芯片,LCD作为人机对话的显示界面,采用C语言编程。整个系统具有设计简洁、运行可靠、成本较低的特点,能够满足企业的技术要求。该设计没有设置压力报警功能,生产企业在采用该方案时需要在压缩机排气口设置一机械式泄压阀,以进一步提高使用的安全性。
随着生活水平的提高,人们的保健意识逐渐增强,制氧机正逐步走向寻常百姓家,并成为家电电器,具有较大的市场空间。家用制氧机在产品外观、操作方便、运行稳定、浓度可调等方面还有进一步提升的空间,这都是专业技术人员需要努力的方向。
(References):
[1]毕光迎.医用分子筛制氧机的应用研究[J].医疗装备,2009(9):21-23.
[2]张万林,葛立峰.基于单片机的制氧控制系统[J].自动化与仪表,2007,22(5):31-33.
[3]沈克宇,熊 伟,李志俊,等.移动式制氧设备控制系统设计[J].湖南工业大学学报,2008,22(6):68-71.
[4]吴 昊.变压吸附制氧技术研究[D].武汉:华中科技大学能源与动力工程学院,2008.
[5]冯念伦,夏文龙,孙铁军.医用分子筛变压吸附制氧技术的探讨[J].中国医学装备,2006,11(3):39-41.
[6]宏晶科技有限公司.STC12C2052AD系列单片机器件手册[M].深圳:宏晶科技(深圳)有限公司,2005.
[7]南国国芯微电子有限公司.STC89C51RC/RD系列单片机器件手册[M].深圳:南国国芯微电子有限公司,2011.
[8]杨振江.单片机应用与实践指导[M].西安:西安电子科技大学出版社,2010.
[9]武亚平.基于单片机技术研究DXD系列包装机的控制系统[J].包装与食品机械,2013(2):31-33.
[10]刘润生,高文焕.电子线路基础[M].北京:高教出版社,1997.
[11]国家标准化管理委员会.YY/T0298-1998中国标准书号[S].北京:中国标准出版社,1998.
