三轴六动机构的PLC控制
2013-09-15李国栋
李 波,李国栋
(1.中国兵器装备集团公司 上海电控研究所,上海 200092;2.杭州电子科技大学 机械工程学院,浙江 杭州 310018)
0 引 言
随着经济建设的飞速发展,各地出现许多空间网架钢结构的大型建筑。由于这种结构建造通过焊接或螺栓连接各类节点,把不同形状的钢制杆件(或构件)组成实体,具有足够的强度和刚性,很容易做到大跨距,是新建大型火车站、体育场馆、会展中心等的优选方案。
网架结构按其形状可分为三角锥网架、四角锥网架、六角锥网架。它们靠许多不同截面杆件在不同方向固定在各类节点上组合成网架整体。节点按其在网架中的位置可分为中间节点、再分杆节点、顶脊节点和支座节点。网架中的每一个节点要承受来自不同方向杆件传递的力(每个节点交汇处有6~8根杆件)。为使节点的构造和连接具有足够刚度和强度,将节点周边设计成固定杆件的支托。理想的节点各个方向支托中心线应交汇于一点,避免出现因偏心而引起网架杆件产生次应力和引起杆件内力的变化[1-2]。
为保证结构的可靠性,除结构形状、强度与刚度、材料选用等设计计算外,各类节点的加工也是非常重要的一环。
相关各类节点的焊接加工,一般都在地面进行。目前工地上装配各类节点是靠人工调整位置进行焊接,很难保证其支托各自的定位精度,从而影响网架结构内力分布状况。
为解决该问题,本研究研制适用于各类节点组装的三轴六动机构;用PLC控制系统快速调整支托靠模与节点之间的空间位置,以保证各类节点上支托的焊接精度;同时,为今后节点计算软件通过通信网口进行直接控制提供方便。
1 原 理
1.1 机构原理
三轴六动机构工作原理如图1所示。机构每轴为一个子装配件,其工作原理如下:
当驱动X轴旋转伺服电机时,旋转光杆传动支托靠模转动(调整角度)。当驱动X平动伺服电机时,丝杆螺母传动副转换成平动,滑块带动X轴旋转电机、X轴旋转底座、传动光杆、支托靠模做左右平动(调整距离)来调整支托靠模与Z轴工作台位置(X轴方向)[3-4]。
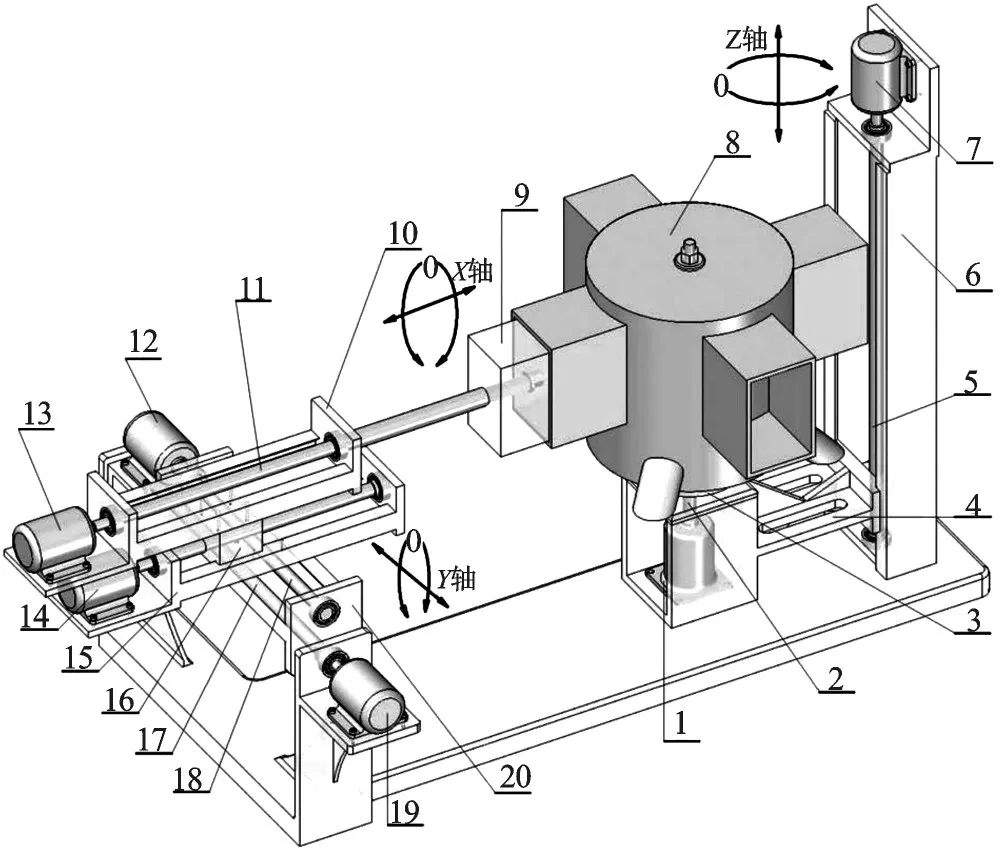
图1 三轴六运动机构装配图
当驱动Y轴旋转伺服电机时,传动光杆带动Y轴平动导轨底座(传动光杆与Y轴平动导轨底座用键锁紧一体)绕Y轴旋转(因Y轴旋转伺服电机是固定在机架上);同时带动X轴子装配件整体转动。当驱动Y轴平动伺服电机时,Y轴平动导轨底座上的丝杆螺母传动副转换成平动,Y轴平动导轨底座上的滑块作前后平动;同时带动X轴子装配件随动来调整支托靠模与Z轴工作台位置(Y轴方向)。
Z轴子装配件传动基本原理类同以上二轴,通过控制Z轴2个伺服电机来调整Z轴工作台位置。
调整三轴6个运动量大小,就能改变节点与支托靠模的相对空间位置。通过设计计算给出各类节点的支托数与位置,做成各式支托靠模安装在如图1所示的机构上传动到位。将几块支托钢板放置靠模上进行焊接,不断调整靠模位置,直至焊完节点上所有支托,完成节点的组装。
伺服电机一般都带有脉冲编码器,其分辨率为2 000 P/r,当伺服电机转一圈时需2 000个脉冲。而伺服前置放大器设有脉冲倍频功能[5-7]。
设:平动距离为A(mm),脉冲数为N(个),传动丝杆导程为P(mm),旋转角为ϕ(°)。
平动距离脉冲总数为:

旋转角度脉冲总数为:

公式(1,2)为每一轴运行需要脉冲总数的计算公式。若需提高或减少运行精度可调整伺服前置放大器的脉冲倍频开关。
1.2 PLC控制原理
PLC控制节点与支托靠模间的相对位置,由三轴各自的脉冲数所决定;而它们的运行速度,则由脉冲的频率大小所定。在设置初始值时,将由公式(1,2)计算出的各轴脉冲当量数值,置入数据寄存器D中。当PLC主机在输出驱动脉冲同时,用数字计数器C进行计数,并与数据寄存器D进行比较。当某一方向的C值等于D值时,计数器C的触点立马停止这一方向的运行。
根据机构运行特点,本研究采用步进控制。
运行时序为:X轴旋转(C10=D10)→Y轴旋转(C20=D20)→Z轴旋转(C30=D30)→Z轴平动(C40=D40)→Y轴平动(C50=D50)→X轴平动(C60=D60)。
返回原点时序为:X轴平动(C60=D60)→Y轴平动(C50=D50)→Z轴平动(C40=D40)→Z轴旋转(C30=D30)→Y轴旋转(C20=D20)→X轴旋转(C10=D10)。
为便于使用,运行状态采用:手控步进、自动运行两种方法编程;返回原点,采用自动检测到位方式。
2 PLC控制程序设计
2.1 PLC主机I/O设置
PLC主机I/O设置如图2所示[8-9]。
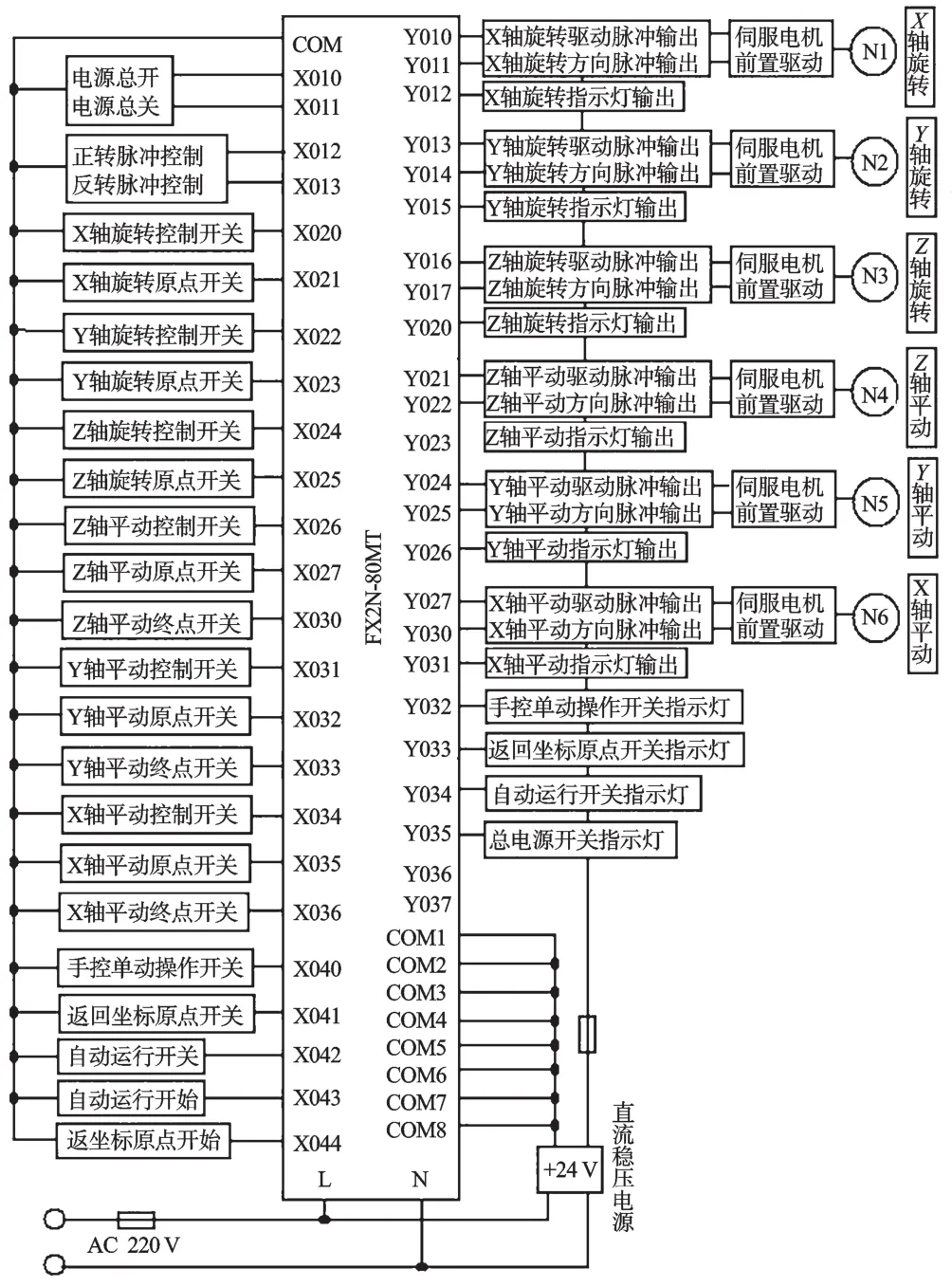
图2 PLC主机I/O设置
2.2 手控单动程序设计
程序设计中,三轴的控制程序类同,为压缩版面,本研究以X轴为例进行论述。
为了便于调试、维修,特设计了手控单动程序,如图3所示[10-11];编程的设置如图2所示。
2.3 返回原点程序设计
返回原点是手控或自动运行支托靠模与节点在空间位置的基准,每次运行前由功能指令自动检测执行。
返回原点程序,如图4所示。
2.4 自动运行程序设计
自动运行控制程序,如图5所示[12]。
3 结束语

图3 手控单动程序梯形图
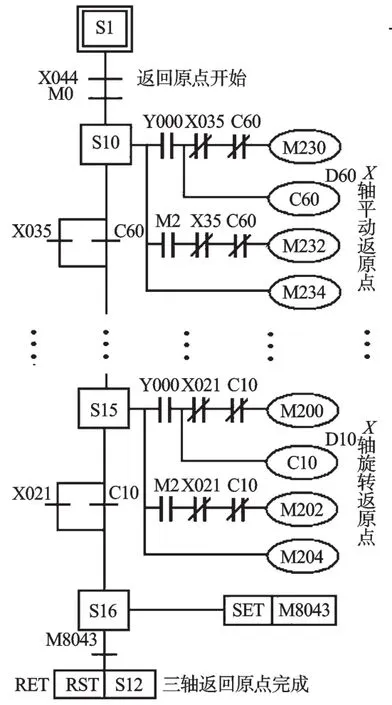
图4 返回原点程序步进梯形图
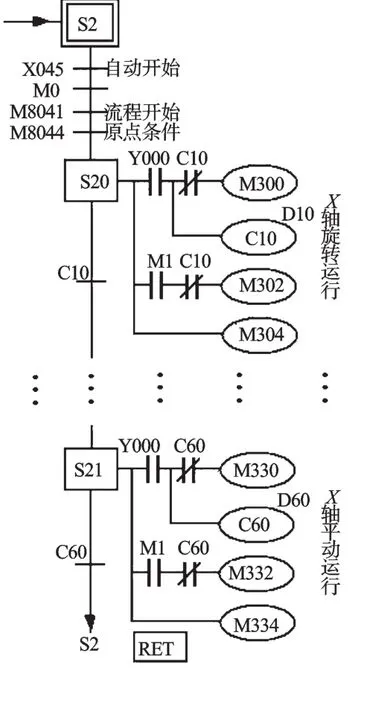
图5 自动控制运行程序步进梯形图
本研究通过PLC编程控制三轴六动机构进行试验,只要在传动链精度范围内,其精度可以通过伺服前置放大器的倍频器进行调整。三轴六动机构具有结构紧凑、调整方便的优点,不仅能解决像空间网架结构焊接节点支托空间难定位问题,还能提高各类节点焊接组装的形状、尺寸精度一致性,进而大大提高空间网架结构的可靠性。PLC控制技术具有应用可靠性高、编程较易掌握、通用性强等特点,非常适合控制三轴六动机构的运行。所以,利用PLC控制三轴六动机构可以充分发挥二者长处,提高设备的可操作性与可靠性。
(References):
[1]李星荣,魏才昂,丁峙昆.钢结构连接节点设计手册[M].北京:中国建筑工业出版社,2004.
[2]张有良,常晓煜,李存良,等.码垛机械手运动轨迹的研究[J].包装与食品机械,2011(3):20-23.
[3]尹志强,王玉琳,宋守许.机电一体化系统设计[M].北京:机械工业出版社,2007.
[4]张训文.机电一体化系统设计与应用[M].北京:北京理工大学出版社,2006.
[5]王永章,杜君文,程国全.数控技术[M].北京:高等教育出版社,2006.
[6]邓星钟,周祖德,邓 坚.机电传动控制[M].武汉:华中科技大学出版社,2005.
[7]杨帮文.现代新潮传感器应用手手册[M].北京:机械工业出版社,2006.
[8]李 波,李国栋,薛兴国.PLC在车载天线控制系统中的应用[J].机电工程,2008,25(12):23-26.
[9]伍彬艺,王 庆,张林海,等.基于PLC控制的雷达天线同步驱动系统设计[J].机电工程技术,2011,40(10):47-49.
[10]李 波,李国栋,薛兴国.PLC在立体汽车库控制系统中的应用[J].机电工程,2008,25(11):72-74.
[11]管力民,李国栋,杜 量.PLC在胶订机控制中的应用[J].机电工程,2007,24(6):55-57.
[12]丁 炜,魏孔平.可编程控制器在工业控制中应用[M].北京:化学工业出版社,2004.
