螺旋板出气“U”形管冷凝液回收的改造
2013-09-15丁立柱
丁立柱
(南化集团连云港碱厂,江苏 连云港 222042)
连云港碱厂采用了各种手段降低氨耗,其中通过改造螺旋板出气“U”形管,增设冷凝液回收总管以及冷凝液储罐,有效地解决了冷凝液外排问题,对于纯碱企业的发展有着非常深刻的意义,为国内同类工艺起到借鉴。
1 改造前状况
我厂轻灰煅烧炉每台对应独立的炉气处理系统,从上述工艺流程可知,经过螺旋板换热器冷却后的炉气是通过“U”形管并入炉气总管再进入炉气洗涤塔。为了保证轻灰煅烧炉稳定运行,杜绝轻灰煅烧炉炉头密封面炉气溢出或漏入窑气,轻灰煅烧炉炉头压力需控制微负压操作,主要通过调节螺旋板出气蝶阀(DN700)控制轻灰煅烧炉炉头压力,炉头压力一般控制在±150Pa范围内,加上旋风分离器、热碱液塔、热母液塔及螺旋板换热器阻力降,一般螺旋板出气压力控制在-5~-6kPa。因负压过大,造成炉气经过螺旋板换热器冷却产生的冷凝液部分被带入“U”形管中,与管内壁产生碰撞,沿着“U”形管的内壁进入出水管,直接排入地沟(图1),造成很严重的物料浪费和环境污染。同时“U”形管出水管线易漏入空气,降低炉气浓度。
2 改造方案
2.1 增加冷凝液总管
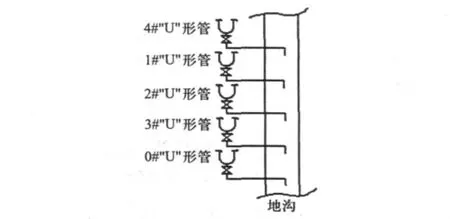
图1 改造前冷凝液管线示意图
5台螺旋板换热器出气“U”形管出水管线呈分散状态,无法进行集中收取,故新增一根冷凝液总管(DN80)。考虑到冷凝液中含氨约40tt,对碳钢材质的管线存在一定的腐蚀性,本次改造管线使用钢骨架塑料复合管,连接方式采用电熔连接,这样,在增强管线耐腐蚀性的同时尽量减少法兰密封面。
2.2 增加冷凝液储罐
2.2.1 冷凝液量的确定
增加临时管线,将5台螺旋板出气“U”形管连接在一起并安装流量计,对“U”形管冷凝液排放量进行测量,连续测量72h,在5台轻灰煅烧炉稳定运行的情况下,冷凝液流量约为2m3/h。
2.2.2 冷凝液储罐A及设计原理
考虑到储罐A在系统正常运行过程中,一方面作用是收集冷凝液,另一方面主要作用是对新增冷凝液总管形成水封,避免空气通过新增冷凝液总管漏入炉气系统。综合上述两个问题,结合现场的具体情况,储罐A尺寸设计如下:DN600×1400,上端敞口,冷凝液进口管线中心距离储罐底部600mm,在储罐内通过90°弯头改变方向,向下约500mm,管线出口与储罐底部高度100mm,冷凝液出口管线与进口管线在同一标高,通过储罐进、出口管线与储罐本体形成“U”水封。
为了节约成本,降低能耗,储罐A不安装液位计与输送泵,主要通过以下方法解决上述问题。
方法一:将储罐A设计成敞口设备,通过目测判断储罐A液位;同时,可以通过储罐A内液面是否超过出液管,判断储罐B液位是否达到100%;
方法二:将储罐A下部500mm安装在水平面0m以下,利用重力原理,通过管线与设备之间的高度差,完成冷凝液的收集。
2.2.3 冷凝液储罐B及设计原理
考虑到冷凝液流量较小(2m3/h),根据现场的实际情况,储罐B尺寸设计如下:DN1500×3000,体积约为5.3m3,为了节约成本,储罐B不安装输送泵与液位计,主要通过以下方法解决冷凝液外送与储罐液位控制的问题。
将储罐B安装在水平面0m以下,利用重力原理,通过管线与设备之间的高度差,完成冷凝液的收集。如何将冷凝液外送至冷母液桶,考虑到冷凝液储罐B容量5.3m3,若增加动力传输,一方面泵选择困难,另一方面增加能耗。现场西侧管廊架上有压缩空气管线,压缩压力约0.6MPa,距离新增的储罐B水平距离约30m,管线连接、安装方便。储罐B冷凝液出口与冷凝液进冷母液桶入口高度差约为13m,压缩空气压力约0.6MPa,完全可以满足冷凝液外送动力需要,从安全角度考虑,压缩空气在进入储罐前安装减压阀,调节进行压力,这样就可以解决储罐B冷凝液外送不用增加冷凝液输送泵的问题。
根据实际生产情况,及时调整外送频次,避免因储罐B液位满,外送不及时造成储罐A溢流的问题。
2.3 冷凝液管线改造的实施
冷凝液系统正常运行状态时,阀门0、1、2、3、4、5及阀门6打开,阀门7关闭,螺旋板换热器出气“U”形管内冷凝液依靠自身重力作用通过新增冷凝液总管流入储罐A,待储罐A内冷凝液液位达到出口管线高度时,冷凝液溢流进入储罐B。外送频次1次/2h,冷凝液外送时,关闭阀门5与阀门6,打开阀7,利用压缩空气压力将储罐B内冷凝液排入冷母液桶,时间大约需要5min,待储罐B内冷凝液排净后,冷凝液出液管线会产生轻微振动,此时关闭阀门7,打开阀门6,将储罐B内压缩空气排出,待储罐B内压缩空气排净后,打开阀门5,储罐B重新投入使用。
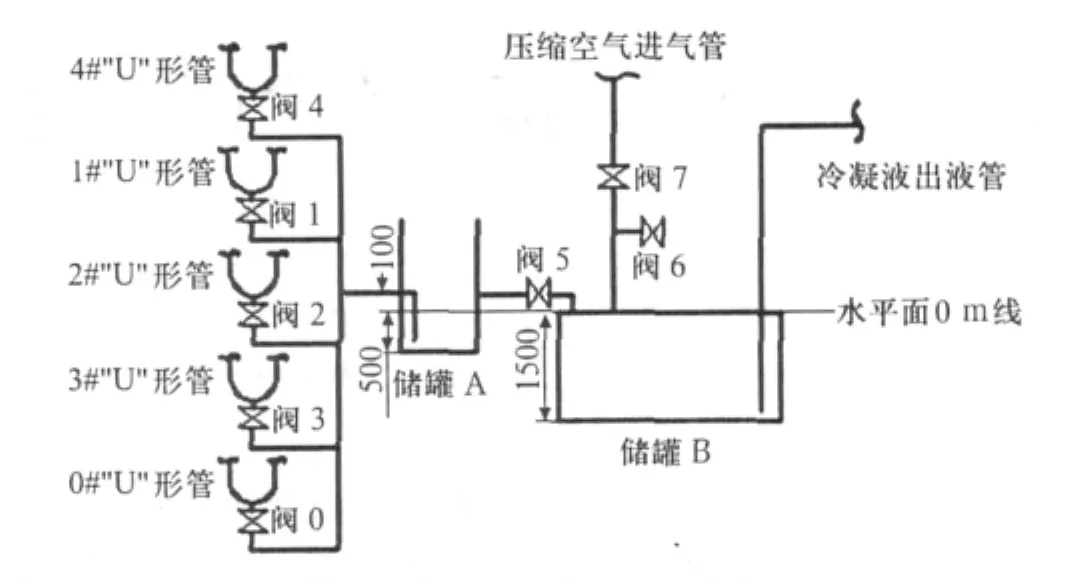
图2 改造后的冷凝液管线工艺流程图
注意事项:因阀门5与储罐A距离较近(约500 mm),所以阀门5必须在储罐B内压缩空气排净后方可打开,不然压缩空气易串入储罐A,造成储罐A内冷凝液溅出。
3 结 语
此次技术改造方案实施后,通过实际运行验证,螺旋板换热器出气“U”形管中产生的冷凝液可以全部回收,达到了技术改造的预期目的,通过回收物料,每年可节约费用30万元。2012年月12份,利用相同的技术改造方案,对重碱车间压缩工序压缩机倒淋水管线进行改造,回收下段气倒淋及气水分离器倒淋水,2013年1月份投入使用,同样取得了显著的效果。
[1] 陈学勤.氨碱法纯碱工艺[M].沈阳:辽宁科学技术出版社.1989
