5系铝合金260mmX1500mm规格直边铸锭熔铸工艺研究
2013-09-13供稿侯显智赵涛滕志贵王晓峰HOUXianzhiZHAOTaoTENGZhiguiWANGXiaofeng
供稿|侯显智,赵涛,滕志贵,王晓峰/HOU Xian-zhi, ZHAO Tao, TENG Zhi-gui, WANG Xiao-feng
内容导读
5系铝合金采用传统的铸造方式生产的铸锭表面偏析瘤较大,在机械加工时必须进行小面刨边和大面铣面,而且铣面较大,不仅影响成品率而且增加生产成本.因此我分厂自主设计、制定了260mmX1500mm规格直边铸锭生产工艺.对5083牌号铝合金进行化学成分的控制,铸造工艺及均匀化退火工艺的改进,铸造成型工具的研发等一系列工艺参数摸索.对最终产品的化学成分,铸锭表面质量,低倍组织,力学性能等各项指标检测.检测结果表明,采用新工艺参数生产的铸锭,铸锭的化学成分,铸锭表面及内部质量,力学性能均良好.保证了成品率,缓解刨边工序的生产窄口问题.
5 系铝合金大方铸锭常规的规格为 255 mmX1500 mm,该规格铸锭小面为圆弧型,不仅有利于铸造成型也有利于轧制时顺利咬入,但是传统的铸造方式生产的铸锭表面偏析瘤较大,这样在机加时必须进行小面刨边和大面铣面且铣面较大,不仅影响成品率而且增加生产成本.随着 5 系铝合金 255 mmX1500 mm 规格生产任务的加大,刨边工序
已成为了生产的窄口.鉴于这种情况,我分厂自主设计、制作 260 mmX1500 mm 规格直边铸锭铸造成型工具,采用低液位铸造方式生产,低液位铸造方式生产的铸锭表面质量好,且该规格铸锭小面为直边,无需进行刨边,但小面为直边的铸锭铸造成型相对难度增加.生产260 mmX1500 mm 规格的 5 系铝合金,90% 以上的产量均为 5083 铝合金,为了缓解刨边工序的生产窄口问题,提高成品率,我们展开了对 260 mmX1500 mm 规格的5083 合金直边铸锭熔铸工艺研究.
5083 铝合金具有中等强度、良好的耐蚀性、焊接性及易于加工成形等特点,是 Al-Mg 系合金中的典型合金.不同热处理状态的 5083 铝合金板材是压力容器、装甲车辆、船舶、汽车制造业所用的主要材料.
本试验主要从铸锭化学成分、铸锭外观质量、显微组织及力学性能等方面对 260 mmX1500 mm 规格的 5083 铝合金进行质量全分析.
试验过程

表 1 5083 合金成分
配料→熔炼与净化→铸造→均匀化退火→机加→铸锭试片试验项目检测.
◆ 配料
完全采用固体料投料,炉料由 40%~45% 的新铝锭 (除调整化学成分的金属外,为 5 系铝合金二、三级废料)、Mg、Mn、Cr、Be 等组成.Mg 以纯金属形式加入,Mn、Cr 以添加剂的形式加入,Be 以中间合金的形式加入.
◆ 熔炼与净化工艺
熔炼温度 700~750℃.720℃以上加 Mn 剂、Cr 剂、Mg 锭,保证铁含量大于硅含量 0.1% ,保温炉补 0.01% 的 Ti,并在熔炼温度范围内导入保温炉、取样、调整化学成分、精炼.铸造前采用氩气体精炼 20 min,静置 20 min,铸造时采用 Alpur (双转子气体精炼装置) 进行在线除气,采用40PPI (PPI 为每英寸上的孔隙数) 陶瓷片过滤器进行净化处理.
◆ 铸造工艺
铸造在线播种 Al-Ti-0.2B 丝进行晶粒细化,其速度为 440 mm/min.主要的铸造工艺参数见表 2.

表 2 5083 铝合金 260mmX1500mm 规格主要铸造参数
◆ 均匀化退火制度
5083 铝合金 260 mmX1500 mm规格均匀化退火制度参见表 3.

表 3 5083 铝合金 260mmX1500mm 规格均匀化退火制度
将5083 铝合金 260 mmX 1500 mm 铸锭锯切头尾后选择一端切取一片厚 20~30 mm 的试片,沿厚度方向将试片打断,取一半进行各项试验检测[1].
铸锭各项检测用试样的位置见图 1.

图 1 5083 试片取样位置图
铸锭质量分析
按照图 1 所示,由中心向边部 (1-1→1-7) 取样,分析 5083 中化学成分偏析程度,其主要合金元素 Mg、Mn、Cr 化学成分变化趋势如图 2、图 3 和图 4 所示 (注:图中横坐标 1~7 代表铸锭化学成分取样位置),其余杂质元素均符合 5083 铝合金标准化学成分要求,由于控制含量低,基本不会产生偏析,也不会对合金组织与性能产生明显影响[1].
从图 2 可以看出,铸锭 Mg元素平均值为 4.49%,最大差值为 0.36%.符合 5083 铝合金化学成分要求.铸锭 Mg 元素含量最大差值较小,说明铸锭 Mg 元素偏析程度较小,这种现象可能由于铸锭较薄,冷却速度较快的缘故.

图 2 5083 铝合金 Mg 偏析情况
从图 3 可以看出,铸锭 Mn元素平均值为 0.69%,最大差值为 0.02%,符合 5083 铝合金化学成分要求.5083 铝合金化学成分中 Mn 元素含量不是主要元素,含量相对较低,基本上没有产生成分偏析.

图 3 5083 铝合金 Mn 偏析情况
从图 4 可以看出,铸锭 Cr 元素平均值为 0.083%,最大差值为 0.006%.由于 Cr 元素含量较低,控制相对容易,未见明显成分偏析.

图 4 5083 铝合金 Cr 偏析情况
综合图 2、图 3、图 4 可以看出,整个铸锭截面上的各主要合金元素偏析程度较低,并且符合 5083 铝合金标准化学成分要求,有利于铸锭力学性能.
铸锭表面偏析层较薄,无金属瘤、无拉裂、冷隔等表面缺陷.
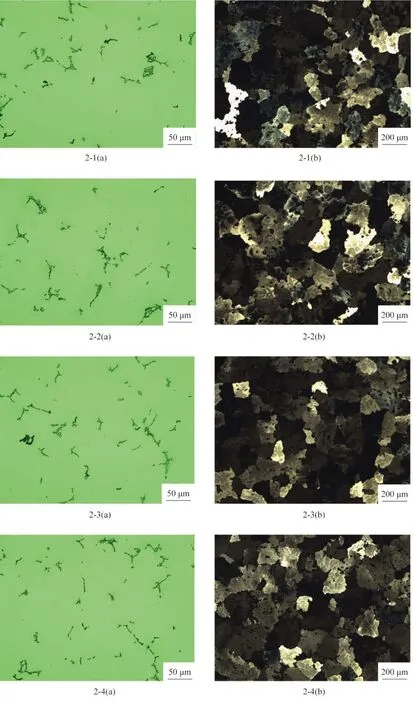
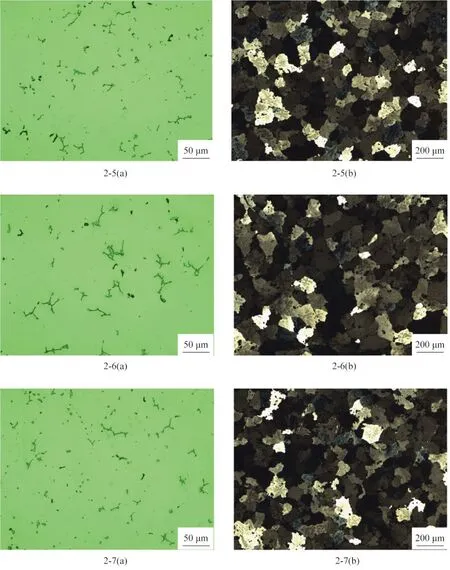
图 5 5083 铝合金不同位置的显微组织
铸锭低倍组织上无气孔、白斑等缺陷.
从图 5 高倍组织照片可以看出,铸锭从边部到中心 (2-5→2-4→2-3→2-2→2-1,2-7→2-6→2-1) 枝晶网络厚,但枝晶间距逐渐变小较均匀,晶粒从小到大,基本上符合铝合金熔炼过程中的结晶规律[1].
从图 5 偏光组织照片可以看出,铸锭从边部到中心 (2-5→2-4→2-3→2-2→2-1,2-7→2-6→2-1) 晶粒大小趋势与高倍组织相似,对比晶粒等级照片可以看出为 1~2 级晶粒组织,与低倍组织检查结果相符.
按照图 1 所示,沿试片中心至边部取样,检测铸锭力学性能,结果如图 6、图 7 和图 8 所示 (图中横坐标1→12 表示3-1→3-12).
从图 6 可以看出,铸锭平均值为 265.6 MPa、最大差值为31 MPa.
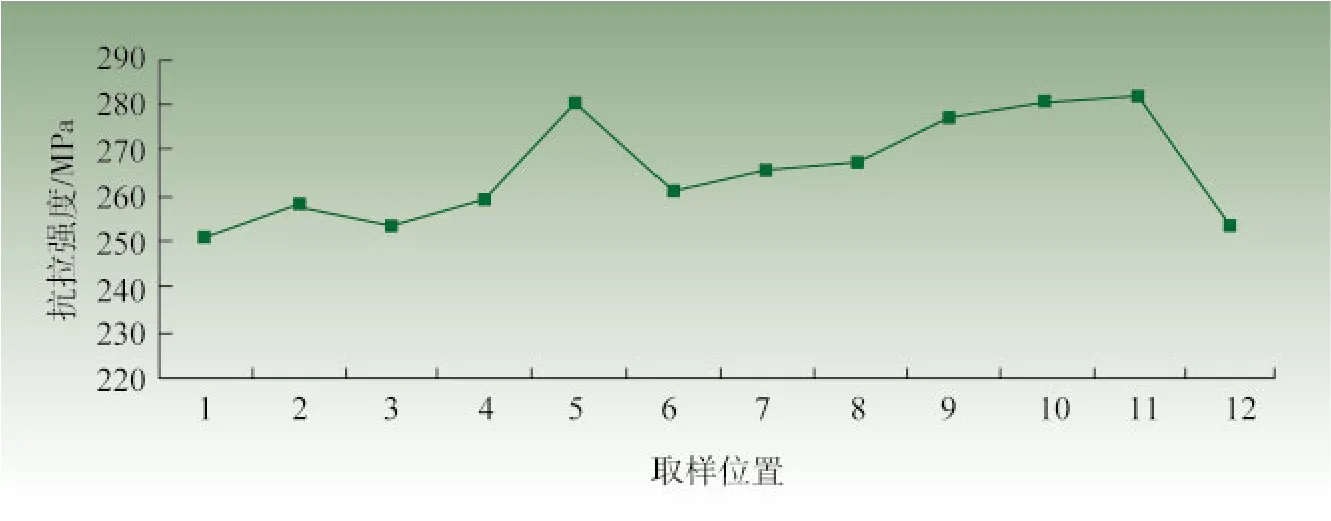
图 6 5083 铝合金抗拉强度检测结果
从图 7 可以看出,铸锭平均值为 149.3 MPa、最大差值为 16 MPa.

图 7 5083 铝合金屈服强度检测结果
从图 8 可以看出,铸锭平均值为 12.2%、最大差值为 8.64%.

图 8 5083 铝合金伸长率检测结果
试验结果讨论
Fe 与 Mn 形成难熔金属间化合物[2],又脆又硬,会破坏铝基体组织的均匀性,降低合金的耐蚀性,使铸锭轧制时容易开裂,故一般控制 Fe<0.4%.Si 的副作用比 Fe 的更大.Si 与Mg形成 Mg2Si 相,由于 Mg 量过剩时,降低了 Mg2Si 在基体中的溶解度,故不但强化作用不大,而且降低合金的塑性.只有当 Si 接近 0.1%,且 Fe 含量足够大时,上述副作用才能减小.所以要确保 Fe 含量大于 Si 含量,使合金组织中宁可形成极少量不规则的 Al12Fe3Si 相,也要避免形成Mg2Si 相.[3]
5083 铝合金 Mg 含量较高,氧化性大,在熔体表面易生成不致密的、疏松多孔的氧化膜,氧化反应向熔体深度处进行,氧化后的熔体铸造的铸锭表面发黑、疏松增加、容易产生夹渣,氧化夹渣易引起应力集中而导致铸锭产生裂纹.因此利用元素 Be 原子半径小、氧化时发热量大和 VBeO/VBe>1 等特点,在 5083 铝合金熔体中加入适量的 Be 保护熔体,阻止氧化.
当铸锭中晶粒粗大时,结晶末期存在于晶界和枝晶界上的低熔点金属相粗大,而且分布不均匀,所以塑性低,抵抗拉应力的能力降低,裂纹倾向增加;当晶粒和枝晶细小时,分布在晶界和枝晶界上的低熔点金属相分布均匀,塑性提高,抵抗变形能力增强,裂纹倾向减小.因此,在线播种 Al-Ti-0.2 B 丝细化晶粒.但在 5083 合金 中 B>2X10-6时,熔体中 TiB2质点容易聚集,在铸锭表面形成竖道皱褶缺陷,会成为裂纹源.因此应控制 B<2X10-6在线播种 Al-Ti-0.2B 进行细化晶粒[3].
结束语
5083 铝合金 260 mmX1500 mm规格的熔铸工艺为:熔炼温度700~750℃,720℃ 以上加 Mn 剂、Cr 剂、Mg 锭,保证铁含量大于硅含量 0.1%,保温炉补 0.01% 的 Ti.铸造前采用氩气体精炼 20 min,静置 20 min,铸造时采用 Alpur 进行在线除气,采用 40 PPI 陶瓷片过滤器进行净化处理.
铸造在线点 Al-Ti-0.2B 丝440 mm/min,铸造温度控制在710~730℃,填充时间为 50 s,铸造速度为 60 mm/min,金属液位高度为 70 mm,冷却水流量为 90 m3/h.
采用该熔铸工艺生产的铸锭能够满足后续加工的化学成分、显微组织、和力学性能的要求:
1) 在化学成分中,各合金元素偏析较小;
2) 在显微组织中,锭晶粒尺寸较为均匀;
3) 铸锭综合力学性能较好.
[1] 郑力, 赵涛, 张浩然, 等. 复合材料芯材用新型Al-Mn合金的研制. 金属世界, 2011,(5): 61-62
[2] 肖亚庆, 谢水生, 刘静安, 等. 铝加工技术实用手册. 北京: 冶金工业出版社, 2005
[3] 郝志刚, 黄晶, 时羽, 等. 5083铝合金大规格扁锭熔铸工艺研究. 轻合金加工技术,2006, (7): 17
