7022铝合金FSJ过程温度场特点分析
2013-09-12左敦稳汪建利汪洪峰黄铭敏
潘 玲,左敦稳,汪建利,汪洪峰,,黄铭敏
(1.南京航空航天大学机电学院,江苏南京 210016)
(2.黄山学院机电与信息工程学院,安徽黄山 245041)
7022铝合金FSJ过程温度场特点分析
潘 玲1,左敦稳1,汪建利2,汪洪峰1,2,黄铭敏1
(1.南京航空航天大学机电学院,江苏南京 210016)
(2.黄山学院机电与信息工程学院,安徽黄山 245041)
建立了FSJ过程的热源模型,并利用有限元方法对7022铝合金FSJ过程中的温度场分布进行模拟,获得了7022铝合金FSJ过程的温度场分布云图。结果表明,连接缝方向各位置处节点的温度变化十分相似,均是当搅拌头行走到该位置的瞬间,热循环温度达到最大值,并随着搅拌头远离而迅速降低。前进侧温度高于后退侧,连接区域各位置节点峰值温度为491℃左右,未达到材料熔点。
7022铝合金;FSJ;温度场;有限元模拟;热源模型
搅拌摩擦连接(FSJ)是一种新型的固相连接技术。铝合金平板连接后残余应力与变形产生的根本原因是搅拌摩擦连接过程中瞬态热输入的不均匀,FSJ过程温度场分布决定了工件材料内部组织的微观变化[1-6],这直接关系到接头的组织形态和质量,以及整个工件最终的应力应变分布[7-11],因此研究FSJ过程温度场是研究应力应变的前提。本文采用ANSYS模拟FSJ过程的温度场分布,深入分析FSJ过程中的温度变化规律,以期为实际工程应用提供理论指导。
1 FSJ传热过程数值模拟
1.1 材料物理性能参数
7022铝合金作为7系列高强铝合金的一种,在航空航天领域拥有潜在的应用价值。材料热学性能参数见表1、表2。
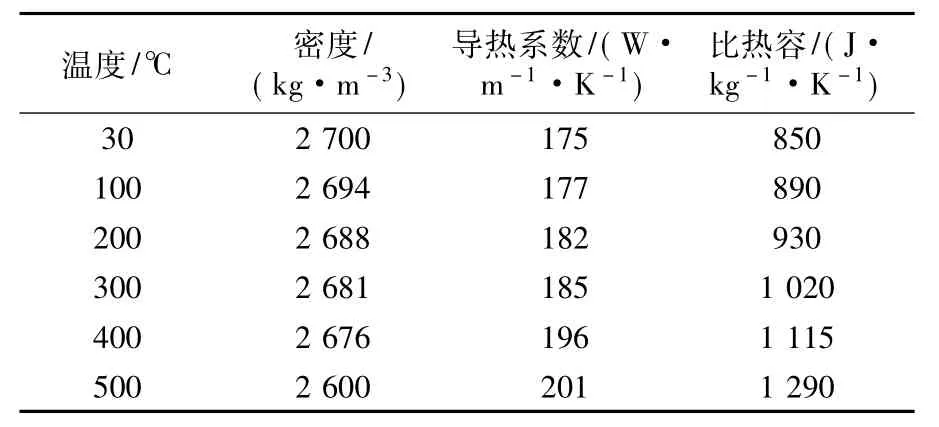
表1 7022铝合金热物性参数
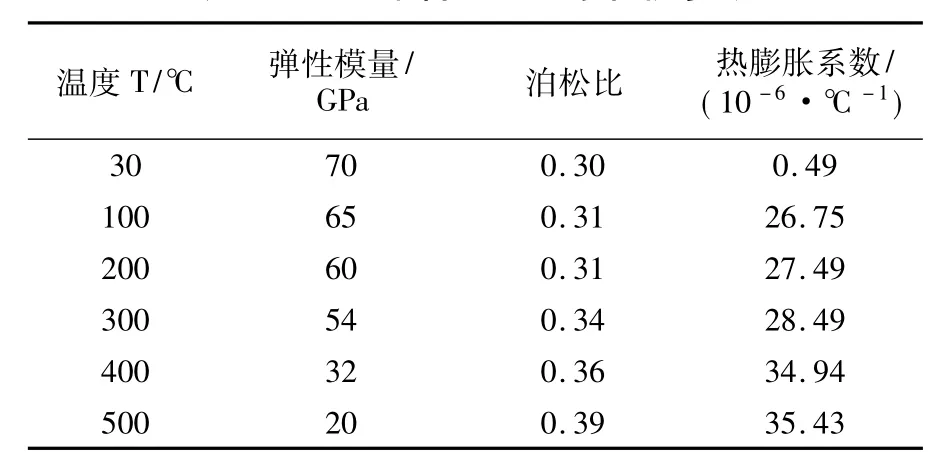
表2 7022铝合金热力学性能参数
1.2 模型建立与网格划分
FSJ数值模拟采用ANSYS商业软件建模。进行温度场模拟时选用Solid70单元,厚度方向划分为4层;沿宽度方向划分网格时,按照离连接区温度场梯度大小不同而采用不同密度的网格。靠近连接区温度梯度大,远离连接区温度梯度小,故在连接区用较细的网格,在远离连接区用较粗的网格。由于FSJ过程中板材两侧温度分布不对称,故本文中采用整体建模,建立的有限元模型如图1所示。
另外,FSJ有限元模型还作了以下假设:(1)不考虑搅拌头螺纹的影响,搅拌针等效搅拌半径取为搅拌针半径;(2)夹具的影响通过施加等效的边界换热条件来简化处理;(3)忽略金属内部塑性流动的影响。
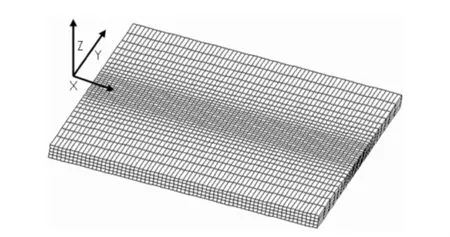
图1 FSJ有限元模型
1.3 FSJ热源模型总热输入:
式中:Qs为轴肩产热功率;Qp为搅拌针产热功率。
设轴肩半径为R1,圆柱体搅拌针半径为R2,高度为H。轴肩产热实际有效区域为R1与R2之间的圆环,假设连接压力P均匀地施加于轴肩,不随半径变化(如图2所示),则任意半径r处微元的摩擦力为:

微圆环上轴肩旋转作用力矩为:

轴肩旋转扭矩为:

轴肩产热功率为:

式中ω为该微元处的旋转角速度,轴肩产热功率单位为W。
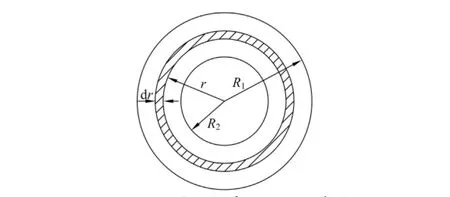
图2 FSJ过程轴肩微圆环的产热
设圆柱体搅拌针承受的均匀压力为P,则搅拌针旋转移动扭矩为产热功率为
1.4 边界条件
本文进行FSJ模拟时,初始温度为20℃。随着FSJ过程的开始工件受热升温,且热量逐渐传导至整块板件和工作台,同时工件与周围空气发生对流热交换,并会与夹具发生传热。铝合金与空气对流换热的对流系数与温度有关,对流换热系数为5 000J/(m2·℃)。
2 温度场数值模拟结果分析
2.1 连接区温度场与温度梯度
图3(a)、(b)所示为FSJ过程中搅拌头距离起始端90mm时的连接缝纵截面温度场云图和温度梯度云图。由图3(a)可见,最高温度范围出现在搅拌区域的中心,沿着搅拌头轴肩往外逐渐降低,搅拌区的温度沿着搅拌针自上而下逐渐降低,从图3(b)可以看出,法向温度降低的趋势大于上表面纵向温度梯度,这是由于底面有工作台的关系,工作台与工件间的换热率要大于工件与空气的换热率,下表面散热速度快于上表面。从图3(b)还可看出,温度梯度最大值出现在轴肩外边缘,因此可推断轴肩外边缘处应当既是受热量的过渡,又是机械影响力的过渡,反映在实际连接区的形态就是热机影响区与热影响区的过渡。
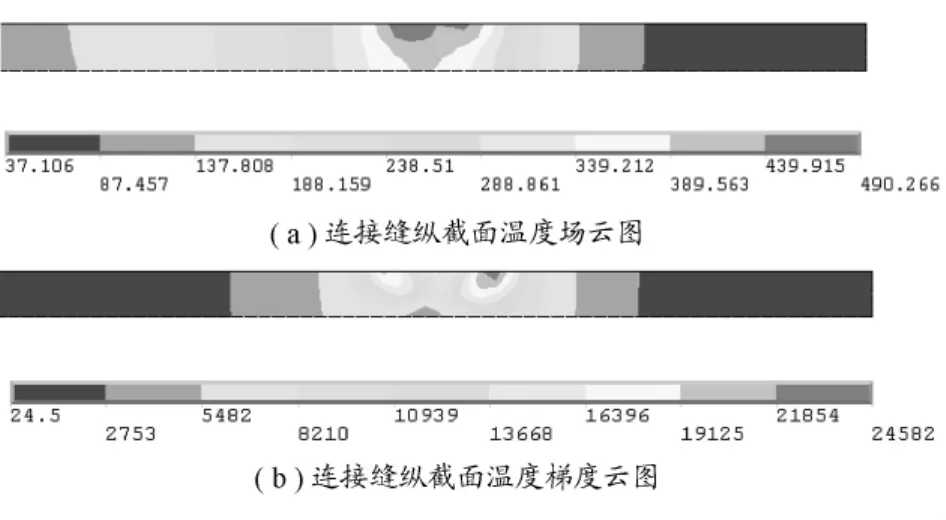
图3 连接区温度场与温度梯度云图
2.2 连接过程热循环曲线
图4所示为FSJ过程中,工件上表面沿着连接缝方向所取3个节点的热循环曲线,由图可见,沿连接缝方向各位置处节点的温度变化十分类似,均是当搅拌头行走到该位置的瞬间,热循环温度达到最大值,并随着搅拌头远离而迅速降低。连接区各位置节点峰值温度为491℃左右,由于未达到材料熔点,材料发生塑性软化而不熔化。由图还可观察到温度曲线的最高处有下凹,这是因为热源模型是由柱面热源和表面环形热源组成的,这个结果表示的意思是热源中心部位有搅拌头,热量作用不到工件。
图5所示为FSJ过程中前进侧和后退侧的节点温度随FSJ时间变化的曲线。从图中可以清楚看到,横向距搅拌头中心越远,温度峰值越低。前进侧和后退侧的温度变化趋势是相同的,前进侧温度比后退侧温度稍高,是因为搅拌头的形状并不完全对称。前进侧和后退侧的温度出现差异,是因为连接缝两边的摩擦产生的热量不同。
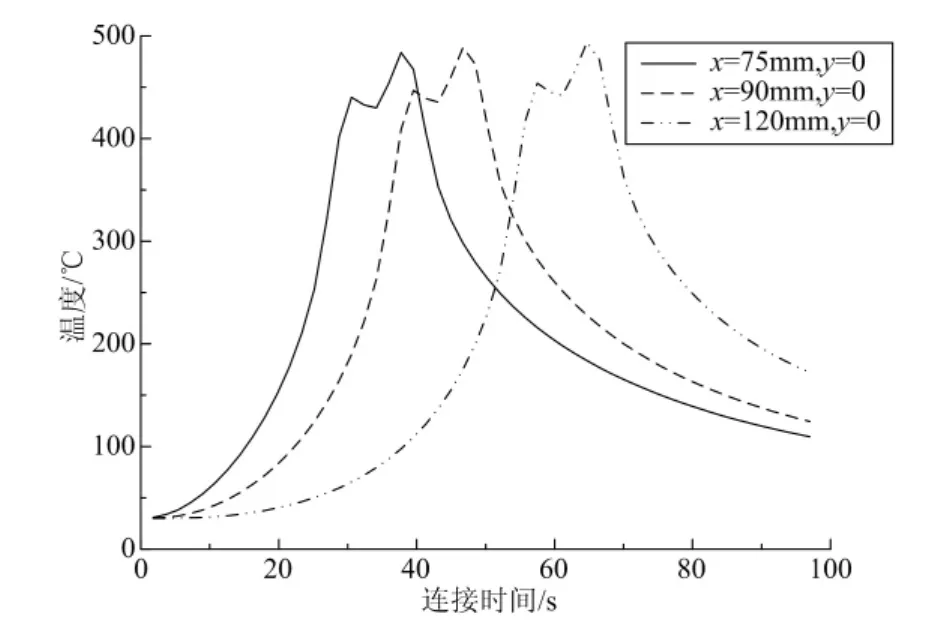
图4 上表面沿连接缝方向节点温度变化历程
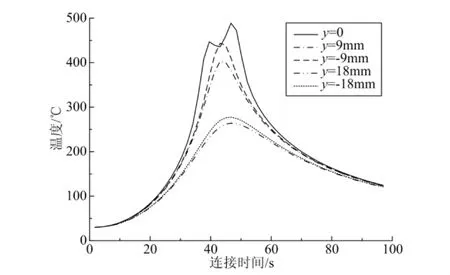
图5 上表面前进侧和后退侧节点温度变化历程
3 结论
a.建立了FSJ过程的热源模型,利用ANSYS模拟了FSJ过程的温度场分布,获得了温度分布云图,从纵截面温度场分布来看,FSJ过程受搅拌和摩擦的区域形成一个热源,沿着板厚度方向,接头温度场呈“碗”形分布:上宽下窄,温度值是上高下低。
b.通过数值模拟,获得了FSJ过程中沿连接缝方向节点温度变化曲线,由曲线图可知,连接缝中心两侧的温度呈不对称分布,前进侧温度略高于后退侧温度。
c.连接区各位置节点峰值温度为491℃左右,未达到材料熔点,FSJ过程是一种塑性软化过程。
[1]柯黎明,刑丽,黄奉安.搅拌摩擦焊接头形成过程的二维观察与分析[J].焊接学报,2005,26(3):1-4.
[2]王训宏,王快社,沈洋,等.搅拌摩擦焊焊缝塑性流动规律的数值模拟[J].材料导报,2006,20(12):127-131.
[3]李宝华.搅拌头形状与工艺参数对塑性金属迁移行为的影响[D].南昌:南昌航空大学,2008.
[4]王晓东.搅拌摩擦焊焊缝塑性金属在焊缝厚度方向的迁移行为研究[D].南昌:南昌航空大学,2009.
[5]Khandkar M Z H,Khan J A,Reynolds Anthony P.Predicting residual thermal stresses in friction stir welded metals[J].Journal of Materials Processing Technology,2006,174:195-203.
[6]鄢东洋,史清宇,吴爱萍,等.铝合金薄板搅拌摩擦焊接残余变形的数值分析[J].金属学报,2009,45(2):183-188.
[7]李亭,史清宇,李红克,等.铝合金搅拌摩擦焊接头残余应力分布[J].焊接学报,2007,28(6):105-108.
[8]李红克,史清宇,王鑫,等.铝合金平板搅拌摩擦焊接应力变形分析[J].焊接学报,2008,29(2):81-84.
[9]Staron P,Kocak M,Williams S,et al.Residual stress in friction stir welded Al sheets[J].Physica B,2004,350:491 -493.
[10]柴鹏,栾国红,郭德伦,等.FSW接头残余应力分布及控制技术[J].焊接学报,2005,26(11):79-82.
[11]王希靖,孙桂苹,张杰,等.焊后热处理对高强铝合金搅拌摩擦焊接头的影响[J].中国有色金属学报,2009,19(3):484-489.
Simulation of the Temperature Field for FSJ Process of 7022 Al Alloy
PAN Ling1,ZUO Dunwen1,WANG Jianli2,WANG Hongfeng1,2,HUANG Mingmin1
(1.Nanjing University of Aeronautics and Astronautics,Jiangsu Nanjing,210016,China)
(2.Huangshan University,Anhui Huangshan,245021,China)
The heat source model of Friction Stir Joining(FSJ)is established.Also numerical model is established to simulate the temperature field of 7022 Al alloy.The results indicate that the time-history curves of all center nodes in the connected area are very similar,all nodes are at the maximum temperature when the tool arrived at center nodes,and the node temperature is lower tempestuously when the tool moved away.Advancing side temperature is higher than the retreating side.The maximum temperature of all center nodes in the connected area is about 491℃ at which the material is softened but not molten.
7022 Al Alloy;FSJ;Temperature Field;Finite Slement Simulation;Heat Source Model
TG404
A
2095-509X(2013)02-0069-03
10.3969/j.issn.2095 -509X.2013.02.018
2012-08-24
国家自然科学基金资助项目(51175255);安徽高校省级自然科学研究项目(KJ2012Z388)
潘 玲(1988—),女,安徽滁州人,南京航空航天大学硕士研究生,主要从事FSJ技术的研究工作。