脐带缆张紧器控制系统研究与设计
2013-09-07张仕民王文明刘培林王晓华李晓龙
李 寅,张仕民,王文明,刘培林,王晓华,李晓龙
(1.中国石油大学(北京)机械与储运工程学院,北京102249;2.海洋石油工程股份有限公司,天津300451)*
在开发海洋油气资源的过程中,需要高效可靠的铺管敷缆设备。脐带缆张紧器是铺设脐带缆的重要设备,能够提供一定的夹紧力夹持管线并进行铺设,在铺设时保持对脐带缆的张紧力恒定,避免脐带缆在风浪、洋流以及脐带缆自重等因素的作用下损坏[1]。
国外关于脐带缆张紧器的研究开展得比较早,根据脐带缆张紧器履带布置形式和数量分类,脐带缆张紧器可分为两履带上下布置式、两履带水平布置式、三履带对中布置式和四履带对中布置式4种;其驱动方式也分为液压马达驱动和电机驱动2种[2];产品也比较成熟,已经可以生产具有从几十到几百千牛张紧力的张紧器,型号众多,主要生产张紧器的厂家有:AQUATIC、ONE-OFFSHORE、ESTECH、SAS、Amclyde、Huisman等[3]。国内的研究还处于起步阶段,因此,国家在“十二五”期间开展对脐带缆铺设技术的研究和设备的研制。
本文研究的控制系统是针对铺设脐带缆的四履带结构的张紧器,控制目的是在脐带缆的铺设过程中保持对脐带缆的张紧力恒定[4]。张紧器与脐带缆铺设系统的其他设备(例如:卷轴、A&R绞车)之间也要有良好配合,以保证系统运行稳定。
1 控制过程分析
1.1 工作过程
张紧器结构如图1所示,在进行脐带缆的铺设过程前,首先要打开张紧器顶部的开合机构,利用A&R绞车与起重设备装入脐带缆;待脐带缆导入后,闭合张紧器顶部的开合机构;夹紧液压缸推动相应履带夹持脐带缆;撤下A&R绞车;开始铺设。
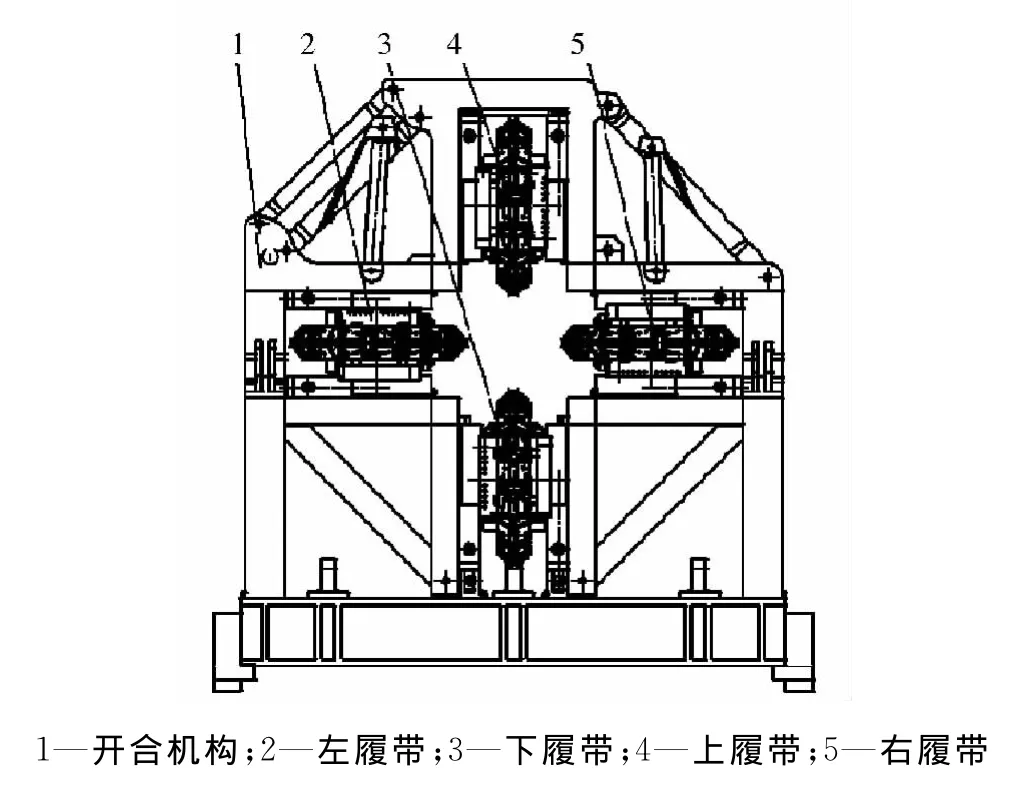
图1 张紧器结构
需要弃管或导入脐带缆接头时,先停止驱动过程,利用A&R绞车拉住脐带缆;接着控制夹持脐带缆的各履带液压缸开始回撤,松开脐带缆;待上履带完全收回至张紧器壳顶后,打开张紧器顶部的开合机构,以便有足够的空间取出脐带缆进行弃管或导入连接头作业;最后,闭合顶部开合机构完成弃管,或者在A&R绞车导过脐带缆接头后继续铺设作业[5]。
1.2 控制关键问题
1) 由于脐带缆本身能承受的夹持径向载荷有限,在进行夹紧操作过程中,张紧器履带对脐带缆的夹紧力要保持在一定的范围内。夹紧力过大会损坏脐带缆,而夹紧力过小不能提供足够的张紧力,脐带缆与履带之间会发生相对滑动,损坏履带上的垫块,继而导致脐带缆铺设失败[6]。
2) 当进行四履带夹持脐带缆操作时,需要保持各履带对中夹持,即各履带行程保持一致,这样才能保证正好夹持脐带缆,如果发生偏斜会损坏脐带缆和张紧器。在各履带进行夹持以及回撤运动时,尽量保持各液压缸同步前进与后退;如果各液压缸不同步,会对履带导轨以及滑块造成损伤,当履带前后行程差距过大时,容易造成履带“卡死”,影响张紧器对脐带缆的正常夹紧作业。因此,在对张紧器的夹紧过程进行控制时,一定要注意各液压缸运动的同步性。
3) 在打开张紧器顶部的开合机构时要保证上履带已经完全收回壳顶,避免产生运动干涉损坏张紧器。在进行开合操作过程中要保持上履带停止工作,避免损坏张紧器。
4) 在铺设脐带缆时保持恒张力铺设。由于海洋环境较为复杂,时有海浪与洋流等不确定性因素,会对铺设过程造成很大影响。在铺设过程中,突发的海浪会对脐带缆造成拉扯,对铺管船造成冲击,这都会增加或减小张紧器对脐带缆的张紧力,当张紧器对脐带缆的张紧力超过脐带缆能承受的载荷范围时,会造成脐带缆的损坏甚至断裂,造成重大损失[7]。
2 控制系统设计
2.1 总体方案
根据张紧器的工作过程,张紧器控制系统的主要功能是能够控制张紧器履带以一定夹紧力良好夹持脐带缆,通过实时调节驱动进行恒张力铺设脐带缆,还需要控制张紧器顶部的开合机构在进行打开、闭合操作时各部件的协同作业。张紧器的控制主要通过现场总线将各开关与传感器信号输入IPC(Industrial Personal Computer,即工控机),IPC 再通过现场总线输出控制指令,对各执行元件进行控制。整体控制系统框图如图2所示[8]。
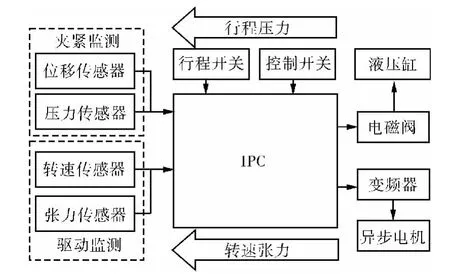
图2 控制系统框图
操作人员通过选择开关下达指令,并通过现场总线传送到IPC,经IPC处理后通过现场总线控制相应的电磁继电器动作来完成电磁换向阀的相应动作,控制液压缸前进或后退。在液压缸动作的同时,分布于液压系统上的位移传感器和压力传感器提供信号给现场总线的信号I/O采集模块,各信号由IPC处理后,再由现场总线的I/O模块输出对应的电磁阀的相应动作,用以实现对各夹紧液压缸的调节,实现夹紧过程中各液压缸的同步。
对驱动系统的操作也是IPC通过现场总线采集到操作人员的指令后再进行相应的动作。在进行脐带缆铺设的过程中,张力传感器测得的张紧器对脐带缆的张力通过现场总线传输到IPC,经过IPC分析处理后控制变频器驱动电机,再由转速传感器对电机转速进行监控,使整个驱动系统能够稳定运行。
在张紧器顶部的开合机构工作时,为监测开合机构是否完全打开,在开合机构布置行程开关,当开合机构完全打开时,行程开关触发,系统停止对液压缸的操作。在开合机构工作时,为保护张紧器不受损害,控制系统会锁死上履带,使其不能运动。
2.2 硬件设计
2.2.1 IPC
张紧器控制系统采用基于IPC的PC控制技术,以IPC为核心,通过现场总线与各控制开关、传感器以及现场设备通信。操作人员通过控制台开关以及人机界面下达指令,经IPC处理后将控制信号通过现场总线传送给现场设备。
2.2.2 驱动控制模块
张紧器的驱动元件是异步电机,本控制系统采用的是变频控制方式,主要驱动控制元件是变频器。为了控制的需要,还需要增量型旋转编码器来测量电机的转速、张力传感器来测量张紧器对脐带缆张力的大小,组成闭环控制系统。
2.2.3 液压控制模块
张紧器对脐带缆进行夹紧以及顶部开合机构的运行都要靠液压缸来完成。控制系统的液压控制采用阀控缸的控制方式,通过对电磁换向阀的控制改变液压缸的前进或后退,通过对比例调速阀的控制调节液压缸运动的速度。为了使系统运行稳定,在液压系统中布置压力传感器和位移传感器对液压系统压力以及各液压缸行程进行监测,组成闭环控制系统[9]。
2.3 软件设计
人机界面可以进行参数设置以及对张紧器运行情况进行监控。液压模块主要显示各液压缸的压力值、各履带的行程、各履带对管线的夹紧力等数据。驱动模块以时间曲线的形式显示张紧器对管线铺管的张力值、实时铺管速度的瞬时值以及随时间变化情况。各电机的转速以及功率以数值的形式显示,以便随时监视张紧器的运行情况。除此之外,还可以显示各变频器的运行情况,当变频器出现故障时报警。控制系统人机界面如图3所示。
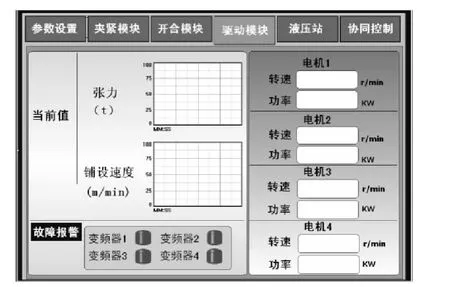
图3 控制系统人机界面
张紧器控制系统通过上位机人机界面进行对控制系统的参数设置。全部参数设置完成后,通过程序轮流调用夹紧模块子程序、上履带开合模块子程序、电机驱动模块子程序,实现张紧器的一个完整的工作流程。流程结束后,程序返回到参数设置环节进行第2次循环调用。在系统工作的任何阶段都可以进行压力、铺管速度等参数的设置。在参数设置过程中,系统仍正常工作,新参数设置完成后,系统按照新参数为目标参数进行工作,即:参数设置与控制为并行工作过程,操作过程更加人性化。整个系统控制流程如图4所示。
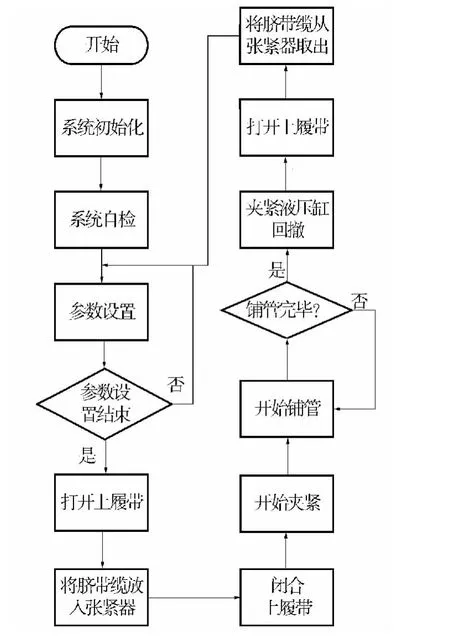
图4 系统流程
3 协同控制设计
在脐带缆铺设的过程中,由于张紧器与A&R绞车、卷轴之间会进行配合,因此需要张紧器与A&R绞车、卷轴以及船内控制室进行协同控制。协同控制通信框图如图5所示。
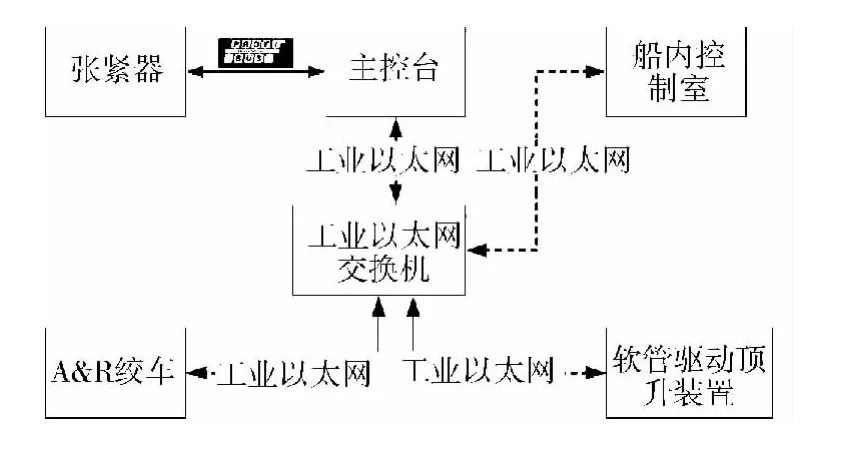
图5 协同控制通信框图
3.1 协同组成
脐带缆铺设系统需要协同控制的装备包括张紧器、控制室显示终端、卷轴、A&R绞车。张紧器的主控台通过工业以太网卡实现与交换机的数据交换。
3.2 通信方式
主控台与张紧器之间的通信,即张紧器设备内部通信通过Profibus现场总线来完成。设备间协同采用以太网方式:即主控台、A&R绞车、卷轴以及船内控制室之间的通信以工业以太网交换机为共享设备,通过工业以太网的通信方式进行数据交互与信息共享。
3.3 工业以太网通信方案
在主控台的IPC内扩展工业以太网卡,在操作间内设置工业以太网交换机,卷轴及A&R绞车的控制系统也分别由工业以太网的网线连入工业以太网的交换机,再接出数据线至铺管船内的控制室内,将数据传送至铺管船内的控制系统,以便进行监测和报警。
3.4 张紧器与外部设备数据接口
为使协同控制顺利进行,各设备间需要进行数据交互与信息共享,各设备需要输出的变量以及接收设备如表1。其中T、A、R、C分别表示接收变量的设备:张紧器、A&R绞车、卷轴以及船内控制室。
由表1可知张紧器与各设备的数据接口,其中船内控制室将得到所有数据以监测整体系统的运行状态。系统的运行以张紧器为核心,张紧器的铺管速度将影响到A&R绞车和卷轴的收放速度;而在进行张力转换的过程中,张紧器夹紧力的大小以及对管线的张力也将影响到A&R绞车的操作,A&R绞车对管线的张力也在这一过程中对张紧器有所影响;张紧器、A&R绞车和卷轴的运行状态将由各设备共享,当1台设备出现故障时,其他设备将做出应对措施。
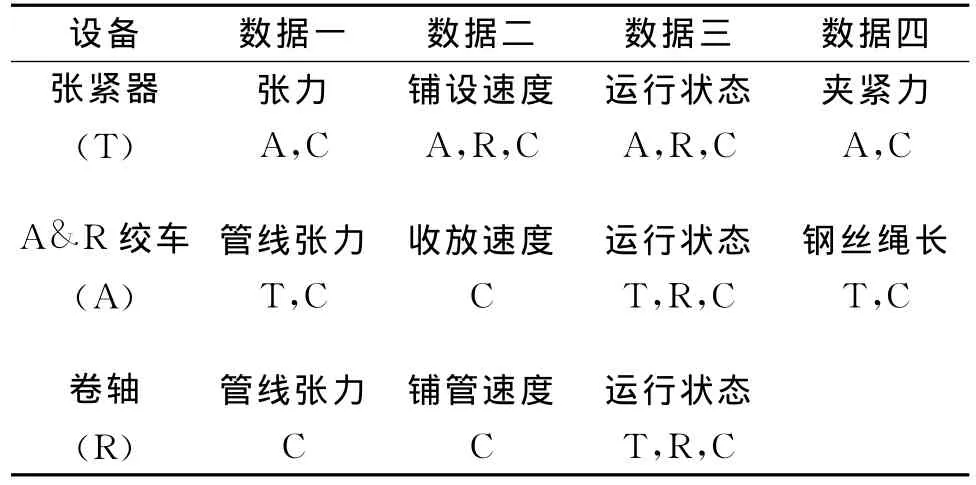
表1 张紧器与外部设备共享数据
4 结语
本文分析了张紧器的工作过程以及控制关键问题,设计了脐带缆张紧器控制系统的总体方案,以IPC为控制核心,对液压缸压力、位移以及电机转速等参数进行监控,通过IPC进行处理后实时调整张紧器的工作状态,并与A&R绞车和卷轴协同作业,可以实现铺设脐带缆时的恒张力铺设控制以及整体铺设系统运行稳定。
[1]杨 伟,叶 茂,何 宁,等.深水海底管道J型铺设工艺及设备研究[J].石油矿场机械,2013,42(1):14-20.
[2]孙晶晶,刘培林,段梦兰,等.深水脐带缆安装技术发展现状与趋势[J].石油矿场机械,2011,40(12):1-5.
[3]张俊亮,王晓波,林 立,等.铺管船用张紧器张紧系统分析[J].石油机械,2008,36(9):167-169,178.
[4]曾 鸣,孙 亮,钟朝廷,等.海洋铺管船用张紧器内悬架的设计与分析[J].石油矿场机械,2010,39(6):32-35.
[5]Dieumegard C,Fellows P.Installation of metallic tube umbilicals in 3,000meters water[C]//Houston:OTC15368.Offshore Technolqy Conference,2003.
[6]孙 亮,张仕民,林 立,等.海洋铺管船用张紧器的总体设计[J].石油机械,2008,36(8):36-38,59.
[7]何 宁,徐崇崴,段梦兰,等.J型铺管法研究进展[J].石油矿场机械,2011,40(3):63-67.
[8]Giuliana Mattiazzo,Stefano Mauro,Paolo Serena Guinzio.A tensioner simulator for use in a pipelaying design tool[J].Mechatronics,2009(19):1280-1285.
[9]张俊亮,曾 鸣,刘文利,等.基于PID神经网络集成控制的张紧器液压夹紧缸同步控制策略[J].机床与液压,2010,38(7):7-10.
