DOT-100重整油脱烯烃催化剂的工业化应用
2013-09-07霍道勤
霍道勤
(中国石油化工股份有限公司天津分公司,300271)
龚燕芳 王月梅 王雨勃 孔德金
(中国石油化工股份有限公司上海石油化工研究院,201208)
重整单元是芳烃联合装置的龙头,其混合芳烃产物中含有微量烯烃杂质,会对产品质量造成不利影响[1],还可能在换热器中结焦而堵塞管道,影响换热效果。另外,二甲苯吸附分离单元中的吸附剂对原料中的烯烃特别敏感,需要严格加以控制[2-4]。为此,炼化企业通常在重整单元下游用活性白土来脱除混合芳烃中的微量烯烃[5]。
中国石油化工股份有限公司天津分公司(以下简称天津石化)芳烃联合装置于2000年建成,采用美国UOP公司专利技术,年产对二甲苯254 kt,其中重整单元采用 UOP第3代 CycleMax工艺,设计加工能力为600 kt/a。2004年对重整单元进行了扩能改造,加工能力提高到800 kt/a。
扩能改造前,白土的使用寿命为45 d左右;改造后,脱庚烷塔塔底油中的烯烃含量明显增多,白土的更换周期缩短至20 d左右,不仅增加了装置运行压力,频繁更换白土也存在一定的安全隐患[6]。2009年3月,在重整单元下游的精制工序用DOT-100重整油脱烯烃催化剂(以下简称DOT-100催化剂)来替代白土,以期减轻装置负荷和环境压力。
1 实验部分
1.1 运行模式
工业化运行中采用白土与DOT-100催化剂串联运行的工艺模式,具体流程见图1。
白土在整个运行周期中未作更换,运行后期通过升温来提高催化剂的活性,失活催化剂则在反应器外再生。

图1 DOT-100催化剂应用工艺流程
1.2 工艺条件
在未对装置进行技术改造的情况下,直接在精制工序中用DOT-100催化剂替代白土,共进行了4个周期的工业化试运行,工艺条件与使用白土时基本相同:反应压力为1.1 MPa,反应温度为157~185℃、质量空速为1.5~1.8 h-1。因密度差异,DOT-100催化剂的装填量与白土不同,即白土装填量为34 t,而该催化剂的装填量为29 t。
在4个周期的工业化运行中,温度、压力和空速等条件基本不变,但原料差异较大;溴指数(100 g样品所消耗的溴的毫克数)最低为350,最高达1 600;胶质的质量浓度最高达52 mg/mL。
2 结果与讨论
2.1 DOT-100催化剂运行结果
DOT-100催化剂的主要性能指标为单程寿命和总寿命,由于除第2周期外的其他运行周期中原料的溴指数和胶质的质量浓度波动较大,为便于讨论,以第2运行周期为重点考察对象。
DOT-100催化剂第2运行周期共在线运行115 d。运行初期,原料溴指数波动较大,溴指数和胶质质量浓度都比较高。这些指标稳定后,反应器出口DOT-100催化剂的溴指数保持较低水平(见图2)。
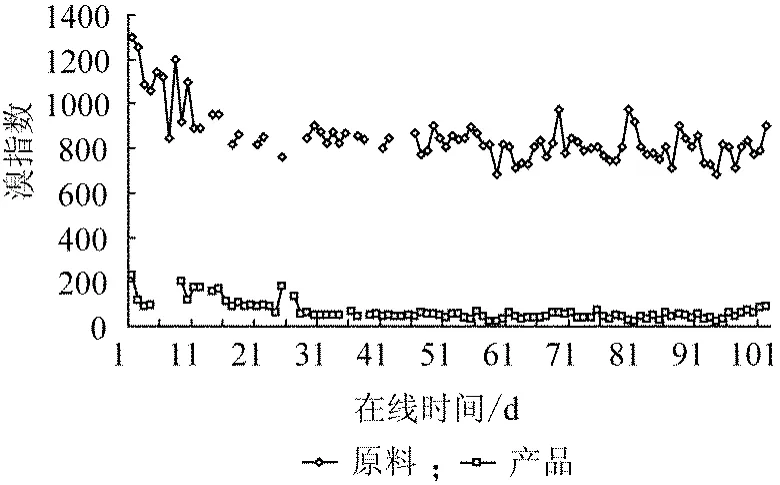
图2 DOT-100催化剂第2运行周期运行情况
活性白土是以黏土(主要是膨润土)为原料,用无机酸进行酸化处理,再经漂洗、干燥制成的吸附剂,有很强的吸附性,可吸附有色物质和有机物质。白土来源及其处理方法不同,其组成会存在一定差异。典型的活性白土组成如表1所示。

表1 典型的活性白土组成
事实上,具有黏土性质的矿土都可以成为活性白土的来源,如高岭石、蒙脱石、海泡石和凹凸棒石黏土等。用酸处理后,白土矿中的可溶解组分大部分被溶出,从而使白土具有发达的孔结构,这是其具备吸附能力的主要原因。用酸处理后的白土具有一定酸性,因而也被称为酸性白土。
在应用DOT-100催化剂之前,重整单元用NC-1活性白土作为精制剂,应用模式为2个白土罐串联运行,与该催化剂的运行模式相同。活性白土的应用条件为:设计反应温度初期为150℃,末期为190℃,设计反应压力为1.1 MPa,设计质量空速为1.0 h-1。
选取运行工况与DOT-100催化剂相近的2种白土的运行结果作为基准,对该催化剂与白土的性能进行比较(见图3)。
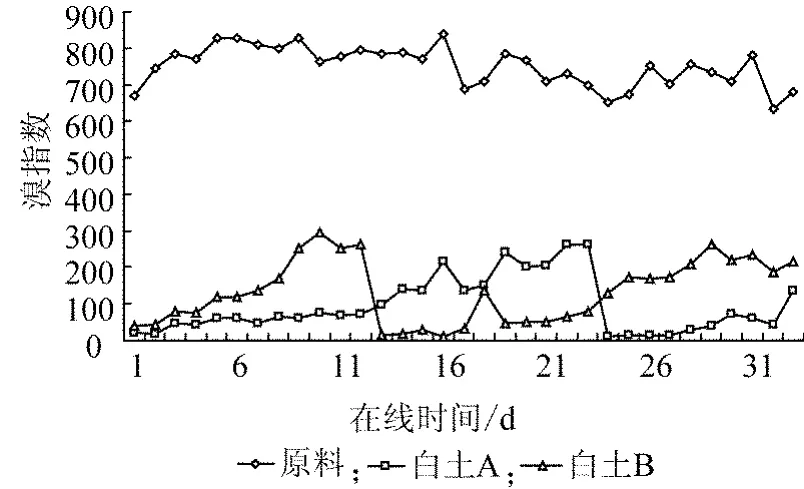
图3 活性白土在类似工况下的运行情况
由图3可见:原料溴指数在600~900范围内,白土的更换周期约为15 d,而DOT-100催化剂第2运行周期单程寿命为115 d。在不考虑装填量、流量波动及其出口溴指数水平的情况下,通过计算得到DOT-100催化剂的寿命是白土的7.7倍。按照同样的原则和实际运行结果计算DOT-100催化剂其他3个运行周期相对于白土的寿命,结果该催化剂单程寿命相当于活性白土的7~8倍(见表2)。
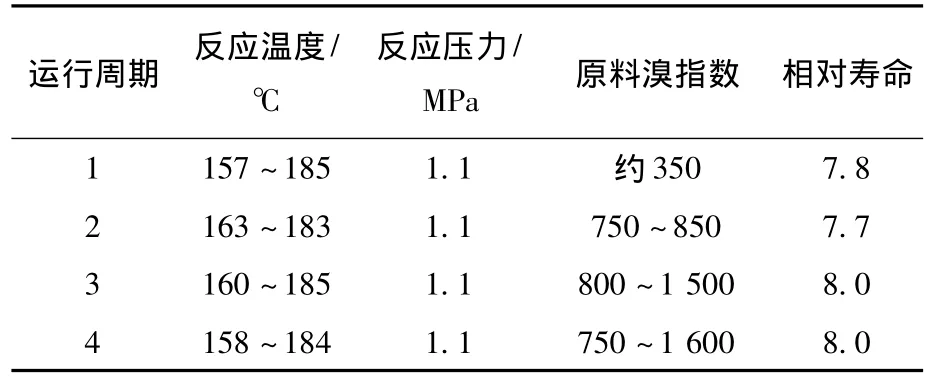
表2 DOT-100催化剂相对于白土的使用寿命
2.2 DOT-100催化剂的脱烯烃效率
DOT-100催化剂在4个周期的运行中存在一个相同的规律,即产品溴指数始终维持在较低水平,增长缓慢。以第3运行周期为例,脱烯烃效率用烯烃脱除率来表示,即反应中减少的烯烃质量占原料中烯烃质量的百分比,DOT-100催化剂的脱烯烃效率见图4。
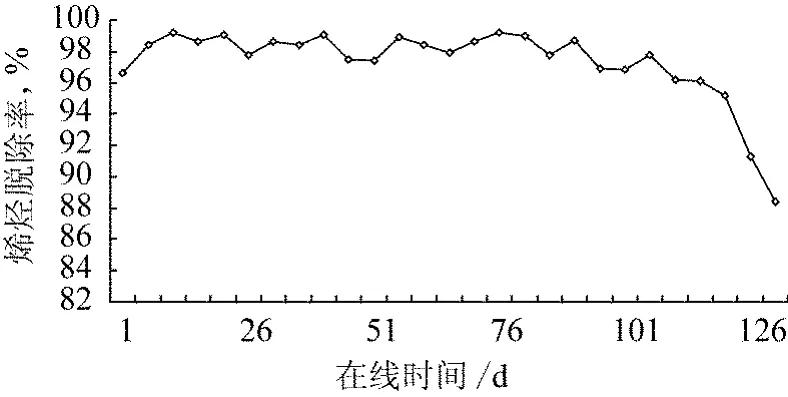
图4 DOT-100催化剂第3运行周期烯烃脱除情况
由图4可见:大部分时间内DOT-100催化剂的烯烃脱除率高而稳定。相对而言,白土脱烯烃产物的溴指数基本上没有稳定阶段,投用初期烯烃脱除率为90%左右,平均为80%左右,显然DOT-100催化剂的烯烃脱除效率要高得多。烯烃脱除效率主要关系到吸附剂的使用寿命,DOT-100催化剂烯烃脱除效率高,因而能更好地保护吸附剂。
2.3 DOT-100催化剂失活原因与再生性能
DOT-100催化剂为具有固体酸中心的催化剂,能使重整油中含有的微量烯烃在催化剂的酸性中心发生烷基化、叠合等反应,生成高沸点化合物,以便在后续分离流程中脱除。
由于DOT-100催化剂以分子筛为主要活性组分,具有较大的比表面积和发达的孔道结构,在具备较高反应活性的同时,还具备与活性白土相似的吸附能力。尽管采取了抑制大分子产物吸附的措施,但由于酸量大,对烯烃的选择性吸附能力更强。然而由于孔道相对较小,反应生成的大分子产物扩散速度较慢,在分子筛孔道内滞留进而缩聚,慢慢产生积炭,最终导致催化剂失活。因此催化剂运行后期突然失活与孔道和孔口过度缩小有关。另外,对失活催化剂进行热重分析后发现催化剂表面积炭量达20%左右,说明该催化剂具有很高的容炭能力,这与其表面积和孔容大的特点是一致的。
从4个周期的运行情况来看,DOT-100催化剂的再生性能非常好,再生催化剂的性能与新鲜催化剂基本相当,运行过程中没有出现明显的性能衰减现象,这表明该催化剂还可以进行多次再生,催化剂总的使用寿命较长。
3 结论
(1)DOT-100催化剂工业运行结果表明:在质量空速1.5~1.8 h、反应压力1.1 MPa、反应温度157~185℃的条件下,该催化剂溴指数小于20,单程寿命是白土的7~8倍。
(2)DOT-100催化剂具有烯烃脱除效率高、可多次再生的特点,总的使用寿命是白土的30倍以上。
(3)DOT-100催化剂的应用明显改变了使用白土所带来的更换过程劳动强度大、现场安全隐患多和废白土填埋造成环境污染等状况,值得推广应用。
[1]娄阳.芳烃重整油脱烯烃技术进展[J].精细化工原料及中间体,2011(9):7-13.
[2]Sachtler,Adriaan J W,Barger,et al.Removal of trace olefins from aromatic hydrocarbons:US,4795550[P].1989-01-03.
[3]王铭,彭壮青.精制芳烃用颗粒白土工业评价[J].精细化工中间体,2004,34(4):66 -72.
[4]陈昌伟,吴文娟,江正红,等.介孔材料改性及其脱除芳烃中微量烯烃的考察[J].石油炼制与化工,2010,41(1):36-39.
[5]李克明,冷家厂,王雨勃,等.分子筛催化剂脱除重整油中微量烯烃的研究[J].化学工业与工程,2009,26(5):429-432.
[6]曹祥.重整生成油选择性加氢脱烯烃[J].炼油技术与工程,2010,40(1):18 -21.