基于小波消噪与LMD的埋弧焊交流方波电弧信息提取
2013-09-07何宽芳肖思文伍济钢
何宽芳 肖思文 伍济钢
湖南科技大学机械设备健康维护湖南省重点实验室,湘潭,411201
0 引言
交流方波埋弧焊工艺作为高质量焊接的一种方式,具有电流过零点快、无磁偏吹、焊接熔敷率高等优点,适用于内外环缝焊、多电弧焊接等特殊场合[1-2]。交流方波埋弧焊接电弧极性正负交替变化导致电弧空间和电极表面温度随时变化[3-4],这样电弧电阻不是常数,它会随电弧电流的变化而变化,加上焊接电源本身电器特性和外在干扰的影响,实际输出电弧电流、电压波形存在不规则畸变。这种电弧电流、电压波形的畸变使得电弧能量分布不均匀,直接影响电弧稳定性和焊缝成形质量,并在时域和频域上体现电弧特征信息。通过电弧电信号分析提取电弧特征信息,是实现焊接过程电弧稳定性及焊接质量检测[5-7]的有效途径之一。
埋弧焊接过程是一个多因素相互作用的复杂动态过程,各种随机因素的影响,使焊接状态与各种焊接信号实时发生变化,实际监测得到的电弧电信号属于非平稳信号。此外,测试线路的布置、电缆走线、外界电磁干扰等因素,也会导致在测试电弧信号上叠加高频噪声。
目前研究非平稳信号最为有效的工具当属时频分析方法,常用的时频分析方法有窗口傅里叶变换(Gabor变换)、连续小波变换、Wigner-Ville分布、HHT和局部均值分解(local mean decomposition,LMD)[8-10]。其中 LMD是一种新的自适应时频分析方法,提出者Smith[11]将其应用于脑电图的信号处理并获得了较好的效果。LMD方法自适应地将一个复杂的多分量信号分解为若干个瞬时频率具有物理意义的PF(product function)分量之和,其中每一个PF分量由一个包络信号和一个纯调频信号相乘而得到。LMD方法可根据信号自身的特点,自适应地选择频带,确定信号在不同频带的分辨率,从而提高了提取有效信息的准确性,非常适合多分量的非线性、非平稳信号,已应用于机械故障诊断领域[12-13]。本文在对采集到的电弧电流原始信号进行小波包消噪后,利用LMD方法进行自适应分解,得到包含不同频率的电流波形畸变成分的分量,并在此基础上进行Hilbert变换及能量熵计算,提取反映焊接过程电弧稳定性和焊缝成形质量的电弧特征信息。
1 小波包去噪
一个含噪声的一维信号序列的模型可表示为

其中,x0(t)是有用信号,x(t)为含噪声的信号,e(t)是高斯白噪声,σ为噪声水平。实际焊接过程中,采集到的动态电弧电信号一般分为两个部分:一部分是有用的信号,通常表现为低频的信号,如电源输出的直流电流、电压或交流方波电流、电压信号;另一部分为干扰信号,如焊接电源中IGBT的开关噪声、电磁噪声、环境噪声等。其中干扰信号的存在会覆盖有用信号的特征,所以必须对采集的电弧信号进行消噪处理。电弧信号的含噪声信号的上述特点为利用小波分析消噪提供了前提条件,对信号进行小波分解时,含噪声部分主要包含在高频小波系数中,因而,可以应用门限阈值等形式对小波系数进行处理,然后对信号进行重构即可以达到消噪的目的。对信号x(t)消噪的目的就是要抑制信号中的噪声部分,从而在x(t)中恢复出真实信号x0(t)。小波消噪过程可按照下面三个步骤进行[6]:
(1)选择小波并确定分解层次N,然后对信号x(t)进行N层分解;
(2)选择每层高频系数的阈值,对小波分解的高频系数进行阈值量化处理;
(3)根据小波分解的第N层的系数和经过量化处理后的第一层到第N层的高频系数,进行信号的重构。
2 LMD
LMD自适应地将一个复杂的多分量信号分解为若干个瞬时频率具有物理意义的PF分量之和,其中每一个PF分量由一个包络信号和一个纯调频信号相乘而得到,PF分量的瞬时幅值由包络信号表示,瞬时频率可由纯调频信号求得,瞬时幅值代表了该PF分量的幅值调制信息,瞬时频率代表了该PF分量的频率调制信息。因此,LMD实质上是一个将多分量的信号分解为一系列的单分量信号的解调过程。对于任意信号x(t),可以将原始x(t)信号分解为k个PF分量和一个单调函数uk之和[11],即

图1为一组实验得到的交流方波埋弧焊电流信号x(t)及消噪后的结果,采用LMD对它进行分解,结果见图2。
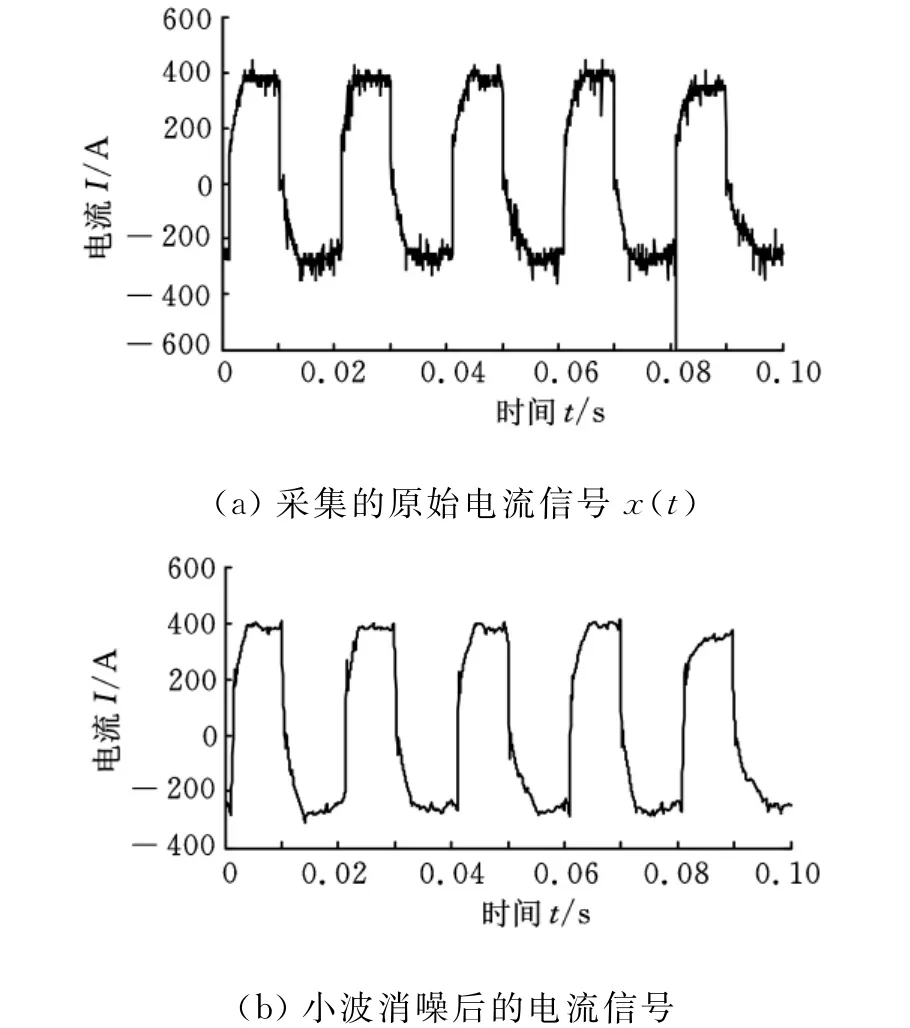
图1 采集的交流方波埋弧焊电流信号x(t)及消噪后的结果
从图2中可以看出,LMD分解得到的PF分量PF1,PF2,…,PF5对应信号从高到低不同频率成分,其中单调函数u5为规则的交流方波,每个PF分量代表了不同频率的交流方波电流波形畸变成分及其幅值在时间特征尺度上的变化,使原始信号特征在不同的分辨率下显露出来。这样通过对分解的PF分量集进行Hilbert变换,可以得到电流信号畸变部分幅值在整个频率段上随时间和频率的变化规律。
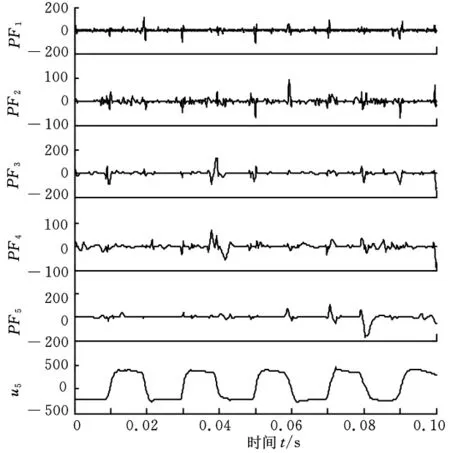
图2 LMD分解结果
3 PF的Hilbert变换及能量熵
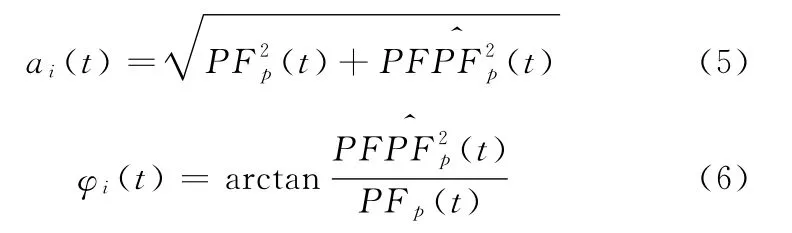
对式(2)中的每个PF分量作Hilbert变换有

构造解析信号为

于是得到幅值函数和相位函数分别为
进一步可以求出瞬时频率如下:

这样,可以得到:

其中,Re表示取实部。 式(8)展开称为Hilbert谱,记作:

式(9)精确地描述了信号的幅值在整个频率段上随时间和频率的变化规律。信号幅度可以表示成时间频率平面的等高线,也可以在三维空间表示为时间和瞬时频率的函数。
将信息熵引入时频分析中进行能量熵计算的方法是将时频平面等分为M个面积相等的时频块,每个块内的能量为Wi(i=1,2,…,M),整个时频平面的能量为A,对每区块进行能量归一化处理,得,符合计算信息熵的初始归一化条件。仿照信息熵的计算公式,基于Hilbert变换的时频熵计算公式为

根据信息熵的基本性质,qi分布越均匀,能量熵值s(q)越小,反之能量熵值s(q)越大。
4 实验与分析
交流方波埋弧焊电弧电流、电压信号的测量分别由霍尔传感器、以太网数据采集器、工控机等部分组成。分别改变焊接参数,将焊接过程采集到的电弧电压和焊接电流信号通过网线传输到工控机显示、保存,并借助于MATLAB对采集到的信号进行分析、处理。交流方波埋弧焊接实验采用MZE1000交流方波埋弧焊机,工件材料为低碳钢,板厚20mm,焊丝牌号为 H08A,直径为4.0mm,焊剂为HJ431。在给定不同焊接电压、电流、焊接速度等工艺参数的条件下进行埋弧焊堆焊实验,采集相应焊接工艺参数的电信号数据。具体焊接规范参数及实验现象如表1所示。

表1 焊接实验工艺参数及焊接结果
小波包去噪与LMD的电弧电信号特征提取过程见图3。图4~图7是对应每组焊接参数小波包去噪后的焊接电流信号及其LMD的时频分布。
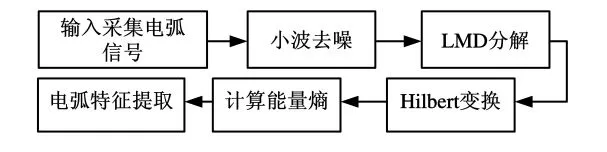
图3 小波包去噪与LMD的电弧电信号特征提取过程
从图5~图7和图8中可以看出每组实验采集到的焊接电流信号的幅值在时间和频率的联合分布情况和焊缝成形情况。从图5~图7中可以看出,各组信号基本围绕主频率成分50Hz、80Hz或100Hz不变,还存在围绕主频随时间波动的其他频率成分,这些不规则频率成分是焊接电源本身实际输出的电流波形发生的畸变部分,而且伴随主频电流波形呈随机分布。电流波形发生畸变的频率成分多少和范围的大小直接影响电弧能量分布情况,进而影响焊缝成形。

图4 实验1小波包去噪后的焊接电流波形及时频谱
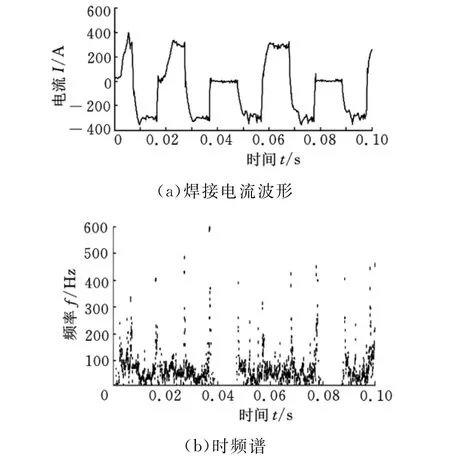
图5 实验2小波包去噪后的焊接电流波形及时频谱
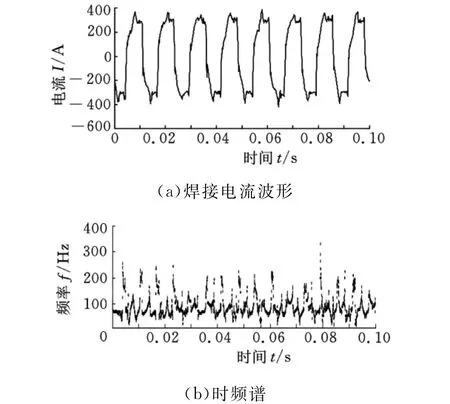
图6 实验3小波包去噪后的焊接电流波形及时频谱
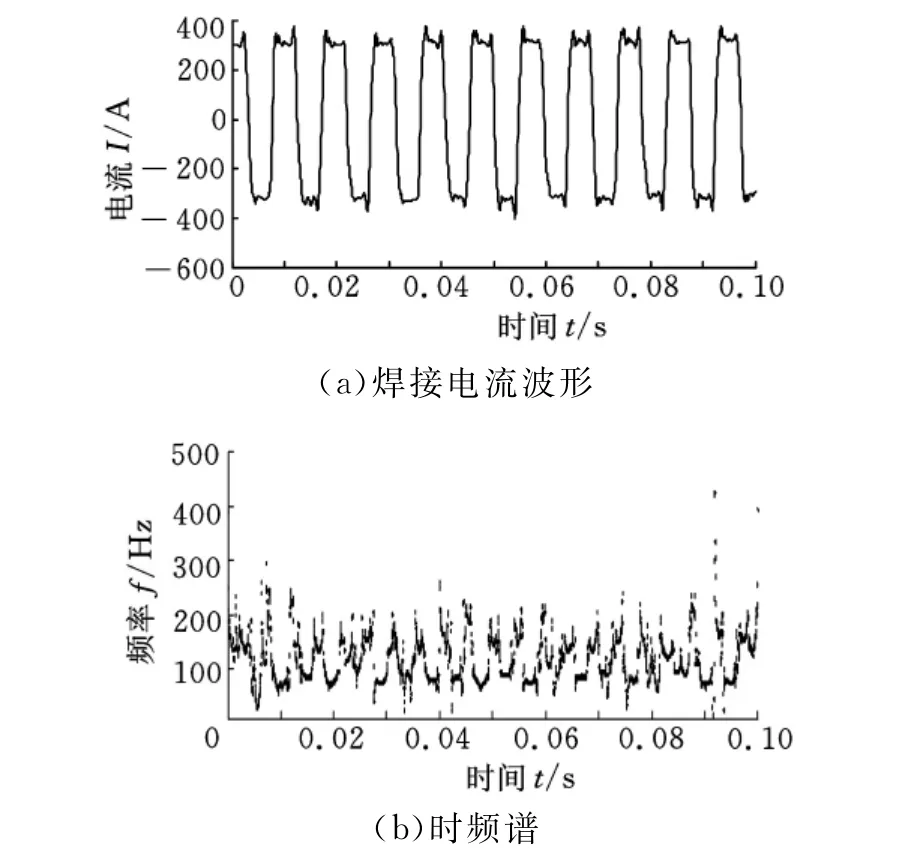
图7 实验4小波包去噪后的焊接电流波形及时频谱

图8 焊缝成形外观图
实验1和实验2中,占空比和频率相同、焊接速度不同,从两组信号的时频谱计算结果来看,它们的时频谱主频率成分基本围绕50Hz不变,两组信号的时频分布的不同主要表现在幅值随频率和时间上的变化。从两组时频分布可以看出,电弧能量随着焊接速度的变化是不同的,随着焊接速度的增大,焊接电流信号时频分布表现出幅值在频率和时间上的变化相对变得复杂,而且其他频率成分明显增多。同时,从图8a、图8b可以看出,当焊接速度提高后,焊缝成形情况变差,出现驼峰。
实验2、3和4中,占空比相同,频率不同,三组信号的时频谱的主频率成分基本围绕50Hz、80Hz和100Hz不变,电流信号幅值随时间的分布基本没有多少区别,但是三组信号的时频分布的不同主要表现在幅值随频率的变化,从三组时频分布可以看出,电弧能量随着频率的变化是不同的。随着频率的增大,其他频率成分相对较少,反映出能量比较集中。
将每组实验焊接电流信号得到的时频谱按式(10)进行能量熵的计算,计算结果如表2所示。由表2可知,对于实验2、3、4而言,焊接速度为1.2m/min、频率为100Hz时计算的能量熵最小,这是因为焊接过程焊接电源输出的电流波形正负半波相等,在输出频率不同的情况下,相对于电流波形频率50Hz和80Hz,电流幅值在相同时间尺度上的变化相对较小,电流波形反映在时频平面上的电弧能量分布较均匀,计算得到的熵值较小。

表2 每组实验时频谱的能量熵
在相同电流波形参数下焊接时,当焊接速度由0.6m/min变为1.2m/min,出现断弧、焊接稳定性和焊缝成形变差的情况(图8b),由表2可知,此时计算得到的能量熵变大。当交流方波频率由50Hz调为80Hz和100Hz时,计算得到的能量熵值相应变小,表明焊接过程电弧稳定,同时从图8c、图8d可以看出,80Hz和100Hz下的焊缝成形状况有所改善。
从上述实验及计算结果来看,改变交流方波埋弧焊焊接电流波形频率和焊接速度,都会导致电弧能量在时域和频域上分布的不同,进而影响焊接过程电弧的稳定性和焊缝成形效果。因此通过合理设定交流方波埋弧焊焊接电流波形参数,能有效获得电弧能量在时域和频域上的均匀分布,保证焊接过程稳定和获得良好的焊接效果。
5 结论
(1)利用小波变换,对实测弧焊过程电信号进行小波软阈值滤波处理,在消去信号中噪声的同时,较好地保持电信号畸变部分不失真,从而改善信号中特征信息提取效果。
(2)在对采集的埋弧焊交流方波电弧电流信号进行小波包降噪后,利用LMD对电弧电流信号进行自适应分解,能有效得到埋弧焊不同频率的交流方波电流波形畸变成分及其幅值在时间特征尺度上的变化特征,同时,对分解得到的PF分量进行Hilbert变换及能量熵计算,不仅可以获得电弧电流信号的时频能量分布特征,还可以定量刻画焊接过程电弧稳定性和焊缝成形质量的电弧特征信息。
[1]Tusek J.Mathematical Modeling of Melting Rate in Twin-wire Welding[J].Journal of Materials Processing Technology,2000,100:250-256.
[2]何宽芳,黄石生,孙德一.大功率埋弧焊交流方波逆变电源的研制[J].华南理工大学学报(自然科学版),2008,36(8):79-82.He Kuanfang,Huang Shisheng,Sun Deyi.Development of AC Square-Wave Inverter for High-Power Submerged Arc Welding[J].Journal of South China University of Technology(Natural Science Edition),2008,36(8):79-82.
[3]安藤弘平.焊接电弧现象[M].北京:机械工业出版社,1979.
[4]黄石生.弧焊电源及数字化控制[M].北京:机械工业出版社,2006.
[5]薛家祥,易志平.弧焊过程电信号的小波包分析[J].机械工程学报,2003,39(4):128-130.Xue Jiaxiang,Yi Zhiping.Wavelet Packet Analysis To Electronic Signal of Arc Welding Process[J].Chinese Journal of Mechanical Engineering,2003,39(4):128-130.
[6]周漪清,薛家祥,何宽芳.埋弧焊方波电弧信号的指数衰减型阈值消噪[J].焊接学报,2011,32(6):5-8.Zhou Yiqing,Xue Jiaxiang,He Kuanfang.A Denoising Method with Exponential Decay Threshold for Square Arc Signals in Submerged Arc Welding[J].Transactions of the China Welding Institution,2011,32(6):5-8.
[7]周漪清,王振民,薛家祥.电弧故障信号的小波检测与分析[J].电焊机,2012,42(1):47-49.Zhou Yiqing,Wang Zhenmin,Xue Jiaxiang.Wavelet Detection and Analysis for Fault Signal of Welding Arc[J].Electric Welding Machine,2012,42(1):47-49.
[8]罗怡.应用联合时频分析研究CO2焊接过程中的电信号[J].焊接学报,2008,28(2):75-78.Luo Yi.Application of Joint Time-frequency Analysis to Electrical Signals of CO2Arc Welding[J].Transactions of the China Welding Institution,2008,28(2):75-78.
[9]罗怡,伍光凤,李春天.Choi-Williams时频分布在CO2焊接电信号检测中的应用[J].焊接学报,2008,29(2):101-103,107.Luo Yi,Wu Guangfeng,Li Chuntian.Application of Choi-Williams Distribution to Electrical Signals Detecton in CO2Arc Welding[J].Transactions of the China Welding Institution,2008,29(2):101-103,107.
[10]Huang N E,Shen Zheng,Long S R,et al.The Empirical Mode Decomposition and the Hilbert Spectrum for Nonlinear and Non-stationary Time Series Analysis[J].Proceeding of the Royal Society A:Mathematical Physical &the Engineering Sciences,1998,454:903-995.
[11]Smith J S.The Localmean Decomposition and Its Application to EEG Perception Date[J].J.R.Soc Interface,2005,2(5):443-454.
[12]程军圣,张亢,杨宇.局部均值分解方法及其在滚动轴承故障诊断中的应用[J].中国机械工程,2009,20(22):2711-2716.Cheng Junsheng,Zhang Kang,Yang Yu.Local Mean Decomposition Method and Its Application to Roller Bearing Fault Diagnosis[J].China Mechanical Engineering,2009,20(22):2711-2716.
[13]任达千,杨世锡,吴昭同,等.LMD时频分析方法的端点应在旋转机械故障诊断中的影响[J].中国机械工程,2012,28(8):951-956.Ren Daqian,Yang Shixi,Wu Zhaotong,et al.Research on End Effect of LMD Based Time-frequency Analysis in Rotating Machinery Fault Diagnosis[J].China Mechanical Engineering,2012,23(8):951-956.