数控车床加工梯形螺纹
2013-09-07
(1、沈阳职业技术学院汽车分院,辽宁 沈阳 1100152、沈阳鼓风机通风设备有限责任公司,辽宁 沈阳 110141)
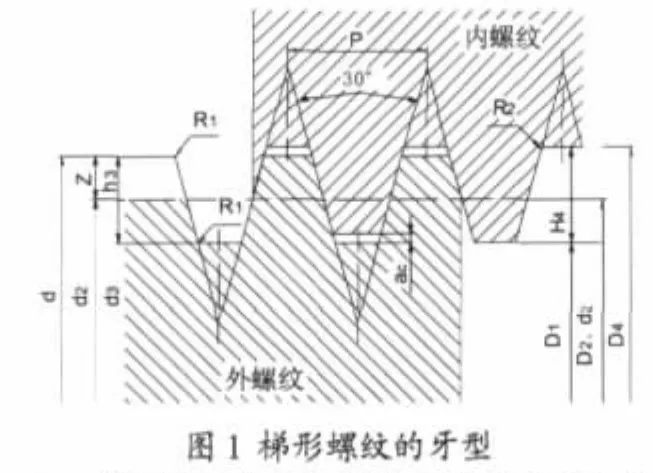
1 梯形螺纹的尺寸计算
国家标准规定梯形螺纹的牙型角为30°。下面就介绍30°牙型角的梯形螺纹。
30°梯形螺纹(以下简称梯形螺纹)的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。左旋螺纹需在尺寸规格之后加注“LH”,右旋则不注出。例如Tr36×6等。

?
2 梯形螺纹的加工
2.1 梯形螺纹的加工如图2所示。
(1)直进法
螺纹车刀X向间歇进给至牙深处(如图2-a)。采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,头几刀由于,切削量不大,没有什么问题,随着切削总深度逐渐变大,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重,还可能产生“扎刀”和“爆刀”现象。这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不适合车削梯形螺纹,一般用于螺距或导程小于3mm的三角螺纹加工。
(2)斜进法
螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2-b)。采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个左侧的切削刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况较直进法有所改善,在车削中不易引起“扎刀”现象。该方法在数控车床上可采用G76指令来实现。
(3)左右进刀法
螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2-c)。该方法类能够克服直进法的加工缺陷,该方法是刀具一边受力,工作平稳,不易产生“扎刀”和“爆刀”等现象,它将梯形螺纹的切削进刀过程规律化,这样我们就可以利用宏程序的变量控制技术,实现梯形螺纹的参数化编程与加工。该种方法可在数控车床上采用G32指令来实现。

图2 梯形螺纹车削方法
2.2 梯形螺纹加工工艺分析
加工如图3所示零件加工工艺如下:

(1)工件装夹:一夹一顶。(2)刀具:选用涂层可转位刀片、机夹刀杆,粗、精车一把刀具。(3)工步划分:①粗精加工外圆:螺纹顶径在车削外圆时直接车削至图纸尺寸。②梯形螺纹粗加工:由于采用机夹可转位数控车刀加工,刀具顶刃宽度、牙型高度,修光刃、刀具角度等部分均为标准值,如果在加工过程中采用径向方向进给,只要刀具顶刃达到尺寸,中径即应达到尺寸,故径向留0.2mm的精车余量(可通过机床OFFSET中的X向磨耗设置)。③梯形螺纹精加工:粗车后,利用公法线千分尺测量梯形螺纹的中径,调整机床磨耗值,重新运行程序,精车至尺寸。
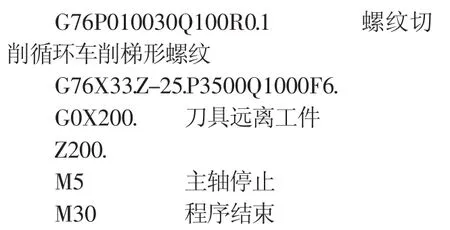
2.3 编程思路及程序
采用斜进法G76螺纹车削循环。
参考外轮廓车削程序,使用FANUC Oi Mate TC系统


2.4 注意事项:
(1)在螺纹切削期间进给速度倍率无效(固定在100%),速度固定在100%。
(2)使用G76加工梯形螺纹时,对刀具的强度要求较大,一般是使用机夹刀具。如果使用手工刃磨刀具,必须使用OFFSET刀补值的方法来进行调整来达到分层加工的效果,避免“爆刀”的现象发生。
[1]闫永刚.Fanuc系统数控机床车梯形螺纹两种车削技巧[J].职业,2012.
[2]徐福林.米制梯形螺纹的数控加工技术[J].机械制造与自动化,2005.
