机床的数控化改造方法
2013-09-07
(哈尔滨电机厂有限责任公司,黑龙江 哈尔滨 150040)
1 对机床数控化的改造及其必要性
在发达国家,工业的发展已经从上世纪的七八十年代就进入了数控工业的发展阶段,数控机床的使用也是在那个时候开始发展起来的。本质上就是建立在信息技术发展上的军、民机械工业的信息化改造。信息化的生产以其独有的不可超越的优势占领了工业生产,而信息技术对工业发达的国家的机械工业的改造即信息化的深入,使得其工业技术产生了质的飞跃,因此他们的产品在国际市场上的综合竞争力大大加强,无论是军用品还是民用品领域。而对于我国,由于种种原因,在信息化技术的发展上相对落后于国际发达国家,因而,在机械工业的信息化技术改造上也落后了近乎二十年。例如,我国在数控机床的使用上,在1995 年的时候才只占到了整体机床数量比重的1.9%,而同时期的日本,则已经达到了20.8%是我国的十倍。这就是为什么我国每年都会大量的进口机电产品的最主要的原因,机床的数控化改造势在必行。
2 如何改造
2.1 改造内容
对于机床的数控化改造包括了对机床的改造以及对生产线的改造,主要内容有:首先是恢复原有功能。即首先对机床以及生产线存在的故障进行维修诊断;其次是NC化。即将数显装置安装到普通的机床上,或者是增加数控系统。是机床成为NC 机床或者是CNC 机床;再者,是翻新。因为老旧的机床对于工件的加工的精度以及效率还有自动化的程度都会产生不良影响,因此对机械部分老旧部件应当重新翻新或装配,恢复精度和更新;最后,是在技术上进行更新和创新。机械性能的提升以及机床新工艺的应用,新技术的推广都要在原有的工艺和设备基础上进行,因此在改造的过程中可以进行大规模的革新,以此提高整体的技术水平以及生产档次。


2.2 数控系统的选择
数控系统主要有三种类型,改造时应根据具体情况进行选择。
步进电机拖动的开环系统,如图1 所示,该系统的伺服驱动装置主要是步进电机、功率步进电机、电液脉冲马达等。由数控系统送 出的进给指令脉冲,经驱动电路控制和功率放大后,使步进电机转动,通过齿轮副与滚珠丝杠副驱动执行部件。只要控制指令脉冲的数量、频率以及通电顺序,便可控制执行部件运动的位移量、速度和运动方向。这种系统不需要将所测得的实际位置和速度反馈到输入端,故称之为开环系统,该系统的位移精度主要取决于步进电机的角位移精度,齿轮丝杠等传动元件的节距精度。
异步电动机或直流电机拖动,光栅测量反馈的闭环数控系统,如图2 所示。该系统与开环系统的区别是:由光栅、感应同步器等位置检测装置测得的实际位置反馈信号,随时与给定值进行比较,将两者的差值放大和变换,驱动执行机构,以给定的速度向着消除偏差的方向运动,直到给定位置与反馈的实际位置的差值等于零为止。闭环进给系统在结构上比开环进给系统复杂,成本也高,对环境室温要求严。设计和调试都比开环系统难。但是可以获得比开环进给系统更高的精度,更快的速度,驱动功率更大的特性指标。
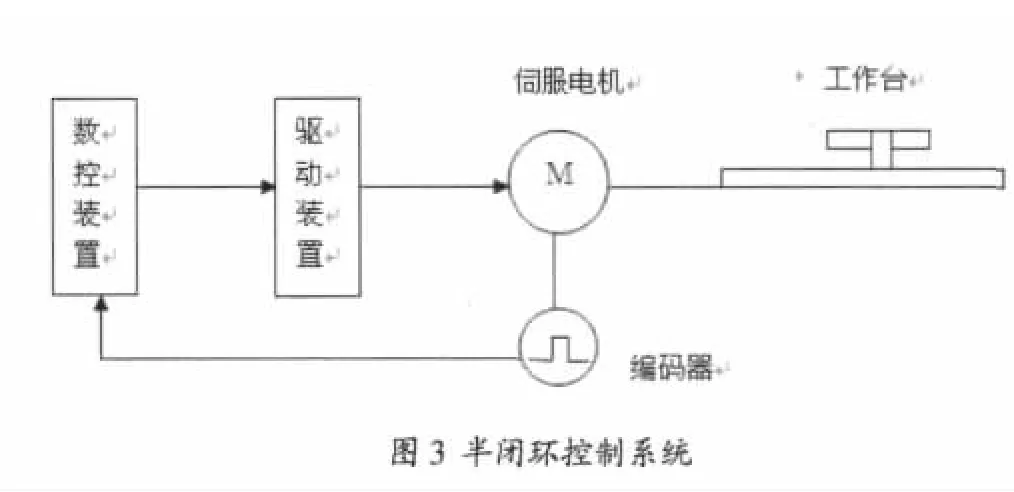
交/直流伺服电机拖动,编码器反馈的半闭环数控系统,图3 所示。半闭环系统检测元件安装在中间传动件上,间接测量执行部件的位置。它只能补偿系统环路内部部分元件的误差,因此,它的精度比闭环系统的精度低,但是它的结构与调试都较闭环系统简单。在将角位移检测元件与速度检测元件和伺服电机做成一个整体时,则无需考虑位置检测装置的安装问题。
3 数控改造中主要机械部件改装探讨
一台新的数控机床,在设计上要达到:有高的静动态刚度;运动副之间的摩擦系数小,传动无间隙;功率大;便于操作和维修。机床数控改造时应尽量达到上述要求。不能认为将数控装置与普通机床连接在一起就达到了数控机床的要求,还应对主要部件进行相应的改造使其达到一定的设计要求,才能获得预期的改造目的。
滑动导轨副。对数控车床来说,导轨除应具有普通车床导向精度和工艺性外,还要有良好的耐摩擦、磨损特性,并减少因摩擦阻力而致死区。同时要有足够的刚度,以减少导轨变形对加工精度的影响,要有合理的导轨防护和润滑。
齿轮副。一般机床的齿轮主要集中在主轴箱和变速箱中。为了保证传动精度,数控机床上使用的齿轮精度等级都比普通机床高。在结构上要能达到无间隙传动,因而改造时,机床主要齿轮必须满足数控机床的要求,以保证机床加工精度。
滑动丝杠与滚珠丝杠。丝杠传动直接关系到传动链精度。丝杠的选用主要取决于加工件的精度要求和拖动扭矩要求。被加工件精度要求不高时可采用滑动丝杠,但应检查原丝杠磨损情况,如螺距误差及螺距累计误差以及相配螺母间隙。一般情况滑动丝杠应不低于6 级,螺母间隙过大则更换螺母。采用滑动丝杠相对滚珠丝杠价格较低,但难以满足精度较高的零件加工。
滚珠丝杠摩擦损失小,效率高,其传动效率可在90%以上;精度高,寿命长;启动力矩和运动时力矩相接近,可以降低电机启动力矩。因此可满足较高精度零件加工要求。
安全防护。改造效果必须以安全为前提。在机床改造中要根据实际情况采取相应的措施,切不可忽视。滚珠丝杠副是精密元件,工作时要严防灰尘特别是切屑及硬砂粒进入滚道。在纵向丝杠上也可加整体铁板防护罩。大拖板与滑动导轨接触的两端面要密封好,绝对防止硬质颗粒状的异物进入滑动面损伤导轨。
[1]进口机床的数控化技术改造.中国科学院沈阳计算技术研究所,2003.
[2]数控系统及机床数控化改造.杭州电子科技大学,2007.
