钢轨铣磨车铁屑收集仓容积浅析
2013-09-05方健康
方健康
(昆明中铁大型养路机械集团有限公司,云南 昆明 650215)
钢轨铣磨车铁屑收集仓容积浅析
方健康
(昆明中铁大型养路机械集团有限公司,云南 昆明 650215)
钢轨铣磨车是钢轨的侧磨、波磨、碾压层、裂缝和剥离等缺陷的修复作业车。针对钢轨铣磨车这一新型钢轨在线整修设备,通过对钢轨铣磨车现场作业调研,分析了铁屑的产生过程、钢轨切削参数、铁屑收集和铁屑质量统计,建立了钢轨铣削加工模型,并且详细地进行了铁屑质量和容积参数计算,研究了我国铁路维修“天窗”时间和相应天窗时间内作业所切削铁屑量化关系,提出了与钢轨铣磨车铁屑收集仓容量较为合适的容积配比。
钢轨 铣磨车 铁屑收集 容量
钢轨铣磨车是一种新型的钢轨在线整修设备,能在运行中对线路上的钢轨进行动态铣磨,消除钢轨的侧磨、波磨、碾压层、裂缝、剥离等缺陷,恢复轨头工作部分的设计形状,提高钢轨使用寿命,降低运行噪音,提高路网运行安全性。目前该车型国际上仅奥地利有两家公司生产,我国进口了几台在用,该车型与较早投入使用的钢轨打磨车相比,能高效收集作业产生的铁屑。本文仅就该车型铁屑收集仓容量大小进行分析和研究。
1 铁屑的收集仓设计
钢轨铣磨车采用了圆周铣削在线加工技术,直刀粒与成形刀粒组成的刀组分布在铣刀盘的周围,每一组刀加工后组成的折线形成钢轨的断面轮廓。加工下来的铁屑被高效实时地回收到了铁屑仓,收集到的铁屑样本见图1。

图1 铁屑样本
由于钢轨铣磨车的作业需要对线路进行封锁(“天窗”),设计合理的铁屑仓容积,可以有效利用线路封锁时间,要保证高效作业,铁屑仓容量不能过大,以确保整机轴重控制在允许范围内。
1.1 铣刀和铣加工参数
根据目前已经投入使用的铣磨车铣刀盘直径有600 mm及1 400 mm两种,铣刀和铣加工参数见表1。
1.2 切削模型
铣刀盘切削示意如图2,根据切削参数可建立铣单元切削分析模型,如图3和图4,并分别得到两种铣刀盘直径对应的铁屑质量及物料体积统计表,见表2和表3。

图2 铣刀盘切削示意(单位:mm)
图3 铁屑长方体模型

图4 铁屑的模拟模型
1.3 铁屑质量及物料体积的计算
根据对铣刀盘直径为600 mm进口铣磨车的调研,在作业速度为10 m/min,切削深度为0.3 mm,4个铣削单元同时作业,作业时间3 h,实际统计铁屑仓铁屑的体积约为6 m3,铁屑质量约为1 600 kg。再根据表2的理论计算,按照10 m/min作业速度,作业时间3 h,粗铣0.3 mm,精铣0.3 mm的切削深度,铁屑质量为1 973.98×4/(2×2.5)=1 579.18 kg,铁屑物料体积约6 m3,可知同等作业条件下铁屑切削质量参数理论计算与实际工况铁屑参数基本一致。
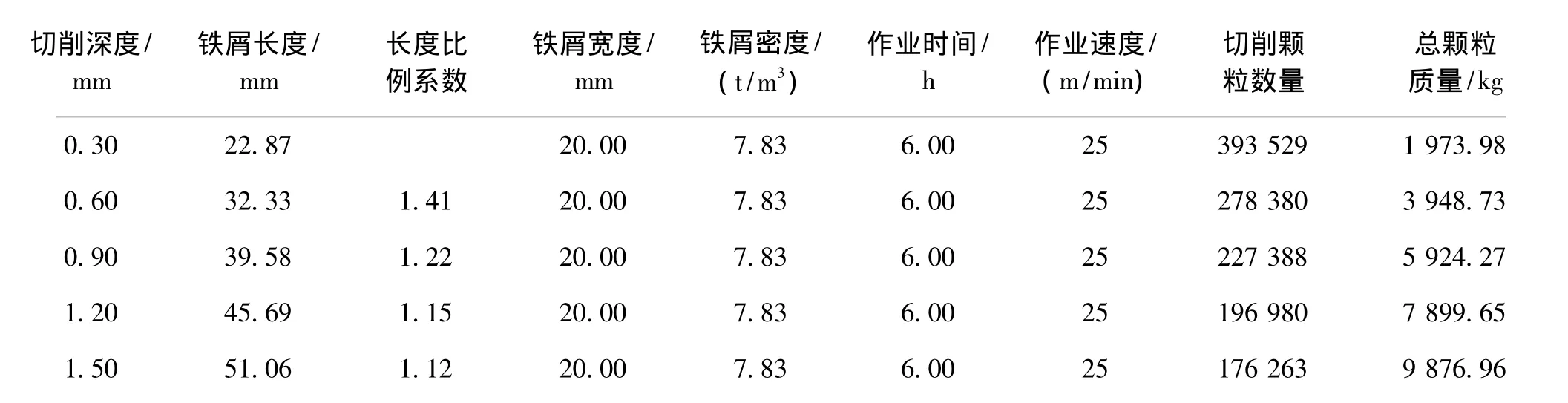
表2 铁屑质量统计表(铣刀盘直径600 mm)
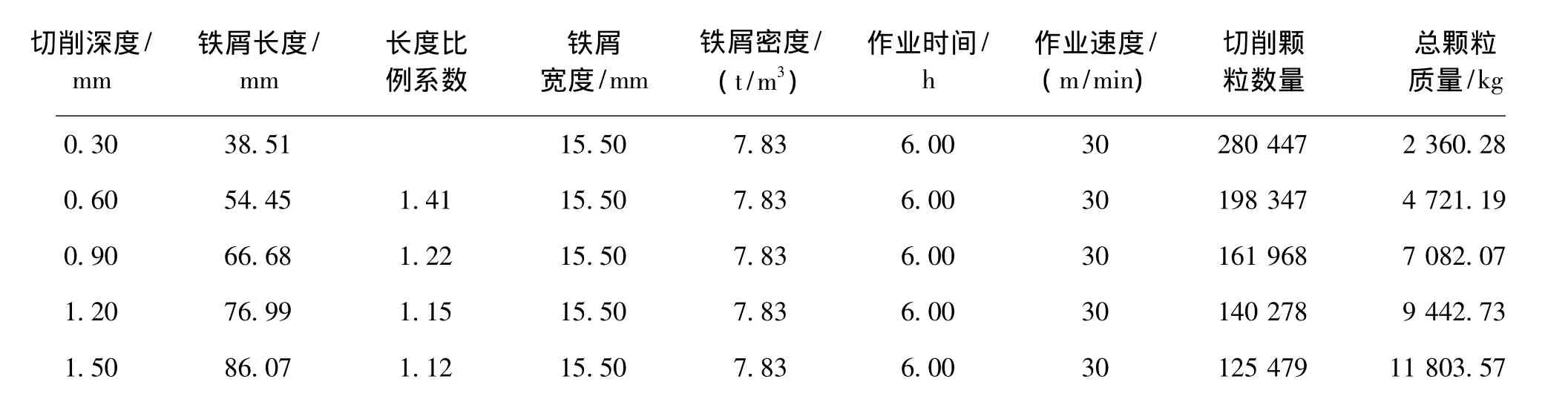
表3 铁屑质量统计表(铣刀盘直径1 400 mm)
根据上述分析及统计表,结合现场作业因素(作业效率,铣刀损耗率,铁路养护“天窗”时间限制等),分别对两种铣刀盘直径的铣磨车铁屑仓分析如下:
1)对于铣刀盘直径为600 mm的4个铣削装置,在最佳作业工况下(切削深0.3 mm,作业速度为15 m/min,6 h作业时间),铁屑物料的质量为1 973.98×4×15/25=4 737.55 kg,该状态下的铁屑物料体积约为17.7 m3。
2)对于铣刀盘直径为1 400 mm的2个铣削装置,在极限作业工况下(切削深0.3 mm,最大作业速度30 m/min,6 h作业时间),产生的铁屑物料的最大质量约为2 360.28×2=4 720.56 kg,该状态下的铁屑物料体积约为18.0 m3。
3)对于铣刀盘直径为1 400 mm的2个铣削装置,在最佳作业工况下(切削深0.6 mm,作业速度为15 m/min,6 h作业时间),铁屑物料的质量为4 721.19×2×15/30=4 721.19 kg,该状态下的铁屑物料体积约为17.7 m3。
2 结论
综上所述,考虑到在实际作业工况中,因为很难保证6 h不间断作业,所以在设计钢轨铣磨车时铁屑收集仓容积取值14~16 m3时,基本能满足我国铁路目前“开天窗”进行线路的铣磨作业要求。
[1]成大先.机械设计手册[S].北京:化学工业出版社,2008.
U216.65
A
10.3969/j.issn.1003-1995.2013.04.42
1003-1995(2013)04-0138-02
2012-06-20;
2013-01-20
方健康(1974— ),男,云南建水县人,高级工程师。
(责任审编 王 红)