浅谈喷水平织机的技术改进
2013-09-04陈广娟周梦瑜
陈广娟,周梦瑜
(烟台职业学院,山东 烟台 264670)
从上世纪80年代发展到现在,塑料工业的加速发展,使我国的塑料机械制造业快速发展起来,这也为我国包装工业的快速发展提供了保障。塑编设备技术改进与塑编产品质量的提高密切相关,这是因为要想生产高质量的塑编产品,好的塑编设备是前提条件。而向塑编设备高精度化、功能多元化、控制智能化等的发展是未来塑编机械的主要发展方向,塑编机械加工性能的好坏取决于设备的结构设计及机械的运动控制,继而影响着塑编产品的质量。本文提供的平织机技术改进方案,为塑编机械的自动化发展增添了浓重的一笔,这也是为了提高塑编质量而设计改进的有效方案。
一、喷水平织机技术改进方案设计
1.喷水平织机纬线折边装置设计
(1)目前折边装置存在的问题
喷水织机在无梭织机中织造的经济性是最好的,除了多相织机外,和其它织机相比较,在平均引纬率和生产效率两个方面都显示出其优越的性能。
目前,塑编用的喷水织机是一种新型的无梭宽幅平织机,它的引纬是依靠高压水嘴喷射高压水流进行引纬织布,但织出的塑料布是毛边,如图1所示,布因为纬线是毛边,材料浪费较多,塑料布的张力也较小,因此在使用过程中经线极容易沿纬线方向破开,且越破越大,再加上纬线是毛边,布边的强度也不高,严重影响着塑编产品的实际使用效果。为了克服上述技术上的缺陷,我们改进设计了一种喷水织机纬线折边装置,解决了现有的喷水织机织出的塑料布纬线是毛边、塑料布强度不高和影响产品使用等问题。

图1 现有的塑料布纬线是毛边示意图
(2)折边装置的结构设计
喷水织机折边装置的实施结构示意图如图2所示。该结构的主要组成及零件的连接关系如下:钢筘6安装在机架上,其下端固定在钢筘摆轴4上,凸轮5安装在钢筘摆轴4上,因此当钢筘摆轴4摆动时,钢筘6和凸轮5能随着钢筘摆轴4的摆动而摆动;在机架上安装了连杆2,连杆2与滚子3连接,而凸轮5与滚子3是线性接触;连杆另一端与折纬线的高压水嘴1连接,折纬线的高压水嘴1安装在高压水嘴上的固定套内,并能在固定套内左右移动,从结构位置上看,折纬线的高压水嘴1与钢筘6上的引纬孔相互对应,高压水嘴固定套则固定平织机的机架上。

图2 喷水织机折边装置的结构示意图
喷水平织机纬线折边作原理如下:由于凸轮轴的转动,凸轮随着摆动,使连杆上端高压水嘴固定套内的折纬线高压水嘴也随着左右移动;当高压水嘴喷射压力高的水流引纬线时,折纬线的高压水嘴则在凸轮的转动带动下正好摆动到最右端时,便将上一次形成的毛边折叠到正在编织的塑料布内。为了不影响纺织进度,高压水嘴完成一次折边后便在凸轮的带动下摆回到最左端位置,完成了一次工作循环。折边后塑料布如图3所示,产品是一个齐整的布边,这样塑料布的强度大大提高,另外因为塑料布的边是平整的,则无塑料布使用过程中毛边破开而影响产品使用的担心之虞。

图3 经折边后织出的塑料布
2.经线恒张力机械控制装置改进设计
(1)目前塑编喷水织机张力控制存在的问题
为了保证塑编产品生产的顺利进行,塑编喷水织机上通常都要设计一种经线输送调整装置来调节张力。目前较常见的喷水织机经线输送装置如图4所示:在张力调节辊上安装了一个压缩弹簧,用来调节编织经线的张力,这种装置具有下列特点:其一,塑料丝在受拉时张力变大,压缩弹簧时才能使张力变小,这种调节属于张力被动调节。其二,这种送经装置调节的张力不稳定,是变化的,从而影响产品质量。其三,在塑料丝受拉时易损伤丝线,如果是低旦丝则很容易被拉断,出现故障,严重影响到编织的生产效率。
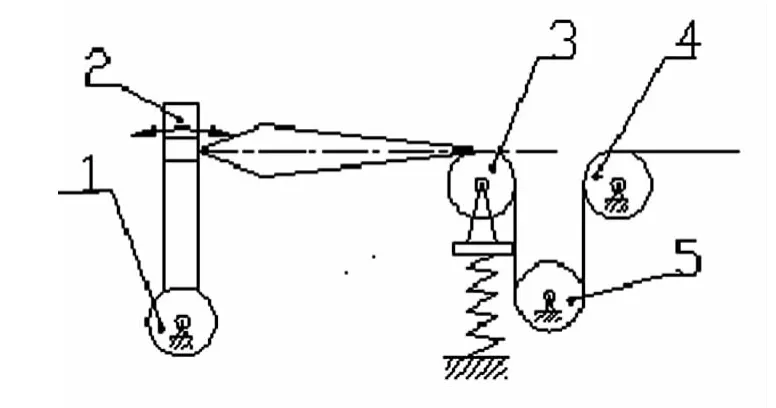
图4 目前常用的喷水织机经线输送装置示意图
(2)喷水织机经线输送恒张力机械控制装置的改进设计
为了克服前面所述的送经装置张力被动调节以及影响生产效率等技术上的不足,解决现有的喷水织机经线输送装置经线输送导致张力不稳定、影响产品质量、低旦丝易断而影响塑编生产等一系列问题,而设计了一种喷水织机经线输送恒张力机械控制装置。
如图5所示,在机架上安装一个输送辊4、一个制动辊5、丝线张力调节辊3和钢筘的摆轴1,重要的是张力调节辊3为一偏心轴,在钢筘的摆轴1上固定了钢筘2,钢筘2随钢筘摆轴1的摆动而一起摆动;在张力调节辊3上固定安装了一个摇杆6,摇杆6的下端有一长条孔,将连杆7的一端与摇杆6连接,其连接位置在摇杆6的长条孔内可以根据需要调节,另一端则与曲柄8一端连接,曲柄8的另一端与机架固定铰链连接。
这样编织经线通过输送辊4、制动辊5、偏心张力调节辊3穿过钢筘2进行恒张力输送。

图5 喷水织机经线输送恒张力机械控制改进装置示意图
其工作原理是:由于该装置中采用了曲柄摇杆机构和偏心的张力调节辊结构;当曲柄转到最左端位置和最右端位置时,摇杆在最左和最右的两个极限位置,丝线则在最高和最低两个位置,因轴是偏心的,可以主动来调节张力的大小,使经线的张力变化更趋于平稳,高张力到低张力的变化调节范围比较广,调整也方便,从满轴到空轴的整个过程中张力变化很平稳,不需要其它的补偿装置,使张力基本保持了所需要的恒定;另外丝线入筘角度可以调节,一是靠改变偏心张力调节辊的偏心距大小,弥补入扣角度的偏差,属于主动调节;二是摇杆的长度可通过其上面的长条孔作微微调整,以适应编织生产的需要。
三、结 论
喷水平织机经过纬线折边装置设计和经线恒张力机械控制装置改进,使塑料布强度大大提高,不必担心塑料布使用过程中毛边破开而影响产品的使用;通过送经装置机械控制装置调整,克服了张力被动调节、严重影响生产效率等技术上的不足,解决现有的喷水织机经线输送装置经线输送张力不稳定、影响产品质量、低旦丝易断丝而影响生产等问题。总之,这两种技术改进措施都在实际生产应用中起到了积极高效的作用。
[1]陈广娟,郝美玲.一种塑编业实用的喷水平织机纬线折边装置[J].烟台职业学院学报,2012,(2).
[2]裘愉发,朱松英.喷水织造的现状和进步[J].丝绸,2007年,(7).
[4]裘愉发.喷水织机发展及应用现状[J].丝绸,2002,(6).
[5]王荣根.国外无梭织机的发展现状[J].纺织导报,2004,(4).
[6]曲力戈.喷水织机送经机构张力的调节[J].机械研究与应用,2004,(5).
