一起220 kV变压器高压套管故障分析
2013-09-03宋俊峰
宋俊峰
(中电投河南公司开封发电分公司,河南 开封 475002)
高压套管是变压器的重要组件之一,是将变压器内部高压引线引到油箱外部的出线装置。由于运行中的变压器要长期承受工作电压、负荷电流以及在故障中出现的短时过电压、大电流的作用,因此对套管的制造、运行、检修和测试都有严格的规定和要求。近年来,在我国的一些地区发生了多起变压器运行事故,而由高压套管故障引发的事故所占的比例较大。
2012年12月,国内某电厂就发生了一起由于高压套管内部拉杆紧固不到位,造成主变跳闸的事故,本文对这起事故进行分析。
1 高压套管故障的基本情况
某电厂主变压器(型号为DFP-240 000/220)于2012-05-30进行安装,2012-06-23通过所有现场交接试验并带电运行,运行情况稳定。2012-12-01T02:00,主变A相“重瓦斯”动作,主变退出运行,电厂人员检查瓦斯继电器内有气体,随即对该相变压器油(牌号25)色谱进行取样分析,检测结果如表1所示。
从表1的油色谱试验数据可看出,故障后油中烃类气体增长较大,其中C2H2值为6.25 μL/L。由此分析,变压器内部存在放电问题。由于CO、CO2没有明显变化,故初步怀疑为裸金属放电,不涉及固体绝缘。结合事故后高压绕组对中性点直流电阻测试值较6月20日交接试验数据增长10 %,而低压绕组直阻正常的现象,判定故障点在高压套管与引线连接点、中性点套管与引线连接点、分接开关3个位置。2012-12-04对A相主变压器进行排油内部检查发现:
(1) 高压引线距离安装套管第1个引线支撑件处有黑色痕迹,且木支撑件上有小黄铜珠(见图1);
(2) 内检人员用手活动套管底部绕组出线铜质接线板,感觉接线板与套管导管接触不紧密,两者之间存在间隙。
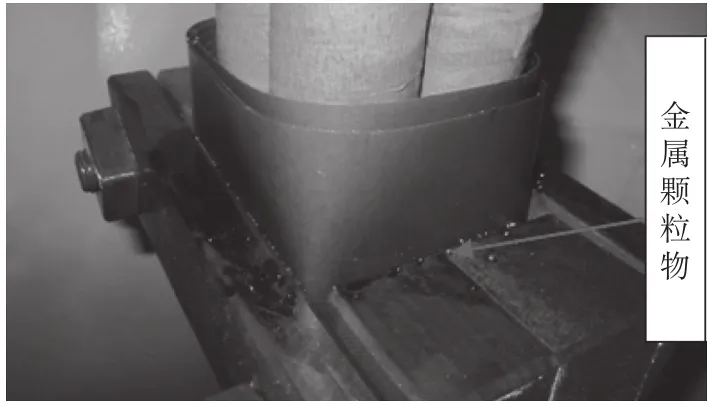
图1 引线支撑件上有金属颗粒物

表1 主变A相事故前后油色谱分析数据 μL/L
根据内检情况,怀疑该支高压套管内部存在放电,于是决定拆除高压套管,进行详细检查。2012-12-06将该支套管拆除后发现:
(1) 套管上部载流垫圈出现烧蚀现象,有碳化物,如图2所示;

图2 套管上部载流垫圈烧蚀情况
(2) 高压套管底部铜质接线板与套管导管之间有0.5~1 mm间距,接触面边缘烧蚀严重,木支撑件上面的黄铜珠应由此产生,如图3所示。

图3 接线板与导管接触面烧蚀
抽出拉杆后,发现温度补偿装置内有大量碳化物,内拉杆头部及温度补偿装置内管(铝质管)处均有严重烧蚀现象,如图4所示。
2 高压套管故障原因分析
国内运行的变压器套管按载流方式的不同,大致分为穿缆式、导杆式和拉杆式3种,该支套管型号是GOE-1050-750-5000-0.6,油侧的连接方式为拉杆式结构。这种连接方式是将套管的中心铜导管用做导通电流的载体,带电缆连接片的变压器高压引线用螺栓固定在套管底部带有M12螺孔的铜质接线板上,而铜质接线板由一根细钢制拉杆拉着与套管中心铜导管紧密接触,以形成电流通路。钢制拉杆正常时不通电流,只起到拉紧作用,拉杆式套管连接方法如图5所示。在钢制拉杆和内导管之间有2个同心管组成的温度补偿装置,其中内管是铝质管,外管材质为钢,外管长度略长于内管,温度补偿原理就是利用两同心管温度变化时伸缩不同而补偿铜导管与钢拉杆冷热伸缩不同所带来的影响。

图4 温度补偿装置内管及拉杆烧蚀

图5 拉杆式套管连接方法
为了使拉杆式套管底部接线板与内导管保持紧密接触,拉杆上部螺母在紧固时,力矩有着严格要求。具体安装过程是,首先螺母要能够很平滑地旋转到螺杆上,否则要用“Molykote 1000”涂到螺栓上,多余的“Molykote 1000”要用白布擦去。在紧固拉杆上部的螺母时,力矩达到10 Nm时,测量从螺母顶部到螺杆顶部的数值,记为a。然后再继续旋紧螺母,当力矩在70~140 Nm间测量从螺母顶部到螺杆顶部的数值,记为b。当b-a符合说明书规定的值时,说明拉杆紧固已经符合要求。对于该型号套管,ABB GOE套管安装使用说明书规定,b-a=10±0.5 mm符合要求。
拆下的高压套管经厂家技术人员现场实测,b值为18.34 mm。在现场对此支高压套管重新按使用说明书要求进行装配,当紧固力矩为10 Nm时,a=19.34 mm;当紧固力矩为100 Nm时,b=27.38 mm,b-a=8.04 mm,不能满足要求。继续紧固,当紧固力矩为130 Nm时,b=29.30 mm,b-a=9.96 mm,满足要求,套管紧固结束。对比拆下时实测的b值为18.34 mm,可以判断此支套管现场安装时内部拉杆未完全紧固到位。
进入冬季后,气温降低,尽管有温度补偿装置的作用,气候变化仍加大了套管底部铜质接线板与导管之间的间隙,两者之间产生电弧放电,油气分离,导致变压器瓦斯动作跳闸。同时,由于套管底部接线板与导管之间的间隙,使得电流无法由接线板经导管正常流通,而接线板与拉杆为一体式,拉杆长期通过本不该承担的电流,致使其上部、中部出现不同程度的烧蚀。
3 防范措施
此次高压套管事故不但造成了地区供电紧张,对电厂经济影响也很大。为了防止发生同类事故,提出以下防范措施:
(1) 拉杆式套管具有安装便利、运行安全可靠的优点,但内部结构较为复杂,在拉杆紧固时如果拉杆拉力不够,投入运行则会酿成事故,故应严格按照说明书规定进行装配。
(2) 设备停运检修期间,应对拉杆式套管装配尺寸进行复核,检查拉杆的紧固力矩是否符合要求,并将复核尺寸与历次数据进行对比。
(3) 变压器油中溶解气体分析是判断充油电气设备早期潜伏性故障的灵敏而有效的方法。对每一次试验结果不但要分析其各特征气体含量的绝对值,还应同时分析其产气速率,以便尽早发现设备隐患,及时采取相应的措施。
(4) 变压器绕组直流电阻测试对判别绕组接头的焊接质量和绕组有无匝间短路、套管接线板与导电杆的接触程度、分接开关各个位置接触是否良好以及分接开关的实际位置与指示位置是否相符等具有指导意义,应加强在交接、大修、预试和无载调压变压器改变分接位置后、故障后的测试工作,并参照原始数据进行对比分析。
(5) 建议每隔5年对套管油进行一次色谱分析,并将首次分析数据作为基准值,便于以后进行对比。
1 王 伟,韩金华,郭运明,等.一起进口套管烧损故障情况介绍[J].高压电器,2012(02).